Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для шипового соединения деревянных заготовок по длине.
Цель изобретения- расширение технологических возможностей.
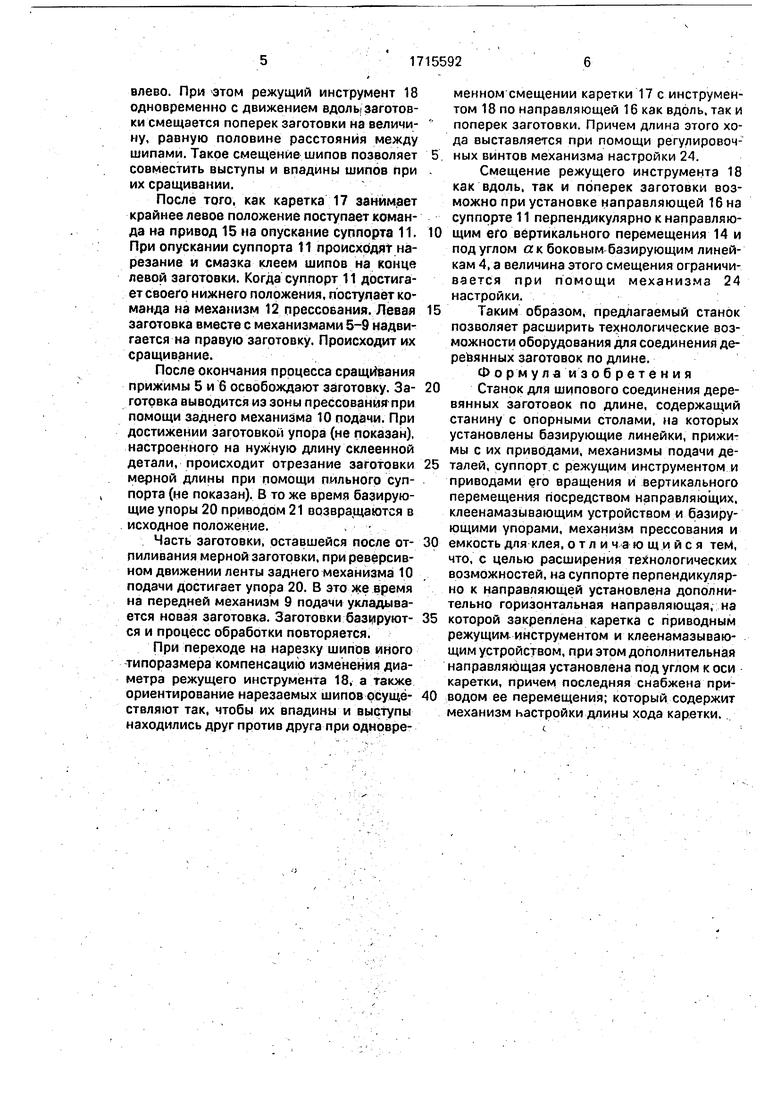
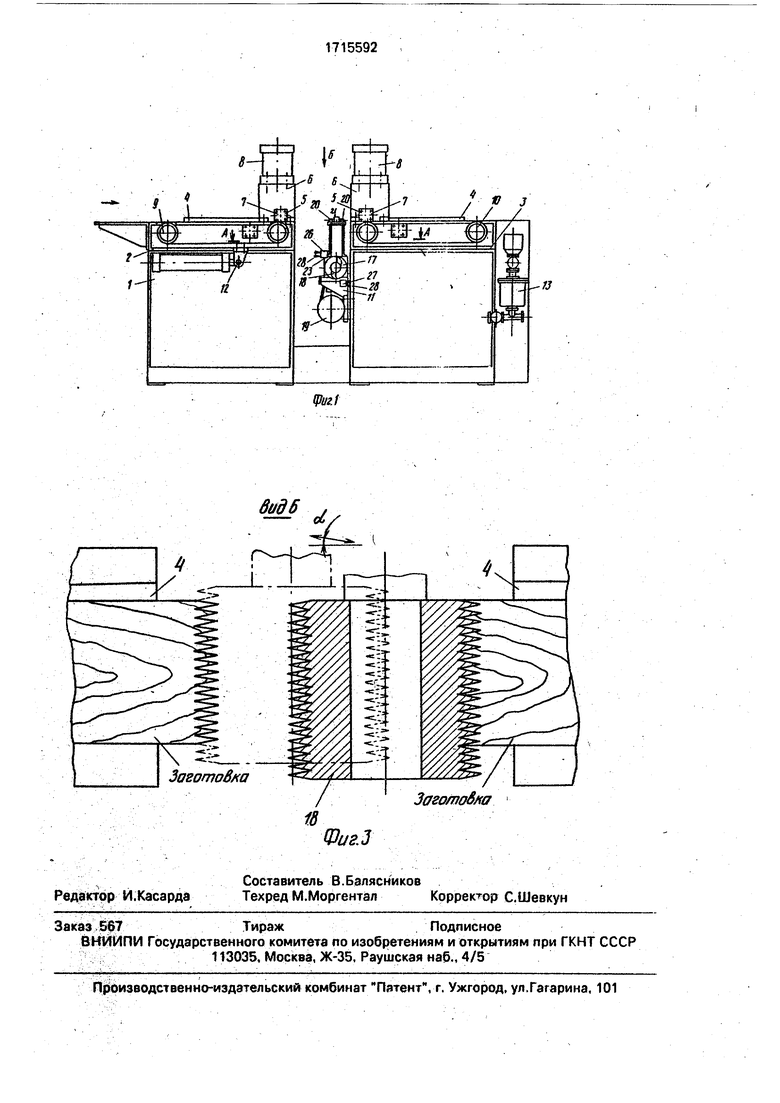
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема нарезки шипов.
Станок для шипового соединения деревянных заготовок по длине содержит станину 1, опорные столы 2 и 3, боковые базирующие линейки 4, боковые 5 и верхние 6 прижимы соответственно с их приводами 7 и 8, передний 9 и задний 10 механизмы подачи деталей, каждый из которых выполнен в виде ленточного транспортера, суппорт 11, механизм 12 прессования и емкость 13 для клея. К станине 1 жестко прикреплена направляющая 14 с приводом 15 вертикального перемещения по ней суппорта 11.
Станок снабжен горизонтальной направляющей 16суппорта 11, которая расположена перпендикулярно вертикальной направляющей 14 и под углом ак боковым базирующим линейкам 4. При этом на горизонтальной направляющей 16 установлена каретка 17 с жестко закрепленным на ней режущим инструментом 18 с приводом 19 его вращения, базирующими упорами 20 с приводом 21 их отвода, приводом 22 перемещения каретки 17, клеенамазывающим устройством 23. Привод 22 имеет механизм 24 настройки длины хода каретки 17, который выполнен в виде регулировочных винтов. Последние закреплены в бобышки 25, жестко установленные на горизонтальной направляющей 16 суппорта 11. Клеенамазывающее устройство 23 выполнено в виде призматических колодок 26 и 27, каждая из
