Изобретение относится к устройствам для нанесения металлических покрытий способом электродуговой металлизации.
Цель изобретения - повышение качества покрытия и надежности работы устройства.
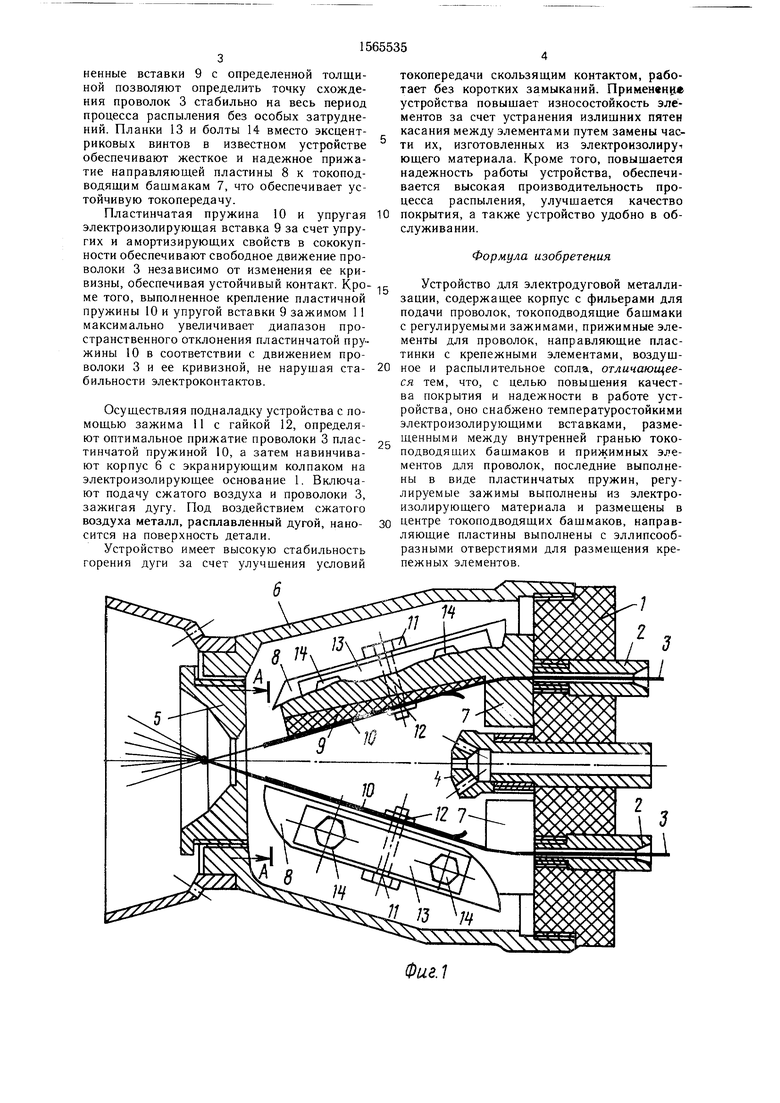
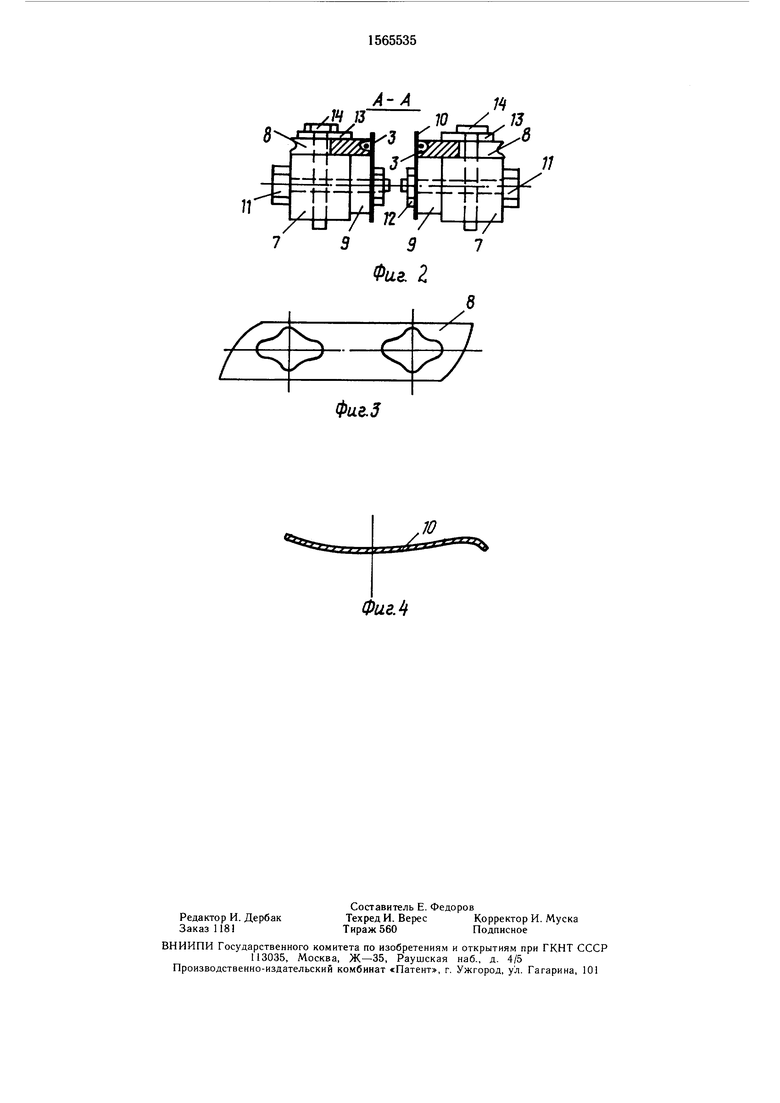
На фиг. 1 показано устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - направляющая пластина, вид сверху; на фиг. 4 - пластинчатая пружина в нерабочем состоянии.
