Изобретение относится к оборудованию для переработки полимерных материалов, в частности к роторным литьевым машинам для термопластов с механическим приводом для смыкания, размыкания и запирания пресс-форм.
Известна роторная литьевая машина, содержащая стационарный пластикатор и технологический ротор с пресс-формами для выполнения инжекции, охлаждения и разъема пресс-форм.
Недостатком известного изобретения является относительно высокая энергоемкость и ее сложность из-за применения гидропривода для смыкания-размыкания и запирания пресс-форм (который, как известно, имеет относительно низкий энергетический КПД из-за больших потерь на сопротивление и включает сложный комплекс оборудования: насосную станцию с насосами низкого и высокого давления, гидрораспределитель, гидроцилиндры и пр.).
Наиболее близким к предлагаемому является роторная литьевая машина для термопластов, содержащая стационарный
пластикатор, технологический ротор с механизмами инжекции, пресс-формы с матрицами, установленными в диске ротора, и пуансоны, связанные с приводными ползунами для смыкания и размыкания пресс-форм, кольцевой копир с зоной запирания, амортизатор.
Однако известная машина ограничена возможностью получения больших технологических усилий при запирании и выдержке под рабочим усилием пресс-форм, поскольку между силовым роликом ползунов и копиром возникают большие контактные напряжения, допускающие технологические усилия на ползуне не более 800-1000 кг.
Цель изобретения - расширение технологических возможностей машины путем увеличения усилий запирания и выдержки пресс-форм.
Поставленная цель достигается тем, что известная роторная литьевая машина для термопластов, содержащая стационарный пластикатор, технологический ротор с механизмами инжекции, пресс-формы с матрицами, установленными в диске ротора, и
сл
С
vj ю ю оо сл
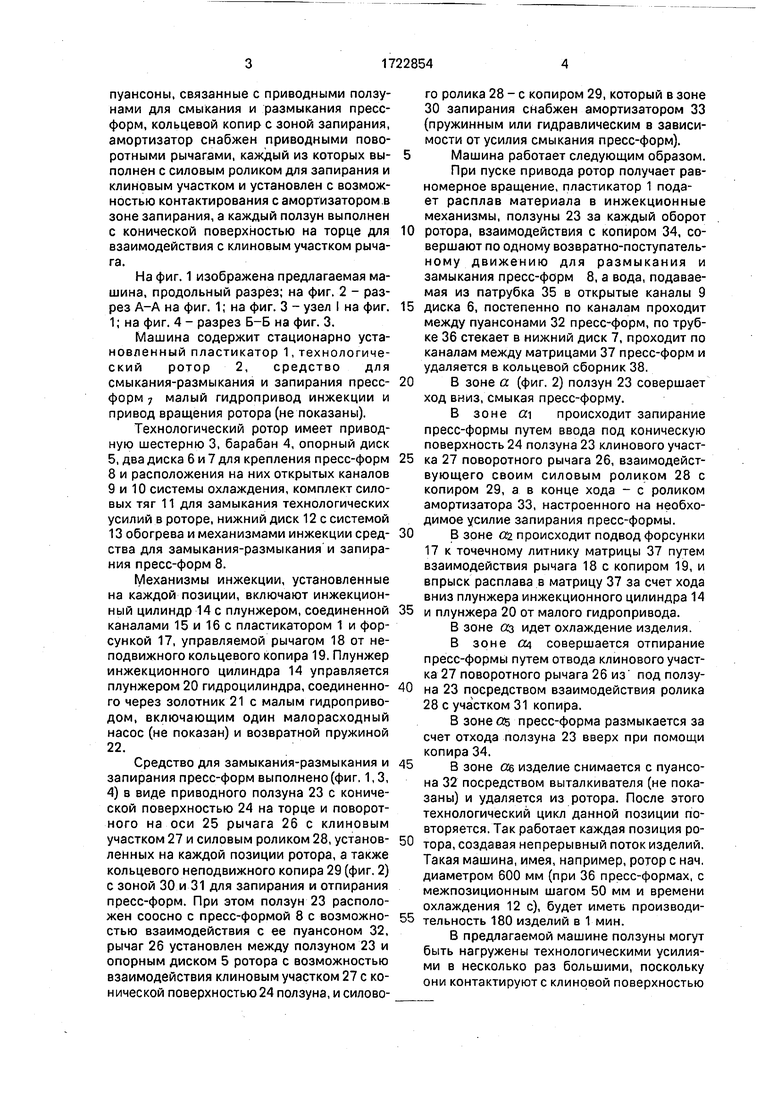
пуансоны, связанные с приводными ползунами для смыкания и размыкания пресс- форм, кольцевой копир с зоной запирания, амортизатор снабжен приводными поворотными рычагами, каждый из которых выполнен с силовым роликом для запирания и клиновым участком и установлен с возможностью контактирования с амортизатором в зоне запирания, а каждый ползун выполнен с конической поверхностью на торце для взаимодействия с клиновым участком рычага.
На фиг. 1 изображена предлагаемая машина, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3.
Машина содержит стационарно установленный пластикатор 1, технологический ротор 2, средство для смыкания-размыкания и запирания пресс- форм ; малый гидропривод инжекции и привод вращения ротора (не показаны).
Технологический ротор имеет приводную шестерню 3, барабан 4, опорный диск 5, два диска 6 и 7 для крепления пресс-форм
8и расположения на них открытых каналов
9и 10 системы охлаждения, комплект силовых тяг 11 для замыкания технологических усилий в роторе, нижний диск 12с системой 13 обогрева и механизмами инжекции средства для замыкания-размыкания и запирания пресс-форм 8.
