(54) ЛИТЬЕВАЯ МАШИНА ДЛЯ ПЛАСТМАСС
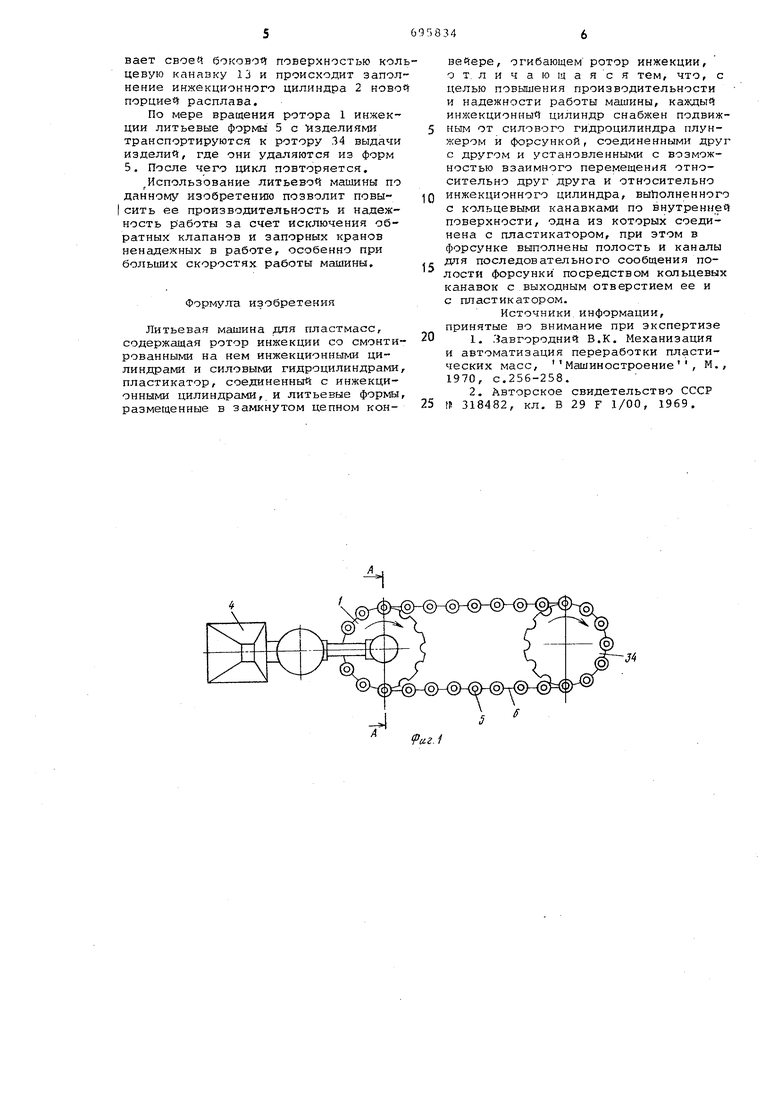
Листьевая машина для пластмасс содержит ротор инжекции 1 со смонтированными в нем инжекционными цилиндрами 2 и силовыми гидроцилиндрами 3, пластикатор 4, соединенный с инжекционными цилиндрами 2, и литьевые формы 5, размещенные в шарнирах замкнутого цепного конвейера б, огибсиощего ротор 1 инжекции.
Ротор 1 инжекции содержит барс1бан 7 с нагревательными элементами 8, По периферии барабана 7 расположены сквозные отверстия, в которых жестко смонтированы,инжекционные цилиндры 2. Каждый инжекционный цилинд 2 снабжен подвижным от силового гидроцилиндра 3 плунжером 9 и форсункой 10, соединенными друг с другом и установленными с возможностью взаимног перемещения относительно друг друга и относительно инжекционного цилиндра 2. Для этого в нижней части форсунки 10 выполнена полость 11, а плунжер 9 снабжен головкой 12, которая помещена в эту полость с возможностью свободного перемещения в ней.
Инжекционный цилиндр 2 -выполнен с кольцевыми канавками 13 и 14 по внутренней его поверхности. Канавка 13 соединена с пластикатором 2, а в форсунке 10 выполнены каналы 15 и 16 для последовательного сообщения полости 11 форсунки10 посредством кольцевых канавок 13 и 14 с выходным отверстием ее и с пластикатором 2.
Барабан 7 соединен с полым валом 17, который в верхней своей части имеет коллекторное устройство 18, Посредством которого полость вала 17 соединена с пластикатором 4, а посредством каналов в барабане 7 полость вала соединена с канавками 13 инжекционных цилиндров 2,
Барабан 7 соединен с помощью стакана 19 с цилиндрическим корпусом
20,по периферии которого располокены силовые гидравлические цилиндры 3, каждый из которых соединен с со ответствующим плунжером 9 инжекционного цилиндра 2. Корпус 20 жестко, соединен с внешним зубчатым колесом
21,посредством которого ротор 1 инжекции во время работы машины получает непрерывное вращение от ее привода (на чертежах не показано).
Корпус 20 посажен с возможностью вращения на подшипниковую опору 22, а своим концом контактирует с распределительным диском 23, который обеспечивает подачу жидкости к.гидроцилиндрам 3 в зависимости от циклограммы работы машины.
