Изобретение относится к контрольно-сортировочной технике в машиностроении и может быть использовано в автотракторной промьииленности для контроля ребристых цилиндров двигателей с воздушным охлаждением.
Известна автоматическая линия для контроля, сортировки и клеймения цилиндрических деталей, содержащая накопитель деталей, шаговый транснортер, измерительную станцию, сортировочное устройство и механизм клеймения ЗОднако известная линия не позволяет контролировать детали типа ребристых цилиндров различных типов, поступающих в линию вперемежку.
Целью изобретения является расширение технологических возможностей при контроле деталей типа ребристых цилиндров различных типов.
Указанная цель достигается тем, что автоматическая линия для контроля, сортировки и клеймения цилиндрических деталей, содержащая накопитель деталей, шаговый транспортер, измерительную станцию, сортировочное устройство и механизм клеймения, имеет механизм ориентирования деталей, выполненный в виде поворотного реверсивного стола и двухпозиционного приводного подпружиненного рычага, взаимодействующего с ориентируемой деталью, а измерительная станция имеет бесконтактное устройство определения типа детали, связанное с приводом двухпозиционного рычага.
При этом накопитель деталей выполнен в виде многорядных опорных площадок, между которыми размещены шаговые транспортируюш,ие планки с подпружиненными собачками.
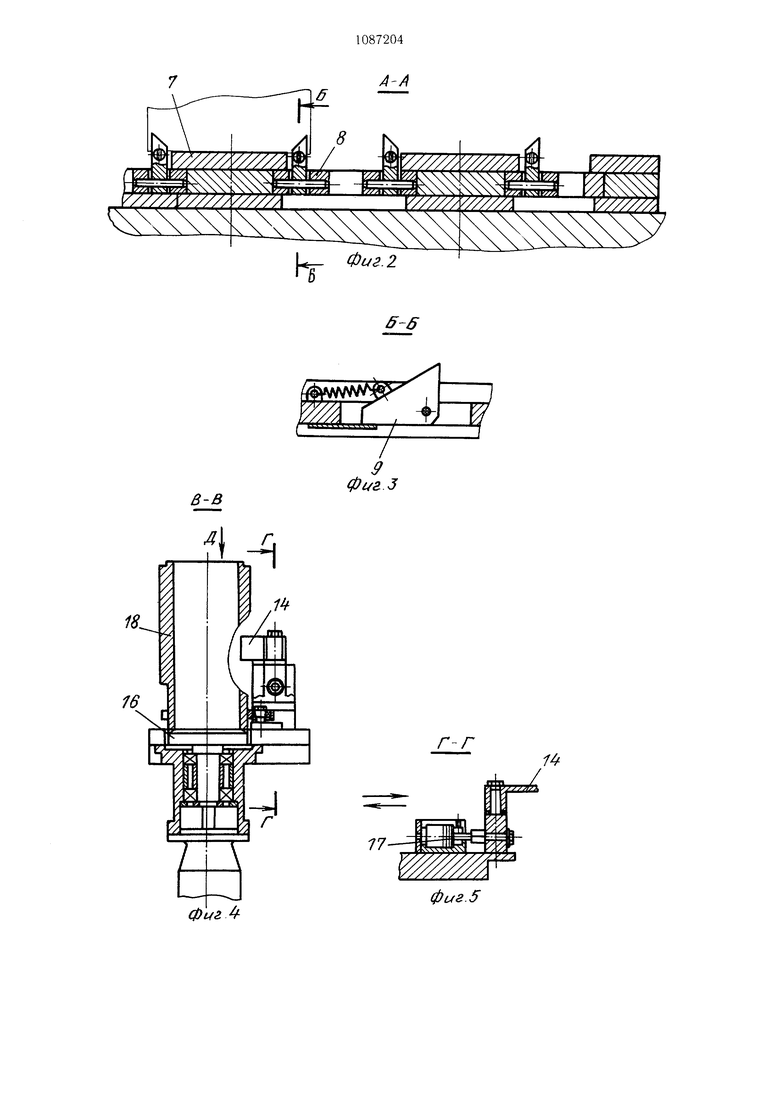
