ла, средства отсутствия материала в механизме зажима и средства автоматического останова каретки при отклонениях от нормы, в результате чего снижается надежность работы, качество настила и прО1 зводительность.
Известно устройство для образования многослойного настила, содержащее настилочный стол, каретку, механизм размотки рулонов, механизм зажима, прижима и обрезки материала, узел управления, включа йэщий в себя исполнительные элементы команд Вперед, Назад, Вправо, Влево, приводы каретки, механизма зажима материала и механизма обрезки, датчики ограничения хода каретки, датчики ограничения хода механизма обрезки, датчик зажима материала, датчик отсутствия материала в механизме зажима, переключатель режимов работы и элементы управления командами Вперед, Назад, Вправо, Влево 2.
Недостатком известного устройства является то, что каретка должна иметь сравнительно большое количество датчиков ограничения ее хода, а именно датчик ограничения хода Вперед, датчик ограничения дополнительного хода Вперед и датчик ограничения хода Назад, а это в свою очередь приводит к увеличению количества дорогостоящего медного монтажного провода, в результате чего значительно увеличиваются общие капитальные затраты. Кроме того, датчики ограничения хода каретки Вперед, Назад и дополнительного хода Вперед закреплены непосредственно на настилочном столе, что Г1ри наличии кабельных связей создает затруднения и неудобства при переналадке оборудования на различную длину настила, при этом каждый раз необходимо изменять место расположения датчиков ограничения хода каретки Вперед и датчика ограничения дополнительного хода Вперед каретки, в результате чего происходят большие производственные потери времени и значительно снижается производительность.
Целью изобретения является повышение быстродействия устройства и улучшение условий обслуживания.
В узел управления устройством вводят элемент контроля исхо/1ного положения каретки, первый вход которого соединен с выходом первого датчика ограничения хода каретки, второй вход - с выходом второго ограничения хода каретки и шестым входом переключателя режимов работы, а выход с четвертым входом исполнительного элемента команды Назад, восьмым входом исполнительного элемента команды Вперед и