другом цепными передамами (ЦП) 33 и 3. Каждый транспортный модуль состоит из одного К 1 и по меньшей мере одного К 2, при этом К 1 и один К 2 и несколько К 2 кинематически связаны друг с другом. Кроме того, К 1 и 2 связаны с ЦП 3 цепными пе17156884
редачами 26 и 33 через муфты 20 и 2Ц реверса. Спутники перемещаются по ТО 3 до участка Г и останавливаются 5 при отключении ЦП 26, Участок Г поднимается со спутником и отводится участком ТО k перпендикулярно, k ил,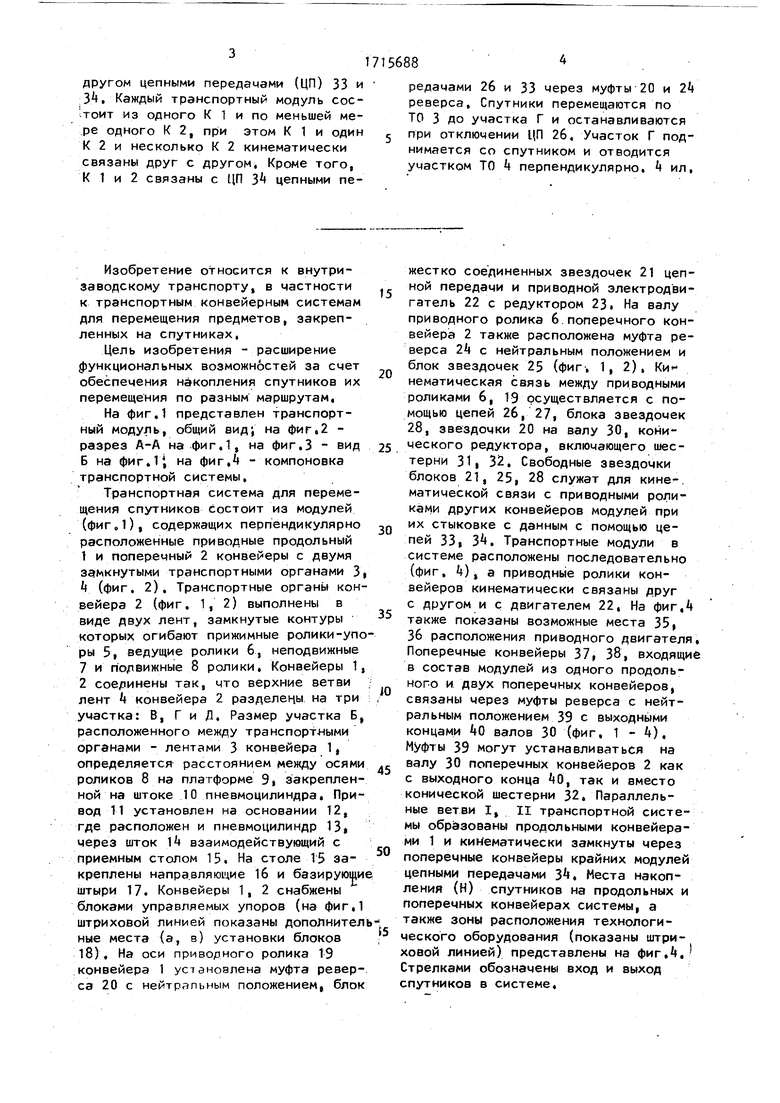
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Сборочная линия | 1983 |
|
SU1121127A1 |
| Линия изготовления заготовок из пиломатериалов для клееных конструкций | 1983 |
|
SU1142289A1 |
| Конвейерное устройство | 1982 |
|
SU1044560A1 |
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| Устройство для центрирования и выдачи длинномерных цилиндрических изделий | 1986 |
|
SU1328261A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ДЕМИЛИТАРИЗАЦИИ БОЕПРИПАСОВ | 2004 |
|
RU2274826C1 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| ТРАНСПОРТНАЯ СИСТЕМА | 1993 |
|
RU2049649C1 |

Изобретение относится к внутризаводскому транспорту, в частности к транспортным конвейерным системам для перемещения предметов, закрепленных на спутниках,
Цель изобретения - расширение функциональных возможностей за счет обеспечения накопления спутников их перемещения по разным маршрутам,
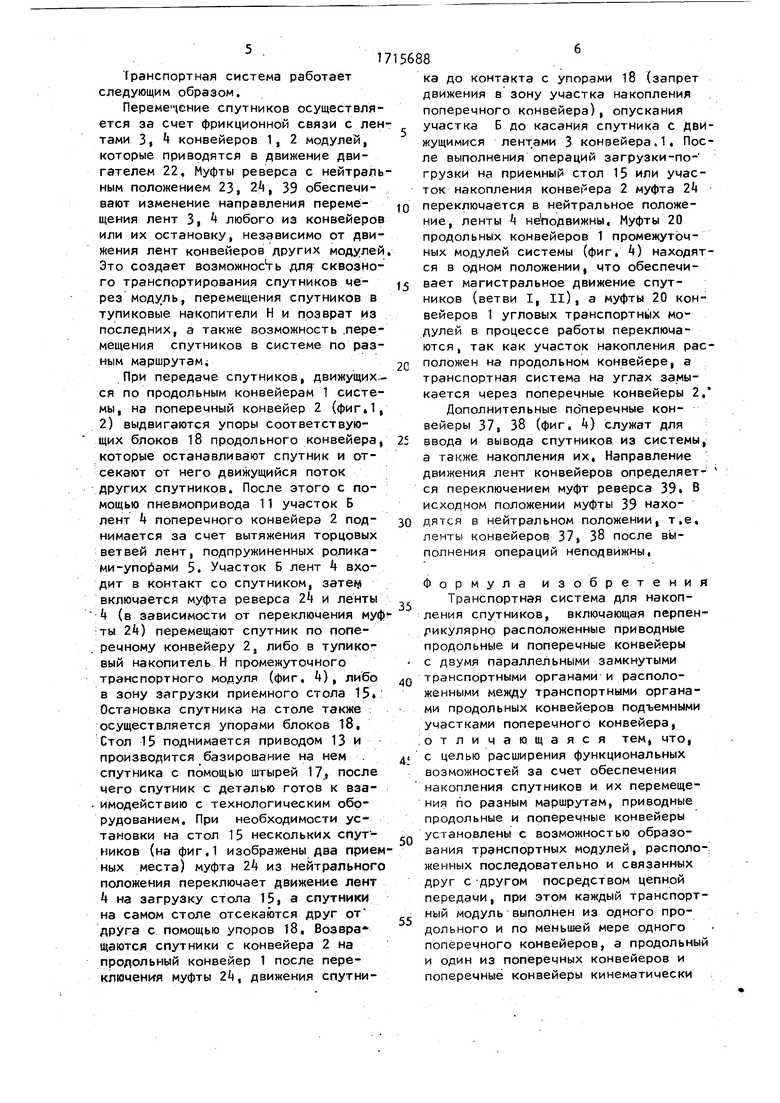
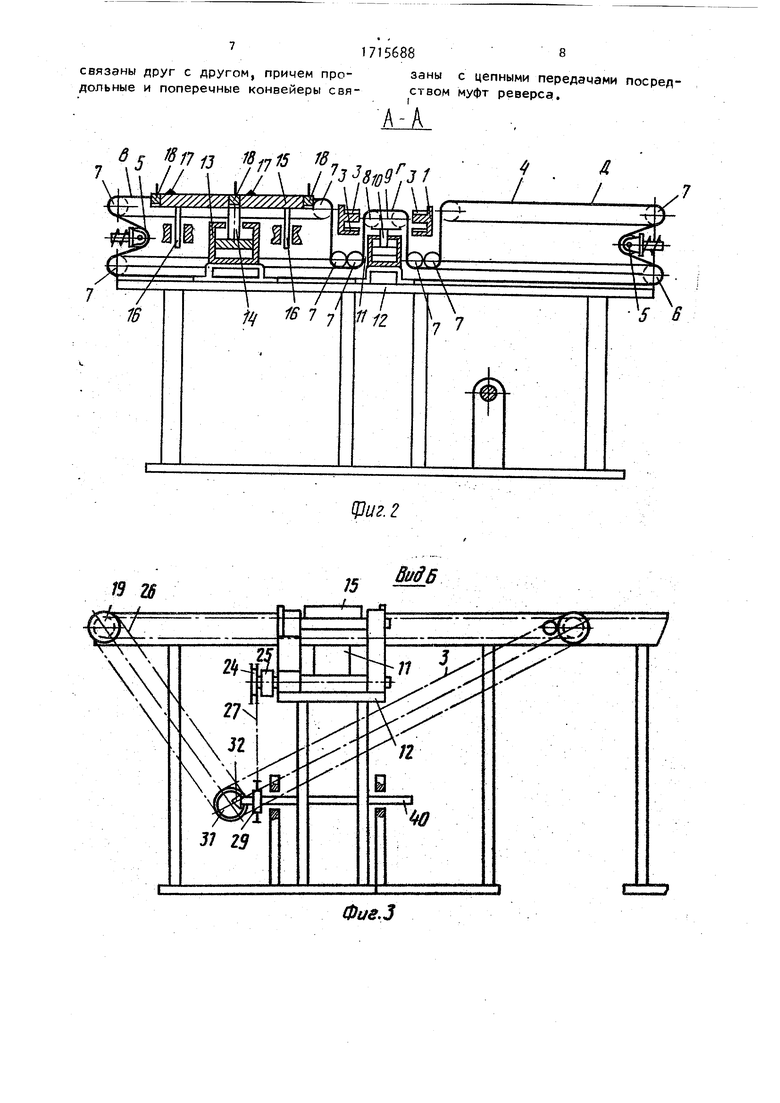
На фиг.1 представлен транспортный модуль, общий вид; на фиг.2 - разрез А-А на фиг.1, на фиг.З ВИД Б на фиг.14, на фиг.й - компоновка транспортной системы,