Барабан 7 в верхней своей части снабжен звездочкой 24 и посредством тяг 25 жестко соединен с опорным диском 26, в нижней части которого также выполнена звездочка 27.
.1амкнутый цепной конвейер б выполнен в виде двух цепей 28 и 29, в шарнирах 30 и 31 гсоторых расположены литьевые формы 5, причем в шарнире 30 цепи 28 свободно помещен пуансон 32, а в шарнире 31 цепи 29 матрица 33. Цепи 28 и 29 сцеплены со звездочками 24 и 27 ротора 1 инжекции.
Д7:я выдачи готовых изделий пред0 -Назначен ротор 34,
Работает литьевая машина для пластмасс следующим образом.
При включении машины в работу по средством кинематической системы приходят в непрерывное синхронное вращение ротор 1 инжекции и конвейер 6. Пластикатор 4 непрерывно подает расплав к инжекционным цилиндрам 2, и те из них, у которых кольцевая канавка 13 не перекрыта плунжером 9 заполняется расплавом (фиг.З).
При вращении ротора 1 инжекции в зоне, обогнутой конвейером 6, силовые гидравлические цилиндры 3 перемещаются вверх. От воздействия цилиндра 3 соответствующий плунжер 9 движется вверх и отсекает своей боковой поверхностью канавку 13, сжимая при этом расплав, находящийся
0 мелсду плунжером 9, форсункой 10 и в полости форсунки 10. При дальнейшем движении плунжера 9 сжимаемый расплав воздействует на форсунку 10, в результате чего она движется вверх,
5 ее головка взаимодействует с матрицей 33, которую она приподнимает в шарнире 31 цепи 29, таким образом, что пуансоны 32 упираются в опорный диск 26. В этом положении, соответд ствующем заливу расплава в литьевую форму 5, каналы .форсунки 15 и 16 взаимодействуют с кольцевой канавкой 14 инжекционного цилиндра, в результате чего сжатый расплав соединяется с выходным отверстием форсунки 10 и;
заполняет литьевую форму 5. При этом плунжер 9 совершает дальнейшее движение вверх, вытесняя окончательно расплав в литьевую cbopfviy 5.
При дальнейшем вращении ротора 1
инжекции, гидравлические цилиндры 3 двигаются вниз г опуская плунжеры 9. При этом каждый плунжер 9 своей головкой 12 воздействует на форсунку 10, которая также опускается. Вследствие
5 большой силы трения между головкой форсунки 10 и матрицей 33,-последняя также опускается вниз, в результате чего форма 5 занимает свое исходное положение в конвейере 6. В мо-.лент
0 отрыва от матрицы 33 форсунка 10 перекрывает своей боковой поверхностью кольцевую канавку 14 и разобщает выходное отверстие от полости 11 с расплавом. При опускании плунжера 9
5 вниз до исходного состояния он открывает своей боковой поверхностью кольцевую канавку 13 и происходит заполнение инжекционного цилиндра 2 новой порцией расплава.
По мере вращения ротора 1 инжекции литьевые формы 5 с Изделиями транспортируются к ротору 34 выдачи изделий, где они удаляются из форм 5. После чего цикл повторяется,
,Использование литьевой машины по данному изобретению позволит повыIсить ее производительность и надежность работы за счет исключения обратных клапанов и запорных кранов ненадежных в работе, особенно при больших скоростях работы машины.
Формула изобретения
Литьевая машина для пластмасс, содержащая ротор инжекции со смонтированными на нем инжекционными цилиндрами и силовыми гидроцилиндрами, пластикатор, соединенный с инжекционными цилиндрами, и литьевые формы, размещенные в замкнутом цепном конвейере, огибающем ротор инжекции, от. личающаяся тем, что, с целью повышения производительности и надежности работы машины, каждый инжекционный цилиндр снабжен подвижным от силового гидроцилиндра плунжером и форсункой, соединенными друг с другом и ycтaнoвлeнны iи с возможностью взаимного перемещения относительно друг друга и относительно инжекционного цилиндра, выполненного
0 с кольцевыми канавка ьт по внутренней поверхности, одна из которых соединена с пластикатором, при этом в форсунке вьшолнены полость и каналы для последовательного сообщения по5лости форсунки посредством кольцевых канавок с выходным отверстием ее и с пластикатором.
Источники, информации, принятые во внимание при экспертизе
0
1.. авгородний В.К, Механизация и автоматизация переработки пластических масс, Машиностроение , М., 1970, с.256-258.
2.Авторское свидетельство СССР
5 П 318482, кл, В 29 F 1/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина для пластмасс | 1990 |
|
SU1713822A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Устройство для герметизации секций конденсаторов | 1980 |
|
SU868851A1 |
| Литьевая машина для пластмасс | 1988 |
|
SU1563994A1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Роторная литьевая машина | 1990 |
|
SU1717389A1 |
| Роторно-конвейерная литьевая машина | 1989 |
|
SU1666324A1 |
| Ротор инжекции роторной линии для литья изделий из термопластов | 1986 |
|
SU1353625A1 |

Риг.1