Устройство состоит из электроизолирующего основания 1, каналов 2 для подачи проволоки 3, воздушного 4 и распылительного 5 сопел, корпуса 6, токоподводящих башмаков 7, направляющих пластин 8, выполненных с эллипсообразными отверстиями, оси которых перпендикулярны, для регулирования точки схождения проволоки 3 относительно оси распылительного сопла 5, упругих электроизолирующих вставок 9, установленных на внутренние боковые грани токоподводящих башмаков 7, прижимных элементов дл проволок, выполненных в виде пластинчатых пружин 10, выполненных из электроизолирующего материала регулируемых зажимов 11, пропущенных в центре
токоведущих башмаков 7, гаек 12, планок 13, установленных на направляющие пластины 8, а также зажимных болтов 14, соединенных с токоподводящими башмаками 7 резьбовым соединением.
Устройство работает следующим образом.
Через выполненные отверстия в центре боковых граней токоподводящих башмаков 7 устанавливают последовательно вставки 9 и пластинчатые пружины 10, которые в свободном состоянии имеют вогнутую форму (фиг. 4).
Гайками 12 выравнивают пластинчатую пружину 10 до прямолинейного положения (фиг. 1). Затем на токоподводящих башмаках 7 устанавливают последовательно направляющие пластины 8 и планки 13. Через выполненные отверстия в направляющих пластинах 8 и планках 13 пропускают, а после определения точки схождения проволок 3 относительно оси распылительного сопла 5, жестко завинчивают болты 14 в токоподводящие башмаки 7. Выполненные эллипсообразные отверстия в направляющих пластинах 8, а также выпол(Л
сп
оэ сп сп
со
СП
ненные вставки 9 с определенной толщиной позволяют определить точку схождения проволок 3 стабильно на весь период процесса распыления без особых затруднений. Планки 13 и болты 14 вместо эксцентриковых винтов в известном устройстве обеспечивают жесткое и надежное прижатие направляющей пластины 8 к токопод- водящим башмакам 7, что обеспечивает устойчивую токопередачу.
Пластинчатая пружина 10 и упругая электроизолирующая вставка 9 за счет упругих и амортизирующих свойств в сококуп- ности обеспечивают свободное движение проволоки 3 независимо от изменения ее кривизны, обеспечивая устойчивый контакт. Кро ме того, выполненное крепление пластичной пружины 10 и упругой вставки 9 зажимом 1 максимально увеличивает диапазон пространственного отклонения пластинчатой пружины 10 в соответствии с движением проволоки 3 и ее кривизной, не нарушая стабильности электроконтактов.
Осуществляя подналадку устройства с помощью зажима 11 с гайкой 12, определяют оптимальное прижатие проволоки 3 плас- тинчатой пружиной 10, а затем навинчивают корпус 6 с экранирующим колпаком на электроизолирующее основание 1. Включают подачу сжатого воздуха и проволоки 3, зажигая дугу. Под воздействием сжатого воздуха металл, расплавленный дугой, наносится на поверхность детали.
Устройство имеет высокую стабильность горения дуги за счет улучшения условий
токопередачи скользящим контактом, работает без коротких замыканий. Применение устройства повышает износостойкость элементов за счет устранения излишних пятен касания между элементами путем замены части их, изготовленных из электроизолиру-i ющего материала. Кроме того, повышается надежность работы устройства, обеспечивается высокая производительность процесса распыления, улучшается качество покрытия, а также устройство удобно в обслуживании.
Формула изобретения
0
R
Устройство для электродуговой металлизации, содержащее корпус с фильерами для подачи проволок, токоподводящие башмаки с регулируемыми зажимами, прижимные элементы для проволок, направляющие пластинки с крепежными элементами, воздушное и распылительное сопла, отличающееся тем, что, с целью повышения качества покрытия и надежности в работе устройства, оно снабжено температуростойкими электроизолирующими вставками, размещенными между внутренней гранью токо- подводящих башмаков и прижимных элементов для проволок, последние выполнены в виде пластинчатых пружин, регулируемые зажимы выполнены из электроизолирующего материала и размещены в о центре токоподводящих башмаков, направляющие пластины выполнены с эллипсооб- разными отверстиями для размещения крепежных элементов.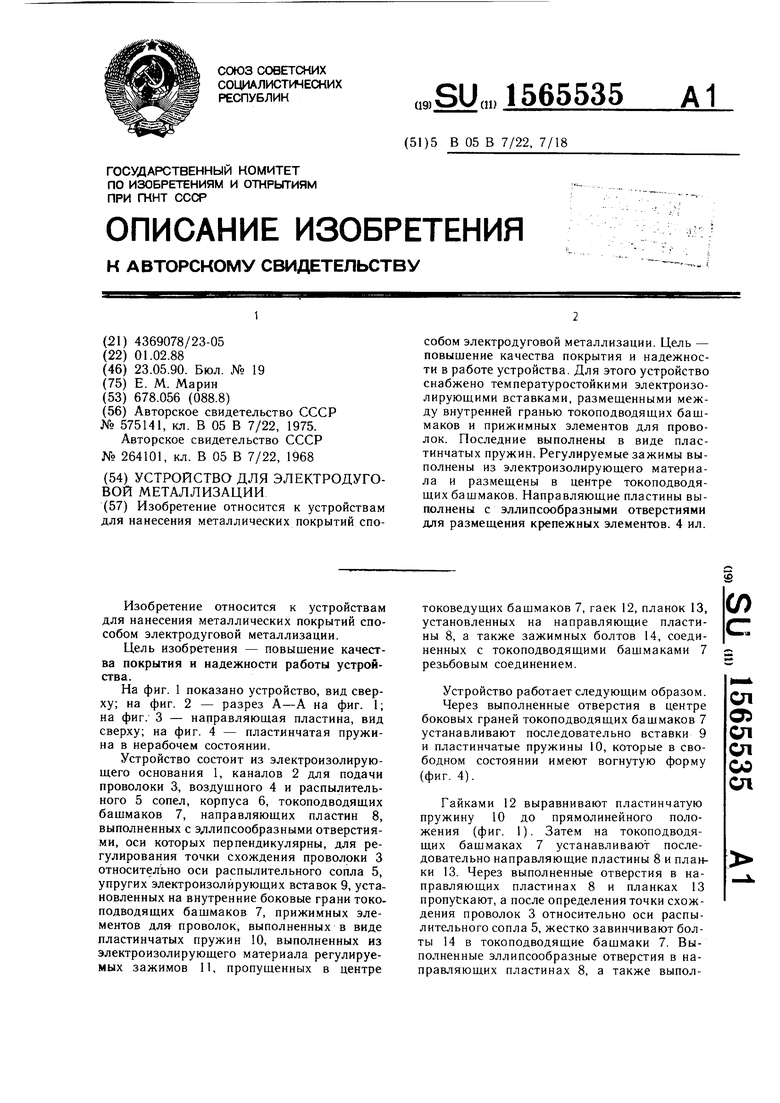
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродуговой распылитель | 1988 |
|
SU1565537A1 |
| Распылительная головка электродугового металлизатора | 1989 |
|
SU1706712A1 |
| Распылительная головка электродугового металлизационного аппарата | 1975 |
|
SU575141A1 |
| Распылительная головка электродугового металлизационного аппарата | 1972 |
|
SU481324A1 |
| Устройство для электродуговой металлизации | 1985 |
|
SU1329835A1 |
| Электродуговой распылитель | 1980 |
|
SU925407A1 |
| Распылительная головка электродугового металлизатора | 1989 |
|
SU1699641A1 |
| Распылительная головка электрометаллизатора | 1983 |
|
SU1113177A1 |
| Устройство для электродуговой металлизации | 1987 |
|
SU1565536A1 |
| Электродуговой металлизатор | 1980 |
|
SU876184A1 |
Изобретение относится к устройствам для нанесения металлических покрытий способом электродуговой металлизации. Цель - повышение качества покрытия и надежности в работе устройства. Для этого устройство снабжено температуростойкими электроизолирующими вставками, размещенными между внутренней гранью токоподводящих башмаков и прижимных элементов для проволок. Последние выполнены в виде пластинчатых пружин. Регулируемые зажимы выполнены из электроизолирующего материала и размещены в центре токоподводящих башмаков. Направляющие пластины выполнены с элипсообразными отверстиями для размещения крепежных элементов. 4 ил.
Фиг.1
а
Л
L
Фиг.3
X
а
ю
ФигЛ
| Распылительная головка электродугового металлизационного аппарата | 1975 |
|
SU575141A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАЦИОННОГО АППАРАТА | 0 |
|
SU264101A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