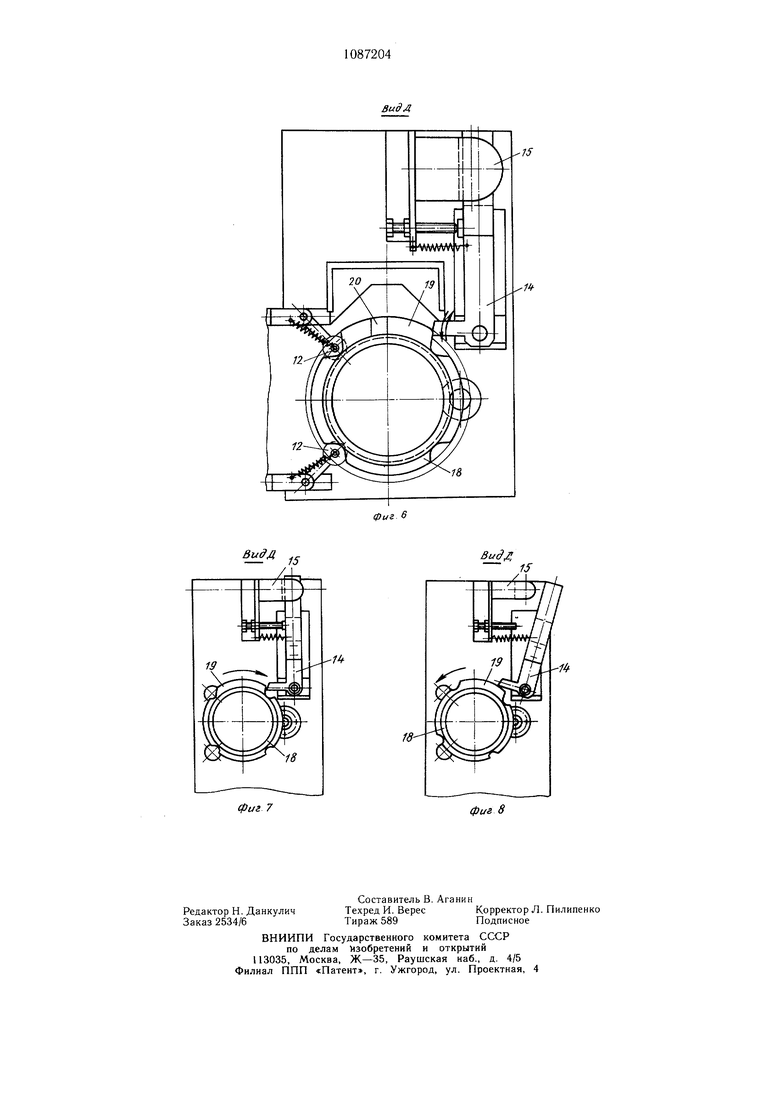
На фиг. 1 изображена автоматическая линия, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 4; на фиг. 6 - вид Д на фиг. 4; на фиг. ,7 и 8 - то же, в разных стадиях работы меха. низма ориентированных деталей.
Автоматическая линия содержит накопитель деталей, шаговый продольный транспортер 2, измерительную станцию 3, сортировочное устройство 4, механизм 5 клеймения и механизм 6 ориентирования деталей. Накопитель 1 деталей выполнен в виде нескольких параллельных рядов опорных площадок 7, между которыми установлены транспортирующие планки 8, с размещенными на них попарно подпружиненными собачками 9. К накопителю деталей примыкает продольный транспортер 2, состоящий из двух участков 10 и 11, отличающихся шагом. Участки 10 и 11 оснащены подпружиненными собачками 12, перемещающими детали.
Измерительная станция 3 снабжена бесконтактным устройством 13 для определения типа контролируемой детали. Подлежащие контролю детали могут отличаться друг от друга радиусами ребер наружной поверхноМеханизм 6 ориентирования деталей содержит двухпозиционный ориентирующий рычаг 14, один конец которого контактирует с ориентруемой деталью, а другой конец входит в паз бесконтактного конечного выключателя 15, электрически связанного с реверсивным поворотным столом 16. Рычаг 14 может занимать два положения с помощью цилиндра 17.
Автоматическая линия работает следующим образом.