седьмым входом переключателя режимов работы, восьмой вход которого соединен с выходом первого датчика ограничения хода механизма обрезки, шестой выход с пятым выходом исполнительного элемента команды Назад и четвертым входом исполнительного элемента команды Влево, седьмой выход - с девятым входом исполнительного элемента команды Впе0 ред и пятым входом исполнительного элемента команды Вправо, а восьмой выход - с пятым входом исполнительного элемента команды Влево, шестой вход которого соединен с шестым входом исполнительных
5 эле.ментов команд Назад, Влево и выходом датчика зажима материала, при этом датчики ограничения каретки расположены непосредственно на каретке, на расстоянии, равном.ее дополнительному ходу,
0 воздействующие на эти датчики начальный и промежуточный, элементы размещены на настилочном столе в зоне заправки, а конечный воздействующий элемент и указатель длины настила размещены совместно с фиксатором на платформе, установленной с возможностью перемещения вдоль настила, причем промежуточный и конечный воздействующие элементы выполнены одинаковой длины, соответствующей длине
0 инерционного выбега каретки, а длина начального воздействующего элемента превышает длину промежуточного или конечного воздействующего элементов. Предлагаемое конструктивное расположение датчиков ограничения хода каретки и воздействующих на них элементов, а также выполнение функциональной схемы узла управления позволяет сократить количество позиционных датчиков, значительно
0 уменьшить расход медного монтажного провода, создать удобства в обслуживании, сократить потери времени при переналадке на другую длину настила и повысить производительность.
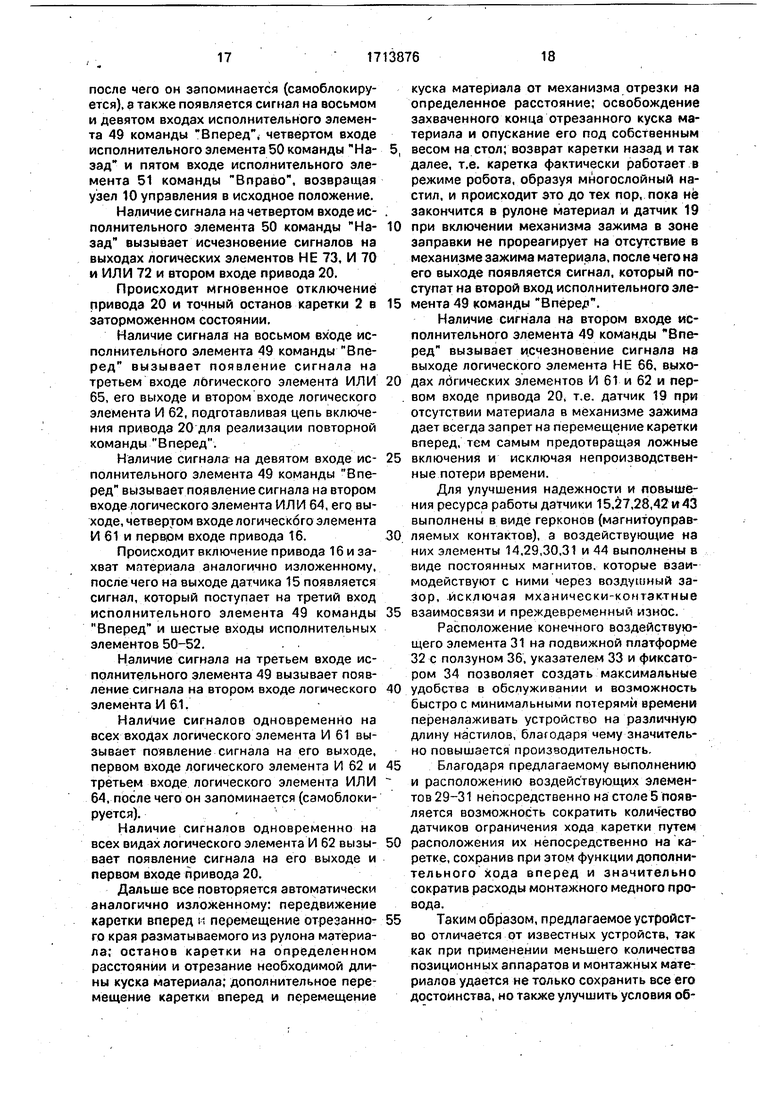
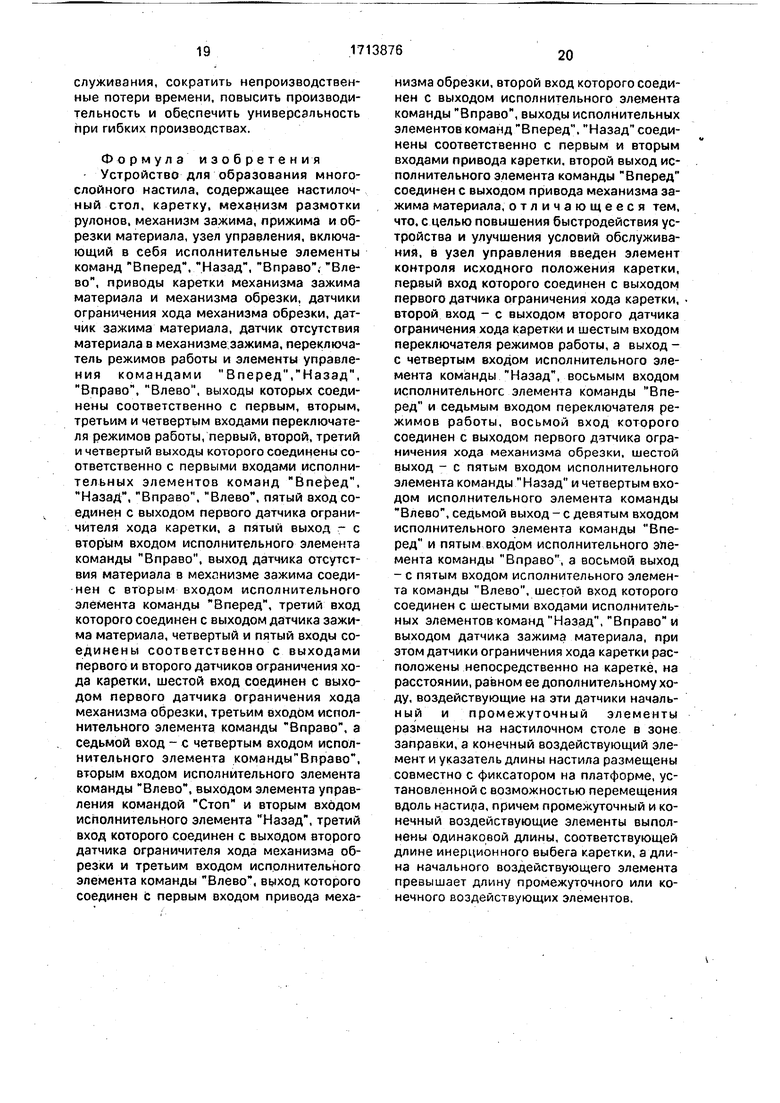
5 На фиг. 1 изображено предлагаемое устройство: на фиг.2 - расположение на настилочномстоле воздействующих на датчики элементов относительно зоны укладки полотен материалов (многослойного
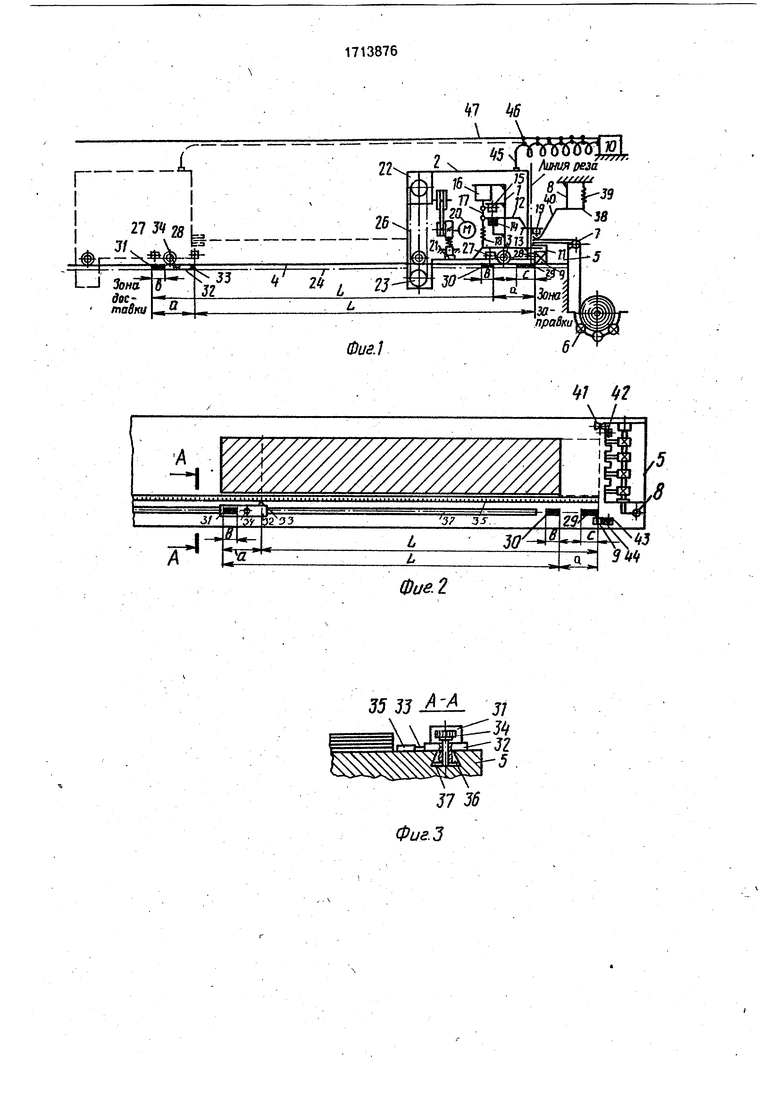
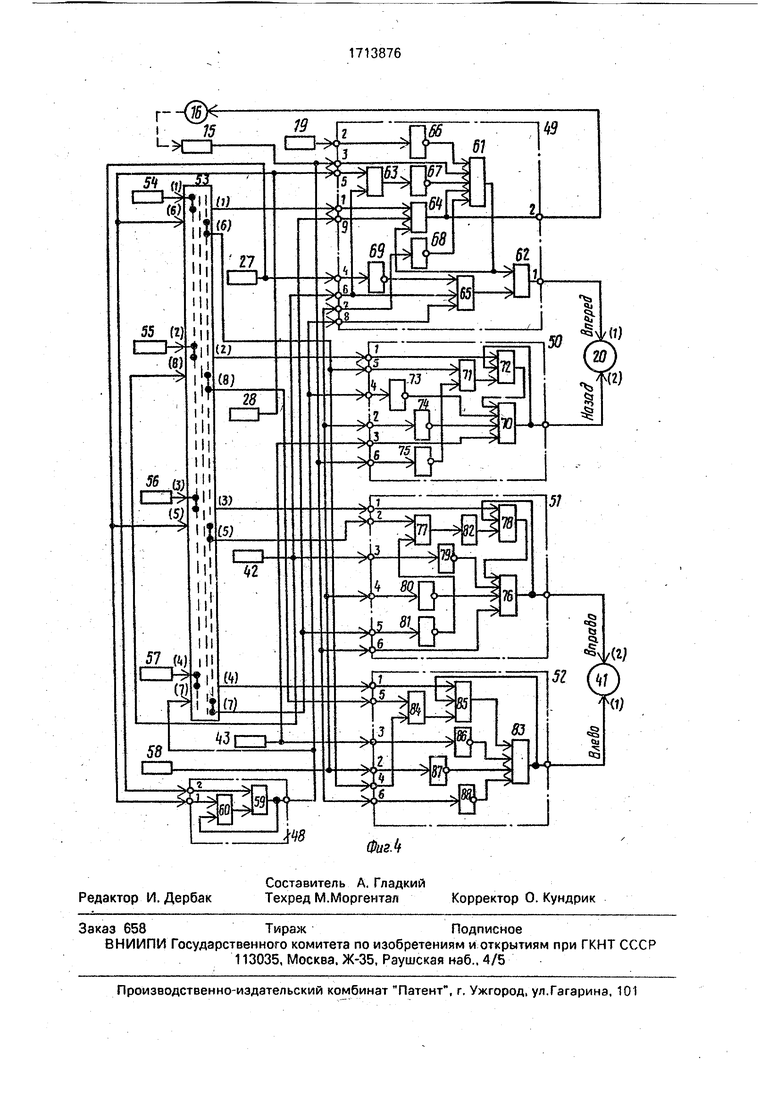
0 настила); на фиг.З - разрез А-А на фиг.2 (конструктивное расположение конечного воздействующего элемента на подвижной платформе); нафиг.4 -функциональная схема узла управления устройством образова5 ния многослойного настила.