которых снабжена щетками 28. Внутри колодок расположены каналы для подачи клея (не указаны).
Станок работает следующим образом.
В исходном положении суппорт 11
находится внизу относительно опорных столов 2 и 3. Каретка 17с режущим инструментом 18 - в правом крайнем положении у заднего механизма 10 подачи деталей. Лервая заготовка укладывается на ленту механизма 10 подачи, которая в реверсивном режиме досылает заготовку до базирующе- гоупора 20. Заготовка при помощи бокового прижима 5 от привода 7 прижимается к боковой базирующей линейке 4, после чего при помощи верхнего прижима 6 от привода 8 заготовка прижимается к горизонтальной поверхности механизма 10 подачи. В это же время происходит базирование второй заготовки. При этом .после укладки детали на ленту механизма 9 подачи, последний досылает заготовку до упора 20. В дальнейшем заготовка базируется при помощи механизмов 5-7 аналогичным образом.
После окончания базирования заготовок поступает команда на привод 15 подъема суппорта 11. При этом происходят нарезание и смазывание клеем шипов на конце правой заготовки, Намазка клеем осуществляется во время движения суппорта 11, в момент, когда колодка 27 со щетками 28 находится в зоне нарезанных шипов.
Клей поступает на щетки 28 из емкости 13 для клея, находящейся под давлением
сжатого воздуха. В момент нарезания шипов на правой заготовке базирующие упоры 20 отводятся из зоны обработки при помощи привода 21.
