Фие.6
Mr.. t Tthiie i :- -С1 м.я i. изготовлению резинотелНГ е изделии и может быть использовано дл соединение методом вулканизации с ыка приходных ремней и транспортерных лент.
Цель изобретения - снижение трудоемкости процесса сть :о« и при сохранении прочности стыка
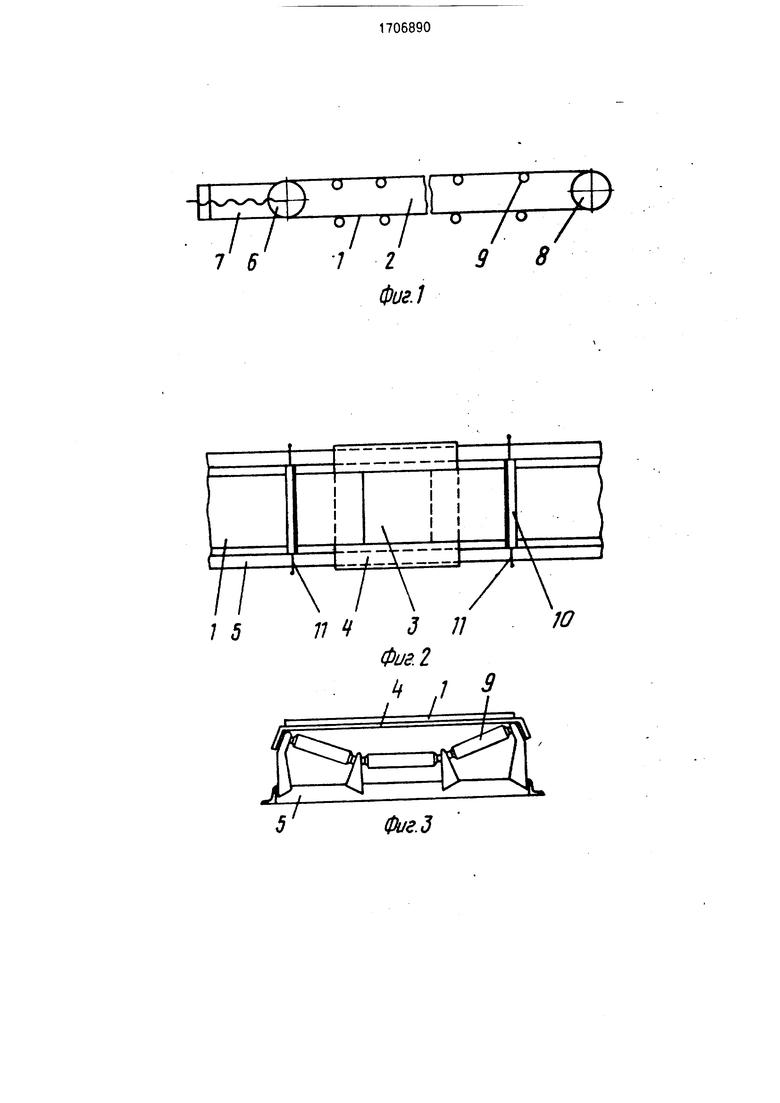
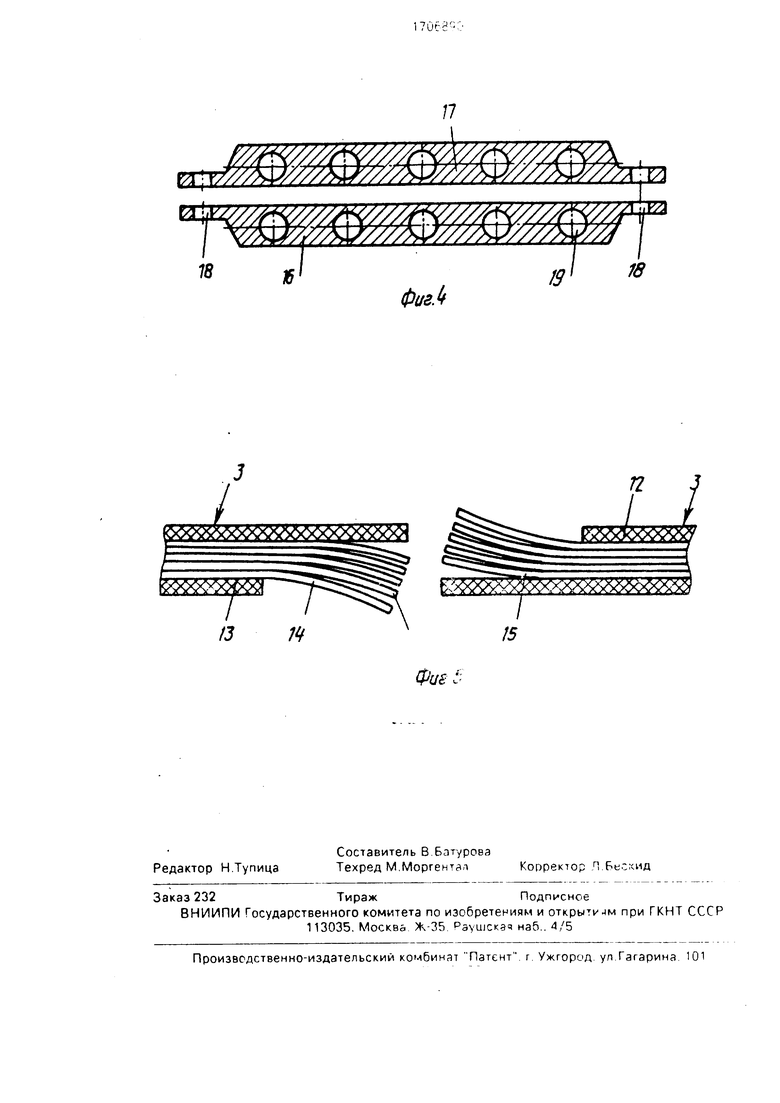
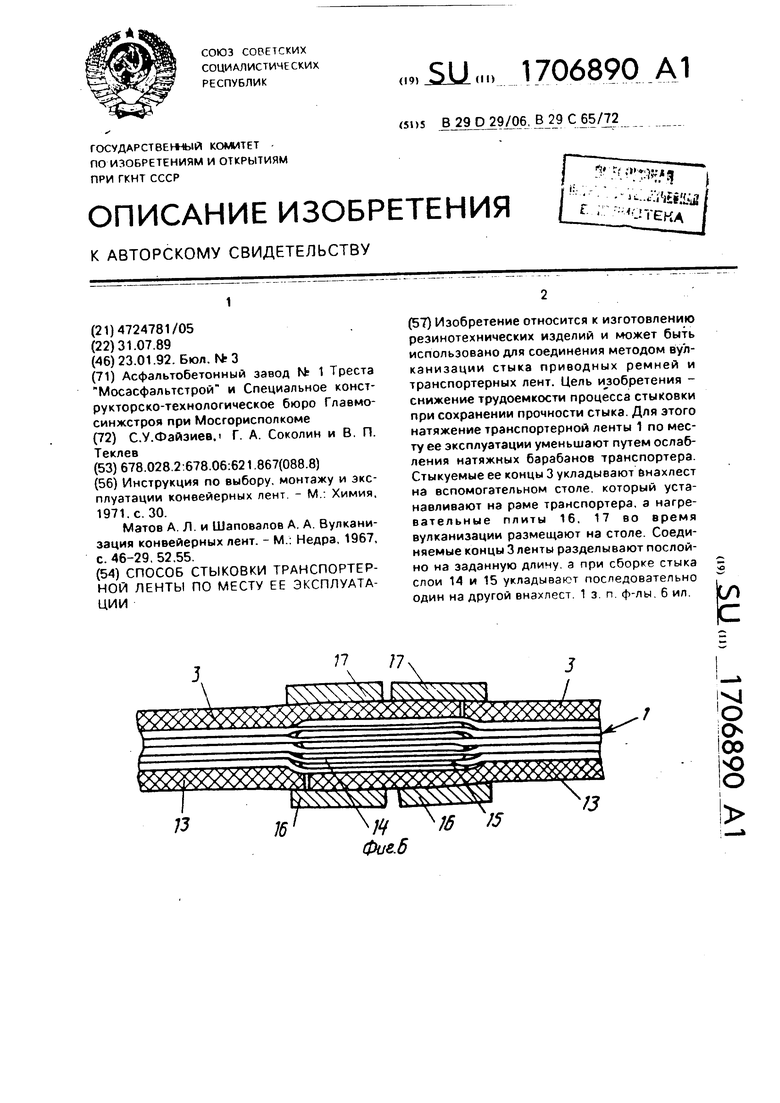
На фиг. ::3ог а схема -тенточного транспортере, на .-м- 2 - у-.аеток ленточного транспортера со стыкуемыми концами ленты: нэ фиг. 3 - размещение вспомогательного стола и роликсопор на оаме транспортера; на фиг. 4 - нагревательные плиты; на фиг. 5 - разделенные концы транспортерной ленты; на фиг 6 - конструкция стыка в сборе.
Способ осуществляют следующим образом.