Предлагаемоеустрбйство для образования многослойного настила содержит механизм 1 зажима материала, расположенный на каретке 2, установленной на колесах 3 на направляющих 4 настилочного стола 5, механизм 6 размотки рулонов материала, направляющее приспособление 7, механизм 8 прижима материала к столу, механизм 9 обрезки материала и узел 10 управления устройством,)
Механизм 1 зажима материала содержит неподвижную планку 11 и шарнирно закрепленный на ней двуплечий рычаг 12, одно плечо которого жестко соединено с верхней зажимной планкой 13, а второе плечо посредством воздействующего элемента 14 взаимодействует с датчиком 15 зажима мате}3иала и кинематически связано с электромагнитным приводом рабочего хода, состоящим из электромагнита 16 с якорем 17 и возвратной пружиной 18 На верхнем зажимной планке 13 закреплен датчик 19 отсутствия материала в механизме зажима.
На каретке 2 расположен ее привод, сос гоящий из электродвигателя 20, электротормоза 21, редуктора 22 и приводной звездочки 23, взаимодействующей с неподвижной жестко закрепленной вдоль направляющей 4 настилочного стола 5 цепью 24.
Электродвигатель 20, редучтор 22 и приводная звездочка 23 кинематически связаны между собой с помощью, например, клиноременных передач 25 и 26.
Кроме того, на каретке 2 жестко закреплены первый 27 и второй 28 датчики ограничения хода каретки и расположены.они друг от друга на расстоянии а, равном необходимому дополнительному ходу каретки по команде Вперед.
Для улучшения надежности и повышения ресурса работы датчики 27, 28, 42 и 43 выполнены в виде герконов, а воздействующие элементы 14,29,30,31 и 44 - в виде постоянных магнитов, взаимодействующие с соответствующими датчиками не через механический контакт, а через воздушный зазор.
Все стационарно установленное на корпусе стола 5 электрооборудование связано с узлом 10 управления через жесткий кабель (не показан), а установленное на каретке 2 - через гибкий кабель 45, закрепленный с помощью подвесок 46 на троссе 47 с возможностью петлеобразования и продольного его перемещения,
, Узел 10управлениявклкзчаетвсебяэлемент 48 контроля исходного положения каретки, исполнительные элементы 49 и 50 команд Вперед, Назад привода каретки, исполнительные элементы 51 и 52 команд Вперед, Влево привода механизма обрезки, переключатель 53 режимов работы с фиксированными положениями; 1 -- Наладка ; О - Выключено ; „2 - Автомат, элементы 54-58 управления соответственно командами Вперед, Назад, Вправо, Влево, Стоп, а также 5 включает в себя все согласно функциональной схеме (фиг,4) взаимосвязи с датчиками и приводами исполнительных механизмов. Функциональная схема {фиг.4) узла управления устройства выполнена следую0 щим образом.
В переключателе 53 режимов работы первый, второй, третий и четвертый входы соединены соответственно с выходами элементов 54-57 управления командами Впе5 ред, Назад, Вправо, Влево ; первый, второй, третий, четвертый выходы - соответственно с первыми входами исполнительных элементов 49-52 команд Вперед, Назад, Влево, Вправо ; пятый вход - с
0 выходом первого датчика 27 ограничения хода каретки, а пятый выход - с вторым входом исполнительного элемента 51 команды Вправо ; выход датчика 19 отсутствия материалов в механизме зажима
5 соединен с вторым входом исполнительного элемента 49 команды Вперед, третий вход которого соединен с выходом датчика 15 зажима материала, четвертый и пятый входы соединены соответственно с выходами
0 первого 27 и второго 28 датчиками ограничения хода каретки, шестой вход соединен с выходом первого датчика 42 ограничения хода механизма обрезки Вправо, третьим входом исполнительного элемента 51 команды Вправо, а седьмой вход - с четвертым входом исполнительного элемента 51 команды Вправо, вторым входом исполнительного элемента 52 команды Влево, выходом элемента 58 управления командой
0 Стоп и вторым входом исполнительного элемента 50 команды Назад, третий вход которого соединен с выходом второго датчика 43 ограничения хода механизма обрезки Влево и третьим входом
5 исполнительного элемента 52 команды Влево, выход которого соединен с первым входом привода 41 механизма обрезки, второй вход которого соединен с выходом исполнительного элемента 51 команды
0 Вправо, выходы исполнительных элементов 49 и 50 команд Вперед и Назад соединены собтветственно с первым и вторым входами привода 20 каретки, второй выход исполнительного элемента 49 соединен с
5 входом привода 16 механизма зажима материала.