После того, как суппорт 11 занимает
верхнее положение, поступает команда на привод 22, который передвигает каретку 7
влево. При Этом режущий инструмент 18 одновременно с движением вдоль заготовки смещается поперек заготовки на величи- ну, равную половине расстояния между шипами. Такое смещение шипов позволяет совместить выступы и впадины шипов при их сращивании.
После того, как каретка 17 занимает крайнее левое положение поступает команда на привод 15 на опускание суппорта 11. При опускании суппорта 11 происходят нарезание и смазка клеем шипов на конце левой заготовки. Когда суппорт 11 достигает своего нижнего полржения, поступает команда на механизм 12 прессования. Левая заготовка вместе с механизмами 5-9 надвигается на правую заготовку. Происходит их сращивание.
После окончания процесса сращивания прижимы 5 и 6 освобождают заготовку. За- готовка выводится из зоны прессования при помощи заднего механизма 10 подачи. При достижении заготовкой упора (не показан), настроенного на нужную длину склеенной детали, происходит отрезание заготовки мерной длины при помощи пильного суп- порта (не показан). В то же время базирующие упоры 20 приводом 21 возвращаются в исходное положение.. .
Часть заготовки, оставшейся после от- пиливания мерной заготовки, при реверсивном движении ленты заднего механизма 10 подачи достигает упора 20. В это же время на передней механизм 9 подачи укладывается новая заготовка. Заготовки базируют- ся и процесс обработки повторяется.
При переходе на нарезку шипов иного типоразмера компенсацию изменения диаметра режущего инструмента 18, а также ориентирование нарезаемых шипов рсущё- ствляют так, чтобы их впадины и выступы находились друг против друга при одновременном смещении каретки 17 с инструментом 18 по направляющей 16 как вдоль, так и поперек заготовки. Причем длина этого хода выставляется при помощи регулировочных винтов механизма настройки 24.
Смещение режущего инструмента 18 как вдоль, так и поперек заготовки возможно при установке направляющей 16 на суппорте 11 перпендикулярно к направляющим его вертикального перемещения 14 и под углом ак боковым базирующим линейкам 4, а величина этого смещения ограничивается при помощи механизма 24 настройки.
Таким образом, предлагаемый станок позволяет расширить технологические возможности оборудования для соединения деревянных заготовок по длине.
Формулаизобретения
Станок для шипового соединения деревянных заготовок по длине, содержащий станину с опорными столами, на которых установлены базирующие линейки, прижимы с их приводами, механизмы подачи деталей, суппорт с режущим инструментом и приводами его вращения и вертикального перемещения посредством направляющих, клеенамазывающим устройством и базирующими упорами, механизм прессования и емкость для клея, о т л и чаю щи и с я тем, что, с целью расширения технологических возможностей, на суппорте перпендикулярно к направляющей установлена дополнительно горизонтальная направляющая, на которой закреплена каретка с приводным режущим инструментом и клеенамазывающим устройством, при этом дополнительная направляющая установлена под углом к оси каретки, причем последняя снабжена приводом ее перемещения; который содержит механизм настройки длины хода каретки.
ff J
T-/J
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| ШИПОРЕЗНЫЙ СТАНОК | 1992 |
|
RU2067526C1 |
| Станок для соединения немерных заготовок по длине | 1981 |
|
SU965770A1 |
| Линия склеивания пиломатериалов по длине | 1986 |
|
SU1318405A1 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
| Устройство для подготовки заготовок к склеиванию | 1986 |
|
SU1411139A1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Шипорезный станок | 1973 |
|
SU476160A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для шипового соединения деревянных заготовок по длине. Цель изобретения - расширение технологических возможностей. Станок для шипового соединения деревянных заготовок подлине включает станину 1. на которой установлены опорные столы с механизмами базирования, прижатия и подачи деталей, суппорт 11. К станине 1 жестко прикреплена направляющая 14 с приводом 15 вертикального перемещения по ней суппорта 11. Перпендикулярно вертикальной направляющей 14 на суппорте 11 смонтирована горизонтальная направляющая 16, на которой установлена каретка 17 с режущим инструментом А-А 18 с возможностью ее перемещения по на
видб
| Авторское свидетельство СССР, №965770, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Патент США 4130150, кл | |||
| Литая рама для паровозов | 1923 |
|
SU827A1 |
