Изобретение относится к обработке металлов давлением и может быть использовано во всех отраслях народного хозяйства для изготовления деталей из прессованных профилей подкрепленных сечений.
Цель изобретения - улучшение качества деталей за счет повышения точности.
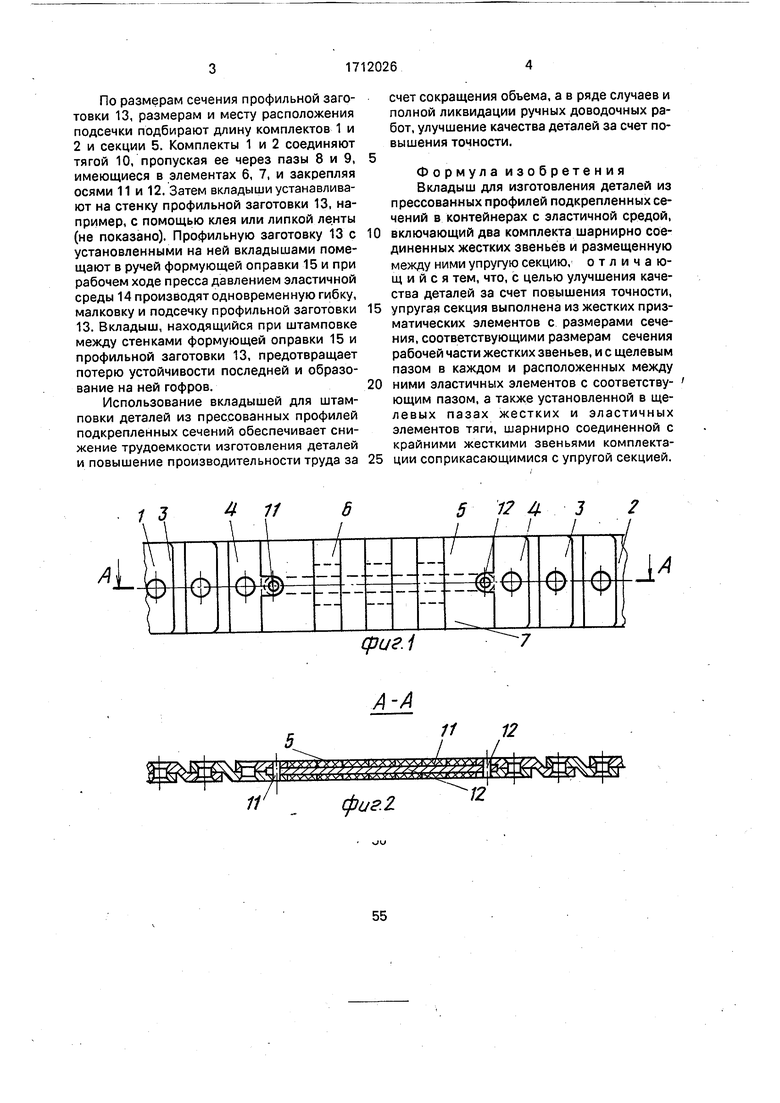
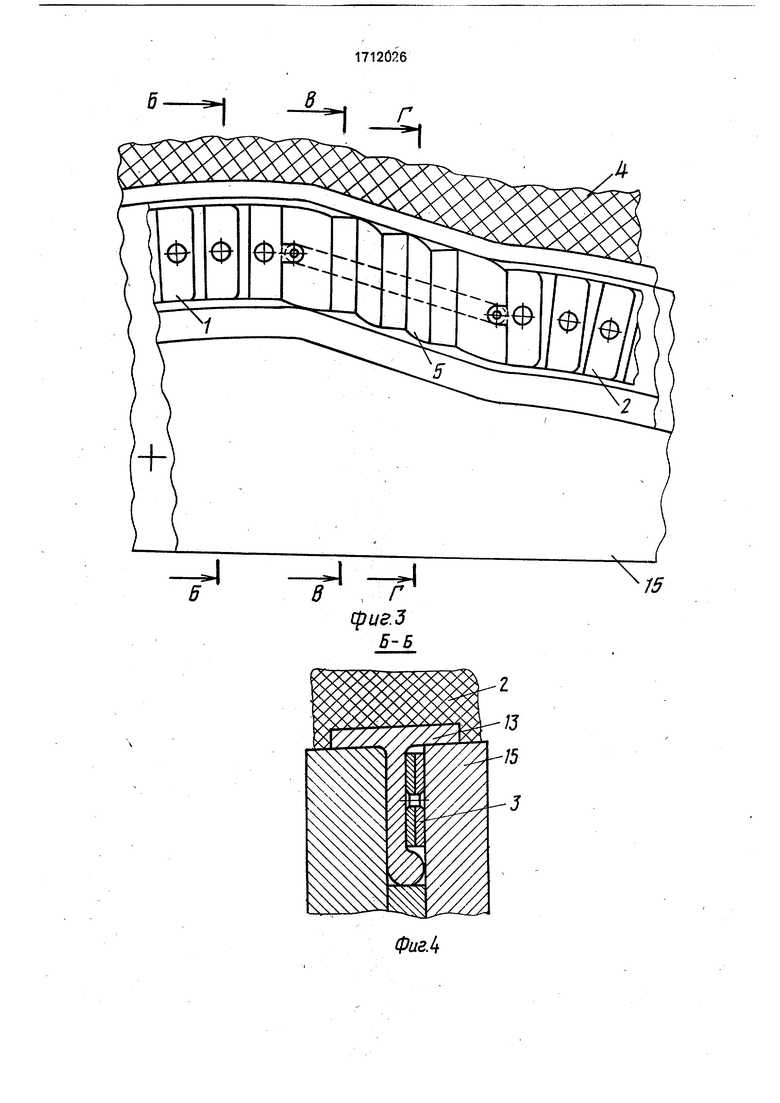
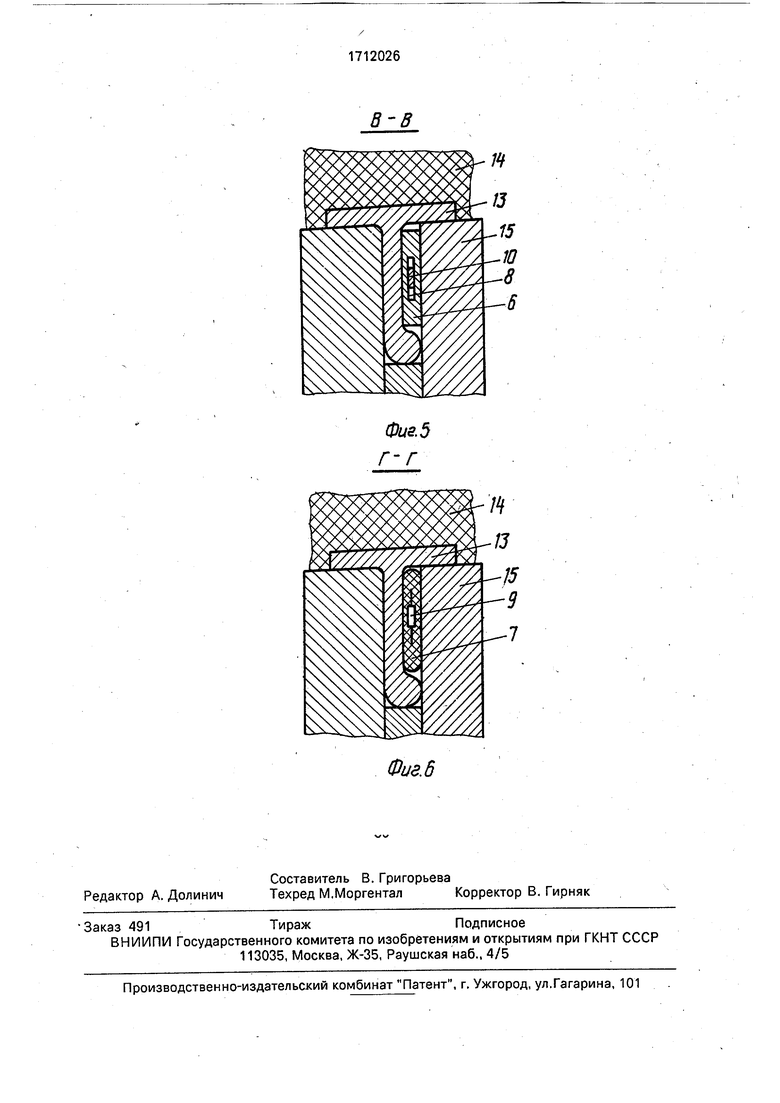
На фиг. 1 показан вкладыш, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 вкладыш в момент штамповки; на фиг. 4,разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 3.
Вкладыш состоит из двух комплектов 1 и 2, шарнирно соединенных жестких звеньев 3 и 4, и размещенной между ними упругой секции 5, состоящей из жестких призматических элементов 6 с размерами сечения рабочей части, соответствующими размерам сечения рабочей части жестких звеньев 3 и 4, расположенных между ними эластичных элементов 7, а также установленных в щелевых пазах 8 и 9 элементов 6 и 7 соответственно, тяги 10, соединенной осями 11 и 12 с крайними звеньями 4 комплектов 1 и 2.
Вкладыш используется при гибке (подсечке) даталей из прессованных профилей подкрепленных сечений (профильной заготовки 13) в штампе с эластичной средой 14 по формирующей оправке 15.
Устройство работает следующим образом.
По размерам сечения профильной заготовки 13, размерам и месту расположения подсечки подбирают длину комплектов 1 и 2 и секции 5. Комплекты 1 и 2 соединяют тягой 10, пропуская ее через пазы 8 и 9, имеющиеся в злементах 6, 7, и закрепляя осями 11 и 12. Затем вкладыши устанавливают на стенку профильной заготовки 13, например, с помощью клея или липкой ленты (не показано). Профильную заготовку 13 с установленными на ней вкладышами помещают в ручей формующей оправки 15 и при рабочем ходе пресса давлением эластичной среды 14 производят одновременную гибку, малковку и подсечку профильной заготовки 13. Вкладыш, находящийся при штамповке между стенками формующей оправки 15 и профильной заготовки 13, предотвращает потерю устойчивости последней и образование на ней гофров.
Использование вкладышей для штамповки деталей из прессованных профилей подкрепленных сечений обеспечивает снижение трудоемкости изготовления деталей и повышение производительности труда за
)
)0 AAl i J4Jt{ KAgA A 4XjfyvVf I
счет сокращения объема, а в ряде случаев и полной ликвидации ручных доводочных работ, улучшение качества деталей за счет повышения точности.
Формула изобретения Вкладыш для изготовления деталей из прессованных профилей подкрепленных сечений в контейнерах с эластичной средой, включающий два комплекта шарнирно соединенных жестких звеньев и размещенную между ними упругую секцию, отличающийся тем, что, с целью улучшения качества деталей за счет повышения точности, упругая секция выполнена из жестких призматических элементов с размерами сечения, соответствующими размерам сечения рабочей части жестких звеньев, и с щелевым пазом в каждом и расположенных между ними эластичных элементов с соответствующим пазом, а также установленной в щелевых пазах жестких и эластичных элементов тяги, шарнирно соединенной с крайними жесткими звеньями комплектации соприкасающимися с упругой секцией.
cpue.i
А-А
фиг г
фигЛ
Фиг. 5 Г- Г
Фиг. 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки деталей из профильных заготовок полузакрытых сечений | 1985 |
|
SU1319973A1 |
| Способ формообразования деталей из прессованных профилей | 1979 |
|
SU880557A1 |
| Устройство штамповки деталей из прессованных профилей | 1990 |
|
SU1779432A1 |
| Устройство для штамповки деталей из профильных заготовок | 1986 |
|
SU1333451A1 |
| Устройство для штамповки деталей из профилей | 1987 |
|
SU1510969A1 |
| Устройство для штамповки длинномерных деталей эластичной средой | 1990 |
|
SU1798027A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2170634C1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| Способ получения деталей из прессованных профилей | 1989 |
|
SU1685572A1 |
| Устройство для штамповки деталей из профилей | 1974 |
|
SU575160A1 |
Изобретение относится к обработке металлов давлением и может быть использовано во всех отраслях народного'хозяйства для изготовления деталей из прессованных профилей подкрепленных сечений. Цельизобретения - улучшение деталей за счет повышения прочности. Вкладыш состоит из двух комплектов жестких звеньев, соединенных шарнирно, и упругой секции, выполненной из чередующихся эластичных и жестких элементов. Через сквозные пазы элементов проходит тяга, соединенная сже- сткими звеньями осями вращения, Профильную заготовку с заранее установленным на ее стенке вкладышем помещают в ручей формующей оправки ' и при рабочем ходе пресса давлением эластичной среды производят одновременную гибку, малковку и подсечку профильной заготовки. Использование вкладыша из прессованных профилей подкрепленных сечений обеспечивает снижение трудоемкости изготовления деталей, и повышение производительности труда за счет сокращения объема. Кроме того возможна полная ликвидация ручных доводочных работ.6 ил.СОс
| Шалавин В | |||
| И | |||
| Штамповка эластичной средой деталей из прессованных профилей с бульбой, КШП, 1986, Ns 12, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