Транспортная система для перемещения спутников состоит из модулей (фиг„1), содержащих перпендикулярно расположенные приводные продольный
1и поперечный 2 конвейеры с двумя замкнутыми транспортными органами 3, Ц (фиг. 2). Транспортные органы конвейера 2 (фиг. 1,2) выполнены в виде двух лент, замкнутые контуры которых огибают прижимные ролики-упоры 5, ведущие ролики 6, неподвижные
7 и подвижные 8 ролики. Конвейеры 1,
2соединены так, что верхние ветви лент k конвейера 2 разделены на три участка: В, Г и Д. Размер участка Б, расположенного между транспортными органами - лентами 3 конвейера 1, определяется расстоянием между осями роликов 8 на платформе 9, закрепленной на штоке 10 пневмоцилиндра. Привод 1 1 установлен на основании 12, где расположен и пневмоцилиндр 13 через шток 1 взаимодействующий с приемным столом 15, На столе 15 закреплены направляющие 16 и базирующи штыри 17. Конвейеры 1, 2 снабжены блоками управляемых упоров (на фиг,1 штриховой линией показаны дополнител ные места (а, в) установки блоков
18), На оси приводного ролика 19 конвейера 1 установлена муфта реверса 20 с нейтральным положением, блок
5
0
5
0
5
5
0
5
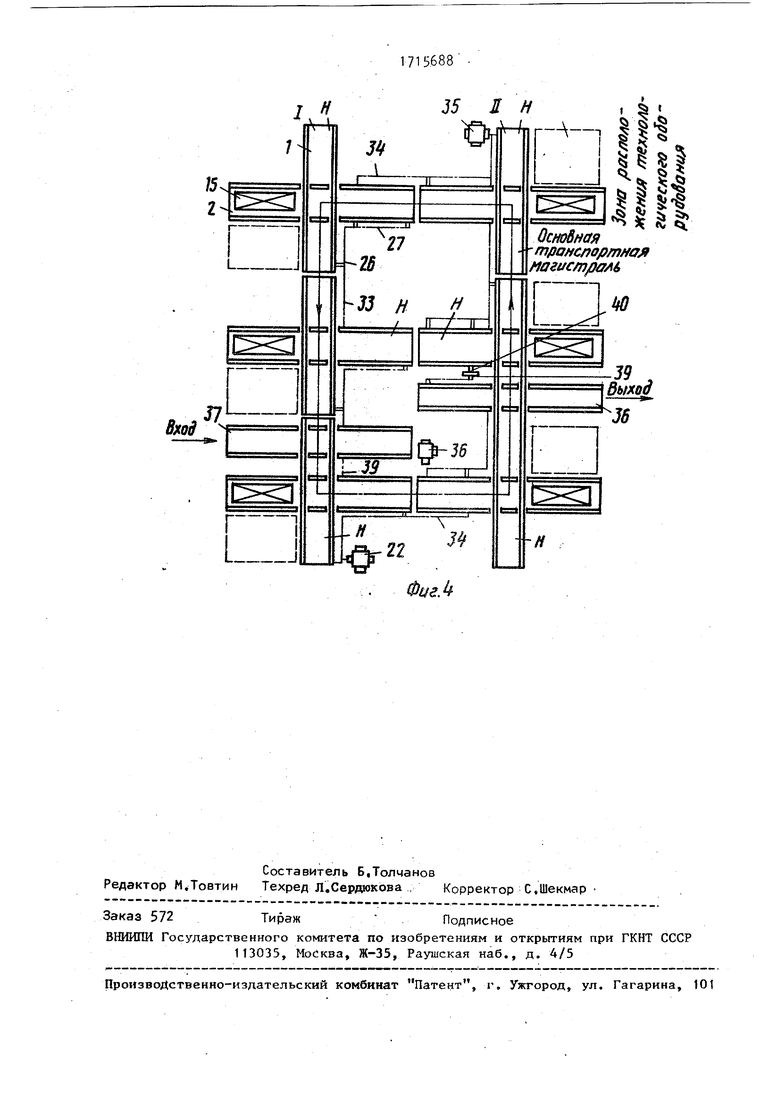
жестко соединенных звездочек 21 цепной передачи и приводной электродвигатель 22 с редуктором 23. На валу приводного ролика 6.поперечного конвейера 2 также расположена муфта реверса 2Ц с нейтральным положением и блок звездочек 25 (фиг, 1,2), нематическая связь между приводными роликами 6, 19 осуществляется с помощью цепей 26, 27, блока звездочек 28, звездочки 20 на валу 30, конического редуктора, включающего шестерни 31, 32. Свободные звездочки блоков 21, 25, 28 служат для кине-. матической связи с