Подлежащие контролю и сортировке детали 18 подают в накопитель 1 деталей. От привода транспортирующие планки 8 сдвигают один ряд деталей на щаг. За время перемещения деталей до продольного транспортера 2 происходит стабилизация их температуры. При ходе транспортирующих планок 8 подпружиненные собачки 9 перещелкиваются на следующий ряд деталей. После
0 накопителя продольные транспортеры 10 и 11 передают детали 18 на измерительную станцию 3. При вращении детали на измерительной -станции бесконтактное устройство 13 вырабатывает электрический сигнал, когда мимо него проходит большое ребро
19, если такое имеется в детали. Таким образом происходит распознавание типа детали. Сигнал от бесконтактного устройства 13 поступает на привод 17 рычага 14, за счет чего рычаг 14 занимает положение, соответ0 ствующее типу гильзы. После поступления детали к механизму 6 ориентирования деталей включается реверсивный поворотный стол 16. Деталь поворачивается в прямом и обратном направлении (в зависимости от первоначального положения) до того момента, пока рычаг 14 не упрется в большое ребро 19 детали 18. На этом заканчивается процесс ориентации детали, и специальный платик 20 на детали при перемещении ее к к механизму 5 клеймения располагается под
0 клеймом. После нанесения клейма на деталях, они рассортировываются на группы в сортировочном устройстве 4 по результатам контроля на измерительной станции 3. Нг 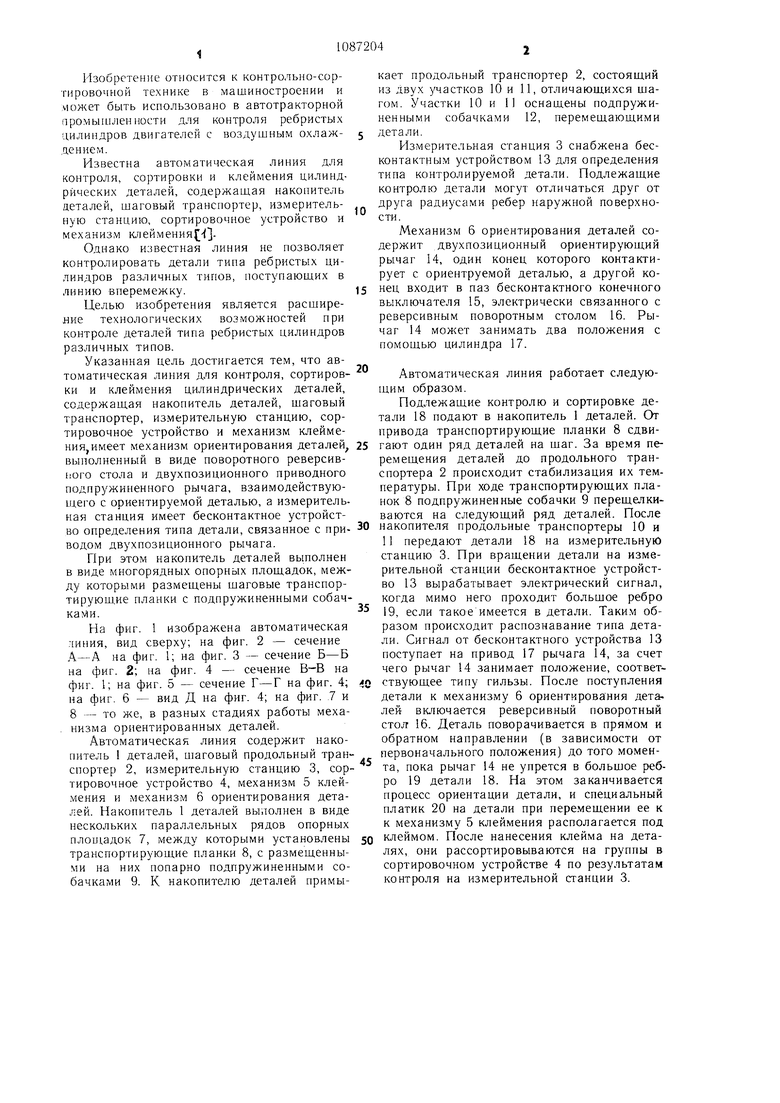
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического контроля, сортировки и клеймения ребристых цилиндров двигателей воздушного охлаждения | 1989 |
|
SU1712000A1 |