В управления первый вход соединен с выходом первого датчика 27 ограничения хода каретки, второй вход - с выходом второго датчика 28 ограничения хода каретки и шестым входом переключателя 53 режимов работы, а выход - с четвертым входом исполнительного элемента 50 команды Назад, восьмым входом исполнительного элемента команды Вперед и седьмым входом переключателя 53 режимов работы, восьмой вход которого соединен с выходом первого датчика 42 ограничения хода механизма обрезки, шестой выход - с пятым входом исполнительного элемента 50 команды Назад и четвертым входим исполнительного элемента 52 команды Влево, седьмой выход - с девятым входом исполнительного элемента 49 команды Вперед и пятым входом исполнительного элемента 51 команды Вправо, а восьмой выход - с пятым входом испо71нительного элемента 52 команды Влево, шестой вход которого соединен с шестыми входами исполнительных элементов 50 и 51 команд Назад, Вправо и выходом датчика 15 зажима материала.
Элемент 48 контроля исходного положения каретки включает в себя логический элемент И 59 и логический элемент ИЛИ 60, причем в элементе контроля первый вход соединен с первым входом логического элемента ИЛИ 60, второй вход - с первым входом логического элемента И 59, а выход - с выходом логического элемента И 59 и вторым входом логического элемента ИЛИ 60, выход которого соединен с вторым входом логического элемента И 59.
Исполнительный элемент 49 команды Вперед включает в себя элементы И :6163, логические элементы ИЛИ 64 и 65 и логические элементы НЕ 66-69, причем в исполнительном элементе первый вход соединен с первым входом логического элемента ИЛИ 64, второй вход - через логический элемент НЕ 66 с первым входом логического элемента И 61, третий вход - с вторым входом логического элемента И 61, четвертый вход - через логический элемент НЕ 69 с первым входом логического элемента ИЛИ 65, пятый вход - с первым входом логического элемента И 63, шестой вход-с вторыми входами логического элемента И 63 и логического элемента ИЛИ 65, седьмой вход - с входом логического элемента НЕ 68, восьмой вход - с третьим входом логического элемента ИЛИ 65, девятый вход - с вторым входом логического элемента ИЛИ 64, а первый выход - с выходом логического элемента И 62, первый вход которого соединен с выходом логического элемента ИЛИ 65, а второй - t третьим входом элемента ИЛИ 64 и выходом логического элемента И 61, третий вход которого соединен через логический элемент НЕ 67 с выходом логического элемента И 63, четвертый вход - с выходом логического элемента ИЛИ 64 и вторым выходом элемента контроля, а пятый вход - с выходом логического элемента
НЕ 68.
Исполнительный элемент 50 команды Назад включает в себя логические лементы И 70 и 71, логический элемент ИЛИ 72 и логические элементы НЕ 73-75, причем в
0 логическом элементе ИЛИ 72 первый вход соединен с первым входом исполнительного элемента, второй вход - с выходом логического элемента И 70 и выходом исполнительного элемента, третий вход - с
5 выходом логического элемента И 71,8 выход - с первым входом логического элемента И 70. второй вход которого соединен через элемент НЕ 73 с четвертым входом исполнительного элемента, третий вход - через логический элемент НЕ 74 с вторым входом исполнительного элемента, а четвертый вход - с третьим входом исполнительного элемента, пятый вход которого соединен с первым входом логического элемента И 71,
5 а шестой вход - через логический элемент НЕ 75 с вторым входом логического элемента И 71.
Исполнительный элемент 51 команды Вправо включает в себя логические элементы И 76 и 77, логический элемент ИЛИ 78, логические элементы Н 79-81 и логический элемент 82 временной задержки причем в логическом элементе ИЛИ 78 первый вход соединен с первым Ьходом исполнительного элемента, второй вход-с выходом логического элемента И 76 и выходом исполнительного элемента, третий вход - через элемент 82 временной задержки с выходом логического элемента И 77. а выход - с первым входом логического элемента И 76, второй и третий входы которого соединены соответственно череэ, логические элементы НЕ 79 и 80 с третьим и четвертым входами исполнительного элемента, а четвертый
5 вход - с шестым входом исполнительного элемента, второй вход которого соединен с. первым входом логического элемента И 77, а пятый вход через логический элемент НЕ 81 со вторым входом логического элемента
0 И 77.
Исполнительный элемент 52 команды Влево включает в себя логические элементы И 83 и 84. логический элемент ИЛИ 85 и логические элементы НЕ 86-88, причем 6
5 логическом элементе ИЛИ 85 первый вход соединен с первым входом исполнительного элемента, второй вход - с выходом логического, элемента И 83 и выходом исполнительного элемента, третий вход - с выходом логического элемента И 84. а выход
- с первым входом логического элемента И 83, второй, третий и четвертый входы которого соединены соответственно через логические элементы НЕ 86-88 с третьим, вторым и шестым входами исполнительного элемента, пятый и четвертый входы которого соединены соответственно с первым и вторым входами логического элемента И 84.
Устройство для образования многослойного настила работает следующимобразом,
В наладочном режиме оператор проверяет исправность всех исполнительных механизмов. Для этого переключатель 53 режимов работы устанавливают в положение 1 - Наладка и с помощью элементов 54-57 управления командами Вперед, Назад, Вправо и Влево проверяют работоспособность приводов 16, 20 и 41 и производят установку всех исполнительных механизмов устройства в исходное положение.
Механизм 9 обрезки материала устанавливается в крайнем левом положении, при этом воздействующий элемент 44 взаимодействует с вторым датчиком 43 ограничения хода механизма обрезки, в результате чего на его выходе появляется сигнал, который поступает на третие входы исполнительных элементов 50 и 52 команд Назад, Влево, четвертый вход логического элемента И 70 и вход логического элемента НЕ 86.
Каретка 2 устанавливается в зоне заправки, при этом начальным и промежуточный 30 воздействующие элементы взаимодействуют соответственно со вторым 28 и первым 27 датчиками ограничения хода, в результате чего на их выходах появляются сигналы, которые поступают соответственно на пятый и четвертый входы исполнительного элемента 49 команды Вперед, а также поступают соответственно на второй и первый входы элемента 48 контроля исходного положения, и шестой и пятый входы переключателя 53 режимов ра боты.
Наличие сигналов одновременно на всех входах логического элемента И 59 вызывает появление сигнала на его выходе, который поступает на четвертый вход исполнительного элемента 50 команды Назад, восьмой вход исполнительного элемента 49 команды Вперед, седьмой вход переключателя 53 режимов работы, вход логического элемента ИЛИ 65 и второй вход логического элемент ИЛИ 64.
После этого оператор берет из рулона конец материала, размещенного на механизме 6 размотки, укладывает его на направляющее приспособление 7 и заправляет в механизм 8 прижима.
Затем с помощью фиксатора 33 освобождает в направляющем пазу 37 ползун 36 5 и начинает перемещать платформу 32 вдоль настилочного стола 5 до тех пор, пока указа тёль 33 не совпадет с делением измерительной линейки 35, . соответствующим необходимой длине L настила материала,
0 при этом зaтpaчVlвaeтcя минимальное время, так как при этом нет никаких препятствий и предусмотрены максимальные удобства для обслуживания.
Убедившись в готовности устройства к
5 работе, оператор переводит переключатель 53 режимов в положение 2 - Автомат, в результате чего сигнал с выхода первого датчика 27 ограничения хода каретки через пятый вход и пятый выход переключателя 53
0 поступает на второй вход исполнйтел ного элемента 51 команды Вправо, а сигнал с выхода второго датчика 28 ограничения хода каретки через шестой выход переключателя 53 поступает на пятый вход
5 исполнительного элемента 50 команды Назад и четвертый вход исполнительного элемента 52 команды Вл.ево, а также сигнал с седьмого выхода переключателя 53 поступает на девятый вход исполнительного элемента 49 команды Вперед и пятый вход исполнительного элемента 51 команды Вправо.
Наличие сигнала на девятом входе исполнительного элемента 49 команды Впе5 ред вызывает появление сигнала на втором входе логического элемента ИЛИ 64, его выходе, четвертом входе логического элемента И 61, втором выходе этого же исполнительного элемента и входе привода 16 механиэ0 ма зажима материала, в результате чего якорь 17 поворачивает двуплечий рычаг 12 и верхняя г ланка 13 прижимает конец материала к нижней неподвижной приемной планке 11, при этом воздействующий элемент 14 в крайнем рабочем положении двуплечего рычага 12 вступает во взаимодействие с датчиком 15 зажима материала и на его выходе появляется сигнал, который поступает на третий вход исполнительного элемента 49 команды Вперед и шестые входы исполнительных элементов 50-52 команд Назад, Вправо и Влево. Наличие сигнала на третьем входе исполнительного элемента 49 команды Впе5 ред вызывает появление сигнала на втором входе логического элемента И 61. Наличие сигналов одновременно на всех в/одах логического элемента И 61 вызывает появление сигнала на его выходе, первом входе логического элемента И 62 и третьем входе
логического элемента ИЛИ 64, после чего он запоминается (самоблокируется).
Наличие сигналов на восьмом входе исполнительного элемента 49 команды Вперед вызывает появление сигнала на третьем входе логического элемента ИЛИ 65, его выходе и втором входе логического элемента И 62.
Наличие сигналов одновременно на всех входах логического элемента И 62 вызывает появление сигнала на его выходе и первом входе привода 20. Происходит освобождение тормоза 21, а вал привода 20 через редуктор 22 и передачи 25 и 26 осуществляет вращение звездочки 23, которая взаимодействует с цепью 24 и обеспечивает передвижение каретки 2 вперед в сторону зоны доставки и транспортирование захваченного механизмом 1 края разматываемого из рулона материала.
При перемещении каретки 2 в зону доставки сначала освобо-ждается от взаимодействиясвоздействующимпромежуточным элементом 30 первый датчик 27 ограничения хода, в результате чего исчезает сигнал на его выходе, на четвертом входе исполнительного элемента 49 команды Вперед и на первом входе элемента 48 контроля исходного положения, однако останова каретки 2 не происходит так как это не вызывает исчезновение сигнала на выходе элемента 48 и восьмом входе исполнительного элемента 49 команды Вперед.
Исчезновение сигнала на четвертом входе исполнительного элемента 49 команды Вперед вызывает исчезновение сигнала на входе логического элемента НЕ 69, а также появление сигнала на его выходе и на первом входе логического элемента ИЛИ 65, заблаговременно опережая исчезновения сигнала на его третьем входе и подготавливая цепь отключения привода каретки при размотке материала на определенную длинуLнастила.
Как только появляется сигнал на выходе логического элемента НЕ 69, происходит освобождение от взаимодействия с воздействующим начальным элементом 29 второго датчика 28 ограничения хода каретки, в результате чего исчезает сигнал на его выходе, пятом входе исполнительного элемента 49 команды Вперед, втором входе элемента 48 контроля исходного положения, его выходе, ворьмом и девятом входах, исполнительного элемента 49 команды Вперед, четвертом входе исполнительного элемента 50 команды Назад, пятом входе исполнительного элемента 51 команды Вправо.
Исчезновение сигнала на восьмом входе исполнительного элемента 49 команды
Вперед и третьем входе логического элемента ИЛИ 65 не вызывает исчезновение сигнала на его выходе и останов каретки 2, так как заблаговременно появляется сигнал на первом входе логического элемента ИЛИ 65.
Обеспечивается это благодаря предлагаемому конструктивному расположению начального 29 и промежуточного 30 воздействующих элементов относительно первого 27 и второго 28 датчиков ограничения хода каретки, а также благодаря применению элемента 48 контроля исходного положения и использований разности длин (с-в) воздействующих элементов 29 и 30 и на п реодоление кареткой пути, равного этой разности, практически обеспечивается задержка времени, достаточного для заблаговременного и надежного переключения сигналов на четвертом и восьмом входах исполнительного элемента 49 команды Вперед и эффективной работы исполнительных механизмов.
При прибытии каретки 2 в зону доставки сначала вступает во взаимодействие с конечным воздействующим элементом 31 первый датчик 27 ограничения хода, в результате чего появляется сигнал на его выходе, который поступает на четвертый вход исполнительного элемента 49 команды Вперед, второй вход исполнительного элемента 51 команды Вправо и первый вход элемента 48 контроля исходного положения.
Наличие сигнала на первом входе элемента 48 контроля исходного положения не вызывает появление сигнала на его выходе, так как отсутствует сигнал на егр втором входе.
Наличие сигнала на четвертом входе исполнительного элемента И 49 команды Вперед вызывает появление сигнала на входе логического элемента НЕ 69, а также исчезновение сигнала на его выходе, выходах логических элементов ИЛИ 65 и И 62, первом выходе исполнительного элемента 49 и первом входе привода 20.
Происходит отключение привода 20 и мгновенное воздействие тормозной системы, в результате чего каретка 2, с учетом незначительного инерционного выбега, останавливается в заторможенном состоянии и располагает захваченный механизмом 1 край материала точно напротив указателя 33, гарантируя необходимую длину настила.
Наличие сигнала на втором входе исполнительного Элемента 51 команды Вправо вызывает Г1оявление сигна;г1а на первом входе логического элемента И 77.
Наличие сигналов одновременно на всех входах /логического элемента И 77 вызывает появление сигнала на его выходе, который поступает на вход элемента 82 временной задер 1 ки.
После истечения выдержки времени, Достаточной для инерционного выбега каретки 2 и полной ее остановки на выходе элемента 82 появляется сигнал, который поступает на третий вход логического элемента ИЛИ 78, в результате чего на его выходе и на первом входе логического элемента И 76 также появляется сигнал.
Наличие сигналов одновременно.на всех входах логическго элемента И 76 вь1зывает появление сигнала на его выходе, выходе исполнительного элемента 51 команды Вправо, втором входе привода 41 механизма обрезки, а также на втором входе логического элемента ИЛИ 78, после чего он запоминается (самоблокируется).
Происходит включение привода 41, который осуществляет перемещение вправо режущего инструмента (не показан) совместно с воздействующим элементом 44, в результате чего происходит поперечное отрезание необходимой длины L материала, а также освобождение от воздействия второго датчика 43 ограничения хода механизма обрезки, после чего исчезает сигнал на его выходе, третьем входе исполнительного элемента 50 команды Назад и третьем входе исполнительного элемента 52 команды Влево.
После завершения поперечной отрезки материала его свободнй конец падает на стол 5, образуя первый слой настила, а воздействующий элемент 44 вступает во взаимоде1 ствие с первым датфлком 42 ограничения хода механизма обрезки, в результате чего появляется сигнал на его выходе, шестом входе исполнительного элемента 49 команды Вперед, третьем входе исполнительного элемента 51 команды Вправо и пятом входе исполнительного элемента 52 команды Bv.eeo.
Наличие сигнала на третьем входе исполнительного элемента 51 команды Вг раво вызывает исчезновение сигналана входе логического элемента НЕ 79, выходе логического элемента A 76 и втором входе привода 41 механизма обрезки материала.
Происходит отключение привода 41 и режущий инструмент останавливавется в крайнем правом положении.
Наличие сигнала на шестом входе ис-. полнительного элемента 49 команды Вперед вызывает появление сигнала на втором входе логического элемента ИЛИ 64, втором
входе логическго элемента ИЛИ 65; его выходе, выходе элемента И 62 и первом входе привода 20,
Происходит повторное включение привода 20 и осуществление дополнительного хода каретки 2 вперед, обечпечивая перемещение ртрезанного куска материала необходимой длины L на определенное расстояние а от механизма 9 обрезки, тем
0 самым предотвращая смятие и повреждение края при последующих повторяющихся рабочих операциях режущего инструмента. При дополнительном ходе каретки 2 вперед освобождается первый датчик 27 от
5 взаимодействия с воздействующим элементом 31 и исчезает сигнал на его выходе, четвертом входе исполнительного элемента 49, первом входе элемента 48 контроля исходного положения, втором входе исполнительного элемента 51 команды Вправо, а
Уакже на выходах логических элементов И
77 и 78 и элемента 82 временной задержки.
При завершении дополнительного хода
а второй .датчик 28 ограничения хода каретки вступает во взаимодействие с воздействующим элементом 31, в результате чего на его выходе появляется сигнал, который поступает на пятый вход исполнительного элемента 49 команды Вперед, второй вход
0 элемента 48 контроля исходного положеня, пятый вход исполнительного элемента 50 команды Назад и четвертый вход исполнительного элемента 52 команды Назйд и четвертый вход исполнительного элемента
5 52 команды Влево.
Наличие сигнала на втором входе элемента 48 контроля исходного положения не вызывает появление сигнала на его выходе, так как отсутствует сигнал на втором входе
0 этого же элемента.
Наличие сигналов на пятом и шестом входах исполнительного элемента 49 команды Вперед вызывает появление сигнала соотетственно на первом и втором входах
5 логического элемента И 63.
Наличие сигналов одновременно на всех входах логического элемента И 63 вызывает появление сигналов на его выходе, а также исчезновение сигнала на выходах логических элементов НЕ 67, И 61 и 62, ИЛИ 64 первом и втором выходах исполнительного элемента 49 команды Вперед, входе привода 16 и первом входе привода 20, в результате чего каретка 2 останавливается
5 в нужном положении, гарантируя точность соблюдения размера а при дополнительном ходе, а также отключается привод 16 и планка 12 механизма 1 зажима материала, поворачиваясь вокруг своей оси за счет возвратной пружины 18, приподнимается
вверх и удаляет воздействующий элемент
14от датчика 15, после чего на его выходе исчезает сигнал, а освободившийся конец материала под собственным весом падает на настилочный стол.
Наличие сигналов на четвертом и пятом входах исполнительного элемента 52 команды Влево вызывает появление сигналов на первом и втЬрЬм входах логического элемента И 84, его выходе, выходе логического элемента ИЛИ 85 и первом входе логического элемента И 83, подготавливая пусковую цепь привода 41 для реализации команды Влево.
Отсутствие сигнала на датчика
15вызывает исчезновение сигнала на третьим входе исполнительного элемента 49 команды Вперед и шестом входе исполнительного элемента 51 команды Вправо, предотвращая возможность peaлизации команд Вперед и Вправо, а такг же вызывает исчезновение сигналов на шестых входах исполнительного элемента
50 команды Назад и исполнительного элемента 52 команды Влево, создавая возможность реализации команд Назад и Влево.
Отсутствие сигнала на шестом входе исполнительного элемента 50 команды Назад вызывает появление сигнала на выходе логического элемента НЕ 75 и втором входе лошчес кого элемента И 71.
Наличие сигналов одновременно на всех входах логического элемента И 71 вызывает появление сигнала на его выходе, выходе логического элемента ИЛИ 72 и первом &ходе логического элемента И 70, подготавливая пусковую цепь привода 20 для реализации команды Назад.
Отсутствие сигнала на шестом входе ис полнительного элемента 52 команды Влево вызывает появление сигнала на выходе логического элемента НЕ 88 и четвертом входе логического элемента И 83.
Наличие сигналов одновременно на всех входах логического элемента И 83 вызывает появление сигнала на его выходе, втором входе логического эдемента ИЛИ 85, после чего он запоминается {самоблокируется), а также поступает на первый вход привода 41.
Происходит включение привода 41 и возвратрежущего инструмента с воздействующим элементом 44 в исходное левое положение, при этом происходит исчезновение сигнала на выходе первого датчика 42 ограничения хода механизма обрезк1, шестом входе исполнительного элемента 49 команды Вперед, третьем входе исполнительного элемента 51 команды
Вправо и пятом входе исполнительного элемента 52 команды Влево.
При прибытии режущего инструмента в крайнее исходное левое положение воздействующий элемент 44 вступает во взаимодействие с вторым датчиком 43 ограничения хода механизма обрезки, в результате чего на его выходе появляется сигнал, который поступает на третий вход исполнительного элемента 50 команды Назад и третий вход исполнительного элемента 52 команды Влево.
Наличие сигнала на третьем входе исполнительного элемента 50 команды Назад вызывает появление сигнала на четвертом входе логического элемента И 70,
Наличие сигналов одновременно на всех входах логического элемента И 70 вызывает появление сигнала на его выходе и втором входе логического элемента ИЛИ 72, после чего он з-эпоминается (самоблокируется), а также вызывает появление сигнала на втором входе привода 20.
Происходит включение привода 20 и возвращение каретки 2 назад в зону запрдвки.
При прибытии каретки 2 в зону заправки сначала происходит взаимодействие второго датчика 28 ограничения хода с воздействующим элементом 29, в результате чего на его выходе появляется сигнал, который поступает на пятый вход исполнительного элемента 49 команды Вперед, второй вход элемента 48 контроля исходного положения, пятый вход исполнительного элемента 50 команды Назад и четвертый исполнительного элемента 52 команды Влево.
Наличие сигнала на втором входе элемента 48 вызывает появление сигнала на первом входе логического элемента И 59, подготавливая цепь включения природа 20 для реализации команды Назад. Затем при окончательном возвращении каретки 2 назад вступает во взаимодействие с воздействующим элементом 30 первый датчик 27 ограничения хода, в результате чего на его выходе появляется сигнал, который поступает на четвертый вход исполнительного Элемента 49 команды Вперед, второй вход исполнительного элемента 51 команды Вправо, первый вход элемента 48 контроля исходного положения, первый вход логического элемента ИЛИ 60 и второй вход логического элемента И 59.
Наличие сигналов одновременно на всех входах логического элемента И. 59 вызывает появление сигнала на его выходе и втором входе логического элемента ИЛИ 60,
после чего он запоминается (самоблокируется), 8 также появляется сигнал на восьмом и девятом входах исполнительного элемента 49 команды Вперед ; четвертом входе исполнительного элемента 50 команды Наэад и пятом входе исполнительного элемента 51 команды Brtpaao. возвращая узел 10 управления в исходное положение.
Наличие сигнала на четвертом входе исполнительного элемента 50 команды Назад вызывает исчезновение сигналов на выходах логических элементов НЕ 73, И 70 и ИЛИ 72 и втором входе привода 20.
Происходит мгновенное отключение привода 20 и точный останов каретки 2 в заторможенном состоянии.
Наличие сигнала на восьмом входе исполнительного элемента 49 команды Вперед вызывает появление сигнала на третьем входе лбгического элемента ИЛИ 65, его выходе и втором входе логического элемента И 62, подготавливая цепь включения привода 20 для реализации повторной команды Вперед.
Наличие сигнала на девятом входе исполнительного элемента 49 команды Вперед вызывает появление сигнала на втором входе логического элемента ИЛИ 64, его выходе, четвертом входе логического элемента И 61 и первом входе привода 16.
Происходит включение привода 16 и захват материала аналогично изложенному, после чего на выходе датчика 15 появляется сигнал, который поступает на третий вход исполнительного элемента 49 команды Вперед и шестые входы исполнительных элементов 50-52..
Наличие сигнала на третьем входе исполнительного элемента 49 вызывает появление сигнала на втором входе логического элемента И 61.
сигналов одновременно на всех входах логического элемента И 61 вызывает появление сигнала на его выходе, первом входе логического элемента И 62 и третьем входе логического элемента ИЛИ 64, после чего он запоминается (самоблокируется).
Наличие сигналов одновременно на всех видах логического элемента И 62 вызывает появление сигнала на его выходе и первом входе привода 20.
Дальше все повторяется автоматически аналогично изложенному; передвижение каретки вперед и перемещение отрезанного края разматываемого из рулона материала; останов каретки на определенном расстоянии и отрезание необходимой длины куска материала; дополнительное перемещение каретки вперед и перемещение
куска материала от механизма отрезки на определенное расстояние; освобождение захваченного конца отрезанного куска материала и опускание его под собственным
, весом на стол; возврат каретки назад и так далее, т.е. каретка фактически работает в режиме робота, образуя многослойный настил, и происходит это до тех пор, пока не закончится в рулоне материал и датчик 19
0 при включении механизма зажима в зоне заправки не прореагирует на отсутствие в механизме зажима материала, после чего на его выходе появляется сигнал, который поступат на второй вход исполнительного элемента 49 команды Bnepe i.
Наличие сигнала на втором входе исполнительного элемента 49 команды Вперед вызывает исчезновение сигнала на выходе логического элемента НЕ 66. выходах лбгических элементов И 61 и 62 и пер. вом входе привода 20, т.е. датчик 19 при
отсутствии материала в механизме зажима
дает всегда запрет на перемещение каретки
вперед, тем самым предотвращая ложные
5 включения и исключая непроизводственные потери времени.
Для улучшения надежности и повышения ресурса работы дatчики 15,27,28,42 и 43 выполнены в виде герконов (магнитоуправ0 ляемых контактов), а воздействующие на них элементы 14,29,30,31 и 44 выполнены в виде постоянных магнитов, которые взаимодействуют с ними через воздушный зазор, .исключая мханически-коитактные
5 взаимосвязи и преждевременный износ.
Расположение конечного воздействующего элемента 31 на подвижной платформе 32 с ползуном 36, указателем 33 и фиксатором 34 позволяет создать максимальные
0 удобства в обслуживании и возможность быстро с минимальными потерями времени переналаживать устройство на различную длину настилов, благодаря чему значительно повышается производительность.
5 Благодаря предлагаемому выполнению и расположению воздействующих элементов 29-31 непосредственно на столе 6 появляется возможность сократить количество датчиков ограничения хода каретки путем
0 расположения их непосредственно на каретке, сохранив при этом функции дополнительного хода вперед и значительно сократив расходы монтажного медного провода.
5 Таким образом, предлагаемое устройство отличается от известных устройств, так как при применении меньшего количества позиционных аппаратов и монтажных материалов удается не только сохранить все его достоинства, но также улучшить условия обслуживания, сократить непроизводственные потери времени, повысить производительность и обеспечить универсальность при гибких производствах.
Формула изобретения Устройство для образования многослойного настила, содержащее настилочный стол, каретку, механизм размотки рулонов, механизм зажима, прижима и обрезки материала, узел управления, включающий в себя исполнительные элементы команд Вперед, Назад, Вправо, Влево, приводы каретки механизма зажима материала и механизма обрезки, датчики ограничения хода механизма обрезки, датчик зажима материала, датчик отсутствия материала в механизме;зажима, переключатель режимов работы и элементы управления командами Вперед,Назад, Вправо, Влево, выходы которых соединены соответственно с первым, вторым, третьим и четвертым входами переключателя режимов работы, первый, второй, третий и четвертый выходы которого соедик ены соответственно с первыми входами исполнительных элементов команд Впе{)ед, Назад, Вправо, Влево, пятый вход соединен с выходом первого датчика ограничителя хода каретки, а пятый выход - с вторым входом исполнительного элемента команды Вправо, выход датчика отсутствия материала в механизме зажима соединен с вторым входом исполнительного элемента команды Вперед, третий вход которого соединен с выходом датчика зажима материала, четвертый и пятый входы соединены соответственно с выходами первого и второго датчиков ограничения хода каретки, шестой вход соединен с выходом первого датчика ограничения хода механизма обрезки, третьим входом исполнительного элемента команды Вправо, а седьмой вход - с четвертым входом исполнительного элемента команды Вправо, вторым входом исполнительного элемента команды Влево, выходом элемента управления командой Стоп и вторым входом исполнительного элемента Назад, третий вход которого соединен с выходом второго датчика ограничителя хода механизма обрезки и третьим входом исполнительного элемента команды Влево, выход которого соединен С первым входом привода механизма обрезки, второй вход которого соединен с выходом исполнительного элемента команды Вправо, выходы исполнительных элементов команд Вперед, Назад соединены соответственно с первым и вторым входами привода каретки, второй выход исполнительного элемента команды Вперед соединен с выходом привода механизма зажима материала, отличающееся тем, что, с целью повышения быстродействия устройства и улучшения условий обслуживания, в узел управления введен элемент контроля исходного положения каретки, первый вход которого соединен с выходом первого датчика ограничения хода каретки, второй вход - с выходом второго датчика ограничения хода каретк-и и шестым входом переключателя режимов работы, а выход с четвертым входом исполнительного элемента Назад, восьмым входом исполнительногс элемента команды Вперед и седьмым входом переключателя режимов работы, восьмой вход которого соединен с выходом первого датчика ограничения хода механизма обрезки, шестой выход - с пятым входом исполнительного элемента команды Назад и четвертым входом исполнительного элемента команды Влево, седьмой выход - с девятым входом исполнительного элемента команды Вперед и пятым входом исполнительного элемента команды Вправо, а восьмой выход - с пятым входом исполнительного элемента команды Влево, шестой вход которого соединен с шестыми входами исполнительных элементов команд Назад, Вправо и выходом датчика зажима материала, при этом датчики ограничения хода каретки расположены непосредственно на каретке, на расстоянии, равном ее дополнительному ходу, воздействующие на эти датчики начальный и промежуточный элементы размещены на настилочном столе в зоне заправки, а конечный воздействующий элемент и у сазатель длины настила размещены совместно с фиксатором на платформе, установленной с возможностью перемещения вдоль насти за, причем промежуточный и конечный воздействующие элементы выполнены одинаковой длины, соответствующей длине инерционного выбега каретки, а длина начального воздействующего элемента превышает длину промежуточного или конечного воздействующих элементов.
J Sittf
Фие. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования многослойного настила | 1984 |
|
SU1253922A1 |
| Устройство для формования трубчатых изделий из бетонной смеси | 1990 |
|
SU1779601A1 |
| Устройство для изготовления ремней | 1987 |
|
SU1431999A1 |
| ГОРИЗОНТАЛЬНО ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2013330C1 |
| АВТОМАТ ДЛЯ УКЛАДКИ ПРОВОДОВ В ЖГУТЫ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1967 |
|
SU190450A1 |
| Устройство для управления механизмом намотки | 1978 |
|
SU716959A1 |
| Система автоматического управлениябуРОВОй МАшиНОй | 1979 |
|
SU829909A1 |
| Устройство управления позиционером | 1990 |
|
SU1739386A1 |
| Система управления буровым станком | 1982 |
|
SU1059148A1 |
| СИСТЕМА УПРАВЛЕНИЯ ТРАНСПОРТНЫМ СРЕДСТВОМ | 1991 |
|
RU2018902C1 |
Изобретение относится к кожгаланте- рейной обувной промышленности. Цель изобретения - повышение быстродейств1^я устройства и улучшение условий обслуживания. Устройство содержит настилочный стол, каретку, механизм размотки рулонов, механизму зажима, прижима и обрезки материалов, систему управления, включающую исполнительные блоки командИзобретение относится к кожгаланте- рейной и обувной промышленности и может быть использовано в закройных цехах при многослойном настилании кожзаменителей на настилочный стол для последующего транспортирования на вырубные прессы.Известно устройство для образования многослойного настила, содержащее настилочный стол, каретку, механизм размртки рулонов, механизм зажима, прижима и об-"Вперед". "Назад", приводы каретки и приводы механизма зажима материала, испол- нительные блоки команд "Влево" и "Вправо", приводы механизма обрезки, датчики ограничения хода "Вперед" и "Назад" каретки, датчики ограничения хода "Влево" и "Вправо" механизма обрезки, датчик зажима материала, датчик отсутствия материала в меха^низме зажима, переключатель режимов работы "Наладка" и "Автомат" и кнопки управления командами "Вперед". "Назад". "Вправо". Система управления снабжена блоком контроля исходного положения каретки, а дат<^ики ограничения ее хода "Вперед" и "Назад" установлены на каретке на расстоянии друг от друга, равном ее дополнительному ходу "Вперед". Воздействующие на датчики элементы - начальный и промежуточный - жестко закреплены на настилочном столе в зоне заправки, а конечный воздействующий элемент расположен на платформе, снабженной указателем длины настила и фиксатором. Платформа установлена в зоне доставки с возможностью перемещения вдоль измерительной линейки посредством ползуна, раз- мещенного в направляющем пазу настилочного стола, 4 ил.резки материалов, узел управления, включающий в себя исполнительные элементы команд "Вперед", "Назад". "Вправо". "Влево", приводы каретки и механизма обрезки, датчик ограничения хода механизма обрезки и элементы управления командами "Вперед". "Назад". "Вправо". "Влево" {1].Недостатком этого устройства является то. что в нем отсутствуют средства контроля рабочего хода механизма зажима материа-СО 00 •х[ Оч>&
| Устройство для настилания полотен материала на настилочный стол | 1980 |
|
SU981165A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