приводными роликами других конвейеров модулей при их стыковке с данным с помощью цепей 33 3. Транспортные модули в системе расположены последовательно (фиг, k), а приводные ролики конвейеров кинематически связаны друг с другом и с двигателем 22, На фиг, также показаны возможные места 35, 36 расположения приводного двигателя, Поперечные конвейеры 37, 38, входящие в состав модулей из одного продольного и двух поперечных конвейеров, связаны через муфты реверса с нейтральным положением 39 с выходными концами 40 валов 30 (фиг. 1-4). Муфты 39 могут устанавливаться на валу 30 поперечных конвейеров 2 как с выходного конца 0, так и вместо конической шестерни 32. Параллельные ветви I, II транспортной системы образованы продольными конвейерами 1 и кинематически замкнуты через поперечные конвейеры крайних модулей цепными передачами 3. Места накопления (Н) спутников на продольных и поперечных конвейерах системы, а также зоны расположения технологического оборудования (показаны штриховой линией) представлены на фиг,. Стрелками обозначены вход и выход спутников в системе.
Транспортная система работает следующим образом.
Перемещение спутников осуществляется за счет фрикционной связи с лентами 3, Ь конвейеров 1, 2 модулей, которые приводятся в движение двигателем 22, Муфты реверса с нейтральным положением 23, 2А, 39 обеспечивают изменение направления перемещения лент 3, любого из конвейеров или их остановку независимо от движения лент конвейеров других модулей. Это создает возможное1™ для сквозного транспортирования спутников через модуль, перемещения спутников в тупиковые накопители Н и позврат из последних, а также возможность .перемещения спутников в системе по разным маршрутам;