| Автомат для многодиапазонной сортировки прецизионных деталей | 1982 |
|
SU1107904A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Устройство для сортировки деталей | 1985 |
|
SU1388109A1 |
| Устройство для контроля и сортировки деталей | 1971 |
|
SU479499A1 |
| Устройство для размерной сортировки деталей | 1984 |
|
SU1219172A1 |
| Сортировочное автоматическое устройство для контроля размеров деталей | 1971 |
|
SU540684A1 |
1. АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ КОНТРОЛЯ, СОРТИРОВКИ И КЛЕЙМЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, содержащая накопитель деталей, шаговый транспортер, измерительную станцию, сортировочное устройство и механизм клеймения, отличающаяся тем, что, с целью расширения технологических возможностей при контроле деталей типа ребристых цилиндров разных типов, она имеет механизм ориентирования деталей, выполненный в виде поворотного реверсивного стола и двухпозиционного приводного подпружиненного рычага, взаимодействующего с ориентируемой деталью, а измерительная станция имеет бесконтактное устройство определения типа детали, связанное с приводом двухпозиционного рычага. 2. Автоматическая линия по п. 1, отличающаяся тем, что накопитель деталей выполнен в виде многорядных опорных площадок, между которыми размещены шаговые транспортирующие планки с подпружиненными собачками. (Л 00 to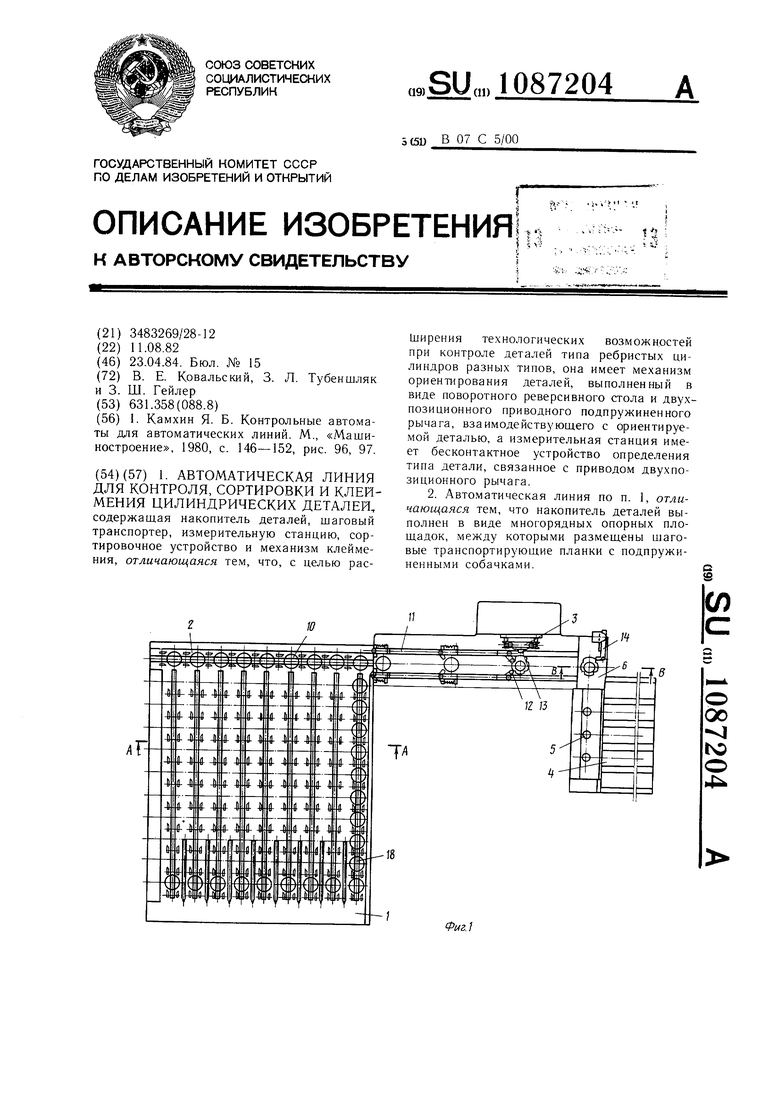
в-в
0i/B3
1
/
тт/
фиг. 5
1l
ВидД
ВидД
| I | |||
| Камхин Я | |||
| Б | |||
| Контрольные автоматы для автоматических линий | |||
| М., «Машиностроение, 1980, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