Механизмы инжекции, установленные на каждой позиции, включают инжекцион- ный цилиндр 14с плунжером, соединенной каналами 15 и 16с пластикатором 1 и форсункой 17, управляемой рычагом 18 от неподвижного кольцевого копира 19. Плунжер инжекционного цилиндра 14 управляется плунжером 20 гидроцилиндра, соединенного через золотник 21 с малым гидроприводом, включающим один малорасходный насос (не показан) и возвратной пружиной 22.
Средство для замыкания-размыкания и запирания пресс-форм выполнено (фиг. 1,3, 4) в виде приводного ползуна 23 с конической поверхностью 24 на торце и поворотного на оси 25 рычага 26 с клиновым участком 27 и силовым роликом 28, установленных на каждой позиции ротора, а также кольцевого неподвижного копира 29 (фиг. 2) с зоной 30 и 31 для запирания и отпирания пресс-форм. При этом ползун 23 расположен соосно с пресс-формой 8 с возможностью взаимодействия с ее пуансоном 32, рычаг 26 установлен между ползуном 23 и опорным диском 5 ротора с возможностью взаимодействия клиновым участком 27 с конической поверхностью 24 ползуна, и силового ролика 28 - с копиром 29, который в зоне 30 запирания снабжен амортизатором 33 (пружинным или гидравлическим в зависимости от усилия смыкания пресс-форм). Машина работает следующим образом.
При пуске привода ротор получает равномерное вращение, пластикатор 1 подает расплав материала в инжекционные механизмы, ползуны 23 за каждый оборот
ротора, взаимодействия с копиром 34, совершают по одному возвратно-поступательному движению для размыкания и замыкания пресс-форм 8, а вода, подаваемая из патрубка 35 в открытые каналы 9
диска 6, постепенно по каналам проходит между пуансонами 32 пресс-форм, по трубке 36 стекает в нижний диск 7, проходит по каналам между матрицами 37 пресс-форм и удаляется в кольцевой сборник 38.
В зоне а (фиг. 2) ползун 23 совершает ход вниз, смыкая пресс-форму.
В зоне а происходит запирание пресс-формы путем ввода под коническую поверхность 24 ползуна 23 клинового участка 27 поворотного рычага 26, взаимодействующего своим силовым роликом 28 с копиром 29, а в конце хода - с роликом амортизатора 33, настроенного на необходимое усилие запирания пресс-формы.
В зоне «2 происходит подвод форсунки 17 к точечному литнику матрицы 37 путем взаимодействия рычага 18 с копиром 19, и впрыск расплава в матрицу 37 за счет хода вниз плунжера инжекционного цилиндра 14
и плунжера 20 от малого гидропривода. В зоне «з идет охлаждение изделия. В зоне ОА совершается отпирание пресс-формы путем отвода клинового участка 27 поворотного рычага 26 из под ползуна 23 посредством взаимодействия ролика 28 с участком 31 копира.
В зоне Об пресс-форма размыкается за счет отхода ползуна 23 вверх при помощи копира 34.
в зоне а& изделие снимается с пуансона 32 посредством выталкивателя (не показаны) и удаляется из ротора. После этого технологический цикл данной позиции повторяется. Так работает каждая позиция ротора, создавая непрерывный поток изделий. Такая машина, имея, например, ротор с нач. диаметром 600 мм (при 36 пресс-формах, с межпозиционным шагом 50 мм и времени охлаждения 12 с), будет иметь производительность 180 изделий в 1 мин.
В предлагаемой машине ползуны могут быть нагружены технологическими усилиями в несколько раз большими, поскольку они контактируют с клиновой поверхностью
поворотных рычагов, а их силовые ролики взаимодействуют с амортизатором, настроенным на гораздо меньшее усилие.
Формула изобретения Роторная литьевая машина для термопластов, содержащая стационарный пластификатор, технологический ротор с механизмами инжекции, пресс-формы с матрицами, установленными в диске ротора, и пуансоны, связанные с приводными ползунами для смыкания и размыкания пресс-форм, кольцевой копир с зоной запи0
рания, амортизатор, отличающаяся тем, что, с целью расширения технологических возможностей машины путем увеличения усилий запирания и выдержки пресс-форм , она снабжена приводными поворотными рычагами, каждый из которых выполнен с силовым роликом для запирания и клиновым участком и установлен с возможностью контактирования с амортизатором в зоне запирания, а каждый ползун выполнен с конической поверхностью на торце для взаимодействия с клиновым участком рычага.

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Роторная литьевая машина | 1990 |
|
SU1717389A1 |
| Роторно-конвейерная литьевая машина | 1989 |
|
SU1666324A1 |
| Устройство для герметизации секций конденсаторов | 1980 |
|
SU868851A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| ЛИТЬЕВОЙ ИНЖЕКЦИОННЫЙ РОТОР | 1992 |
|
RU2097188C1 |
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИТЬЕВАЯ МАШИНА | 1980 |
|
RU858266C |
| Роторно-конвейерная линия для изготовления деталей с резьбой | 1989 |
|
SU1696311A1 |


Назначение: переработка полимерных материалов на роторных литьевых машинах с расширением технологических возможностей. Сущность изобретения: роторная машина снабжена приводными поворотными рычагами, каждый из которых выполнен с силовым роликом для запирания и клиновым участком и установлен с возможностью контактирования с амортизатором в зоне запирания, а каждый ползун выполнен с конической поверхностью на торце для взаимодействия с клиновым участком рычага. 4 ил.
Фиъ1
®иг2
| Завгородний В.К.Механизация и автоматизация переработки пластических масс | |||
| М.: Машиностроение, 1970, с | |||
| Ведущий наконечник для обсадной трубы, употребляемой при изготовлении бетонных свай в грунте | 1916 |
|
SU258A1 |
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Там же, 1964,с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