При передаче спутников, движущихся по продольным конвейерам 1 системы, на поперечный конвейер 2 (, 2) выдвигаются упоры соответствующих блоков 18 продольного конвейера, 2 которые останавливают спутник и отсекают от него движущийся поток других спутников. После этого с помощью пневмопривода 11 участок Б лент k поперечного конвейера 2 поднимается за счет вытяжения торцовых ветвей лент, подпружиненных роликами-упорами 5, Участок Б лент k входит в контакт со спутником, затем включается муфта реверса 2k и ленты
k (в зависимости от переключения ты 2Ц) перемещают спутник по поперечному конвейеру 2, либо в тупиковый накопитель Н промежуточного транспортного модуля (фиг. А), либо в зону загрузки приемного стола 15 Остановка спутника на столе также : осуществляется упорами блоков 18, Стол 15 поднимается приводом 13 И производится базирование на нем . спутника с помощью штырей 17., после чего спутник с деталью готов к взаимодействию с технологическим оборудованием. При необходимости ус« таиовки на стол 15 нескольких спутников (на фиг,1 изображены два приемных места) муфта 2k из нейтрального положения переключает движение лент k на загрузку стола 15, а спутники на самом столе отсекаются друг от друга с помощью упоров 18, Возвра щаются спутники с конвейера 2 на продольный конвейер 1 после переключения муфты 2, движения спутни10
15
2G
3
3
4
4
5
55
. 2
-
715688
ка до контакта с упорами 18 (запрет движения в зону участка накопления поперечного конвейера), опускания участка Б до касания спутника с Движущимися лентами 3 конвейера,1, После выполнения операций загрузки-погрузки на приемный стол 15 или участок накