Изобретение относится к сварке, а именно к конструкции внутренних центраторов, и может быть использовано в различных отраслях машиностроения для сварки кольцевых стыков тонкостенных обечаек.
Цель изобретения - повьшение надежности в работе.
На фиг,1 представлен центратор, общий вид, разрезi на фиг.2 - разрез А-А на фиг.1.
В свариваемом изделии 1 установлена центральная штанга 2, на которой винтами 3 закреплен упор в виде крьшки 4 и центральное коническое тело 5 с винтовой канавкой 6 по его образующей под нагревательньй элемент 7. Нагревательный элемент 7 служит для нагрева конической ны 8, установленной на внешней поверхности конического тела 5 и контактирующей с разжимными элементами 9, имекяцими кольцевую сварочную канавку В и кольцевые проточки Г под пружинные кольца 10. Разжимные элементы 9 размещены между торцами кольцевых буртов крышек 4 и 11, закрепленных на штанге 2 гайкой 12,. шайбой 1.3 и шплинтом 14. Крьшпси 4 и 11 установлены своими выступами 15 в зазорах Е секторов 9 и являются упорами, фиксирующими разжимные элементы 9 от осевого перемещения. Заготовки под сварку центрируются по фланцу-16, закрепленному гайками 17 Пружина 8 увтановлена с зазором d отнрсительно крьшпси 11. Силовой элемент в виде конической пружины 8 выполнен из материала с эффектом памяти формы (сплав марки ТН-1), Для придания силовому элементу способности работать в режиме сжатия - разжатия (циклически) его отжигают в вакууме при 500°С в заневоленном состоянии на 5-10 мм больше исходной высоты пружины, навитой в холодном состоянии, затем охлаждают и деформируют в холодном состоянии до размера исходной высоты пружины. Для получения цикличности работы дружины деформация пружины должна составлять 2% от исходной величины.
Центратор работает следующим образом.
Центратор в собранном виде монтируют в свариваемое изделие с небольшим зазором меииу образующей разЛсим- ных элементов 9 изделием. Стык сва
10
15
20
25
,
поднимается восстановление приданных 500 С, т.е.
489952/
риваемых изделий размещают по центру сварочной канавки В, а пружинные кольца 10 подбирают с таким расчетом, чтобы их усилия были достаточными для возврата секторов 9 в исходное положение при остывании конической пружи- jAbi 8, нагретой до 95°С, для закрепления изделия под сварку.
. Для закрепления изделия включают нагревательный элемент 7 в сеть переменного тока, температура пружины 8
до 95 с и происходит
ее формы и размеров, ей при отжиге в вакууме при
длина конической пружины 8, контактирующей своим торцом с буртом конуса 5, возрастает в пределах зазора cf и происходит разжим элементов 9 до упора в изделие и его зажим за счет внутренних напряжений в конической пружине 8. Зазоры Е между секторами 9 сохраняются постоянными за счет выступов 15 в крьш1- ках 4 и 11 в течение всего цикла работы устройства. Освобождение сваренного изделия происходит в обрат - ном порядке при отключении источника переменного тока. Остывание пружины 8 при отключении источника питания происходит за счет конвекции воздуха, что приводит к ее сокращению по длине до первоначальных размеров (до нагрева), а это, в свою очередь, заставляет пружинные кольца 10 сжиматься и перемещать элементы 9 в исходное положение до начала нагрева. Для убыстрения освобождения сваренного изделия источник переменного тока можно отключать раньше окончания сварки.
В зависимости от мощности нагревательного элемента нагрев и зажим изделий под сварку, происходит за 5- 10 с, охлаждение и разжим .сразу же после окончания сварки, а качество сварки значительно повышается за счет прогрева свариваемых изделий.
Устройство имеет, кроме того, неограниченньй ресурс работы (миллион и более циклов).
30
35
40
45
Формула изобретения,
1. Внутренний центратор, содержащий центральное коническое тело, установленные вокруг него с возможностью радиального перемещения разжимные элементы, снабженные возвратными пружинами, и упоры, фиксирующие разжимные элементы от осевого перемещения, отличающий- с я тем, что, с целью повьппения надежности в работе, он снабжен конической пружиной из сплава с эффектом памяти формы и нагревателем, пружина установлена на поверхности центрального конического тела с воз можностью взаимодействия с разжим526
ньЕми элементами, длина пружины меньше расстояния между упорами, а нагреватель смонтирован в центральном коническом теле в непосредственной близости от конической пружины.
2. Центратор поп.1, отличающийся тем, что нагреватель размещен в спиральной канавке, выполненной в центральном коническом теле.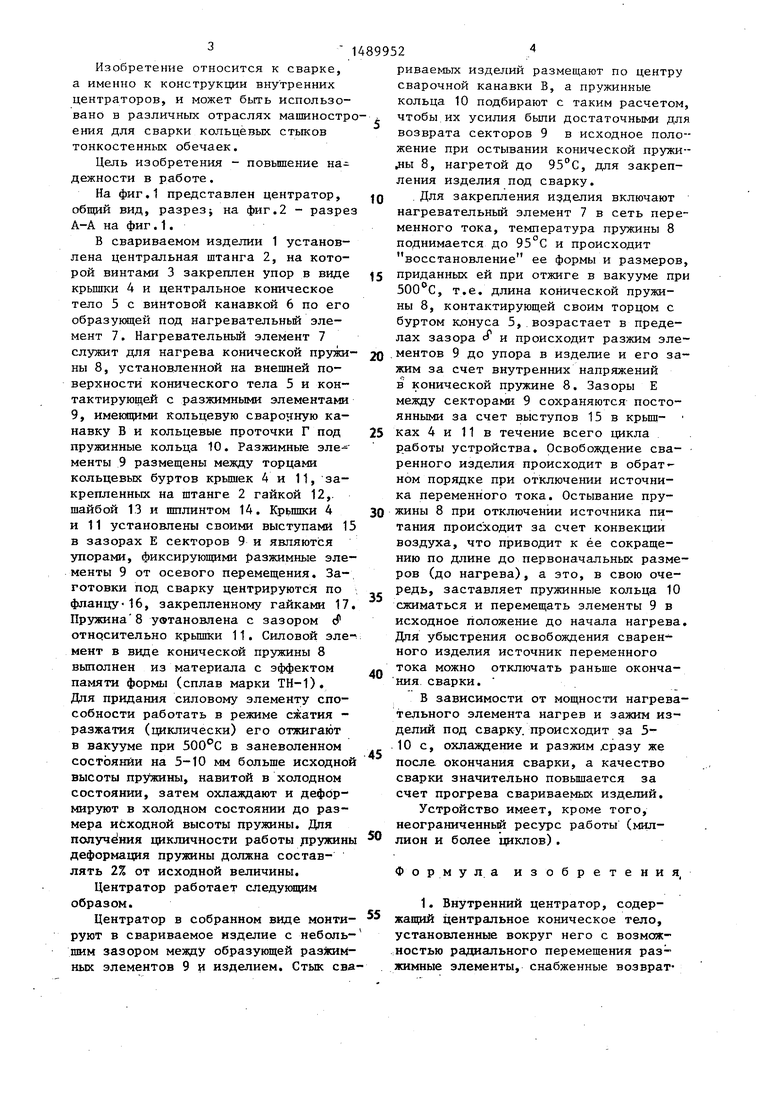
| название | год | авторы | номер документа |
|---|---|---|---|
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1715538A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| Устройство для сборки под сварку кольцевых швов | 1987 |
|
SU1472202A1 |
| Внутренний центратор | 1984 |
|
SU1191237A1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2290290C1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1981 |
|
SU1094710A1 |

Изобретение относится к сварке, а именно к конструкции внутренних центраторов, и может быть использовано в различных отраслях машиностроения для сварки кольцевых стыков тонкостенных обечаек. Цель изобретения - повышение надежности в работе. Центратор содержит центральное коническое тело 5 и разжимные элементы 9. Между ними расположена коническая пружина 8, выполненная из сплава с эффектом памяти. При нагреве пружины с помощью нагревателя 6 реализуется эффект памяти формы, пружина удлиняется и раздвигает разжимные элементы. 1 з.п. ф-лы, 2 ил.
Фие.2
| Гитлевич А.Д | |||
| Механизация и автоматизация сварочного производства | |||
| М.:.Машиностроение, 1979, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