При ремонте ленты 1 непосредственно по месту ее эксплуатации на транспортере 2 стыкуемые концы 3 укладывают на вспомогательный стоп 4, который установлен на раме 5 транспортера 2. Последний имеет установленные на раме 5 натяжные барабаны 6 с лебедочным натяжным устройством 7, приводные барабаны 8 и роликоопоры 9. Уменьшают Нт т- жен-.;е .-знт- 1 путем осЛЗбпеНчС м. .: ( .,;..: х ПЗрзбйНОВ б. ФикСИруют ленту с т;-1 с ;i- -епьно рамы 5 транспортера с помощью швеллеров 10 так, чтобы соединяемые концы ленты 1 располагались внахлест и не могли перемещаться
относительно др. ЛГУ-- Возможно закреп- ленио : с :,-..-:r: с Г к г:ам Ј транспортера 2 пост- -,. i-;f.io:-.OL : . Сначала вручную удаляю еер/ню-г- -ЗИНОВУЮ обкладку 12 транспортер1-- - ленты 1 с одного соединяемого кснц:. . ь- -.зиноЕую обкладку 13 с ;т чр П -ТИРОПОЛОЖНОЙ стороне. П,-,.. г.с - J-с ..:/пень на одноь; коице u i- S д;. .Ј. : г.с диняемые кон- .: , 3 .:-:: с.. раг е NLi Or гюспойно на за- д о ч г.. :, г. - ,,., ; с.:- . i связующее и собирав : . Пси сборке стыка слои укладывают последовательно один нэ другой внахлест. Flci г: ом сначапа нижний слой 14 одного конца ленты укладывают на нижнюю резиновую обкладку 13 другого конца лен- гы, а зэте . гспгдыг .зют HH HI-I; слой 15 второго -.;r, ..-. :- V,. дг .rifc ij Смазав клеен. (; .от c.Ov CBn yc-miiNi. Затем
СЛегКС ..Т ЭТИ Д:13 СЛОЯ.
Дольше г.;еруп сл. Гду1С.|. даз слоя с эбрих концов и соединяют друг с другом и т.д Подготовленный к соединению стык вкладывают на нижнюю нагревательную плиту 16, установленную на вспомогательном столе 4 под лентой 1. На стык
устанавливают верхнюю плиту 17 (плиты 16 и 17 могут состоять из двух частей). Плиты 16 и 17 соединяют одну с другой с помощью болтов, устанавливаемых в отверстиях 18, и нагревают с помощью электронагревательных элементов, установленных в отверстиях 19. Пять элементов достаточно, чтобы в течение 10 мин плита равномерно нагрелась до 140°С.
Плиты 16 и 17, нагретые до заданной
температуры 140°, отключают от электросети и оставляют в зажатом состоянии в течение 2 ч до остывания. Воздействие на ленту 1 большой температуры при постоянном ее понижении обеспечивает вулканизацию
ленты и необходимую прочность и долговечность. Остывшие плиты 16 и 17 разъединяют, снимают верхнюю плиту 17, а затем вынимают нижнюю плиту 16. Освобожденную состыкованную ленту 1 натягивают с
помощью натяжных барабанов 6, и она готова к эксплуатации.
Формула изобретения
1. Способ стыковки транспортерной ленты по месту ее эксплуатации, при котором уменьшают натяжение ленты, укладывают на плоскости стыкуемые ее концы один на другой, фиксируют ленту относительно
рамы транспортера в зоне стыковки, удаляют резиновую обкладку на противоположных сторонах соединяемых концов и разделывают последние, наносят связующее, собирают стык и производят ее вулканизацию под давлением между нагревательными плитами, отличающийся тем, что, с целью снижения трудоемкости процесса стыковки пси сохранении прочности стыка, натяжение ленты уменьшают путем ослабления натяжных барабанов транспортера, соединяемые концы ленты разделывают послойно на заданную длину, а при сборке стыка слои их укладывают последовательно один на другой внахлест.
0 2. Способ по п. 1.отличающийся тем, что в качестве плоскости используют вспомогательный стол, который устанавливают на раме транспортера, а нагревательные плиты во время вулканизации
В размещают на столе.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОГО СОЕДИНЕНИЯ РЕЗИНОТКАНЕВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 2014 |
|
RU2608993C2 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| Устройство для стыковки полос обрезиненного полотна | 1981 |
|
SU1131674A1 |
| СПОСОБ СТЫКОВКИ РЕЗИНО-ТКАНЕВЫХ ТРАНСПОРТЕРНЫХ ЛЕНТ И ПЛОСКИХ ПРИВОДНЫХ РЕМНЕЙ | 1969 |
|
SU245349A1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Станок для разделки стыков тканевых конвейерных лент | 1987 |
|
SU1482816A2 |
| Способ стыковки лент с тканевыми прокладками | 1982 |
|
SU1087361A1 |
| Устройство для местной вулканизацииКОНВЕйЕРНыХ лЕНТ | 1978 |
|
SU802074A2 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТКАНЕВЫХ ЛЕНТ | 2013 |
|
RU2544072C1 |
18
//(W///#w//f
%W////№//J
L
//(W///#w//f
%W////№//J
ш
фиг.Ь
18
29S63o& 3ff
15
Фие$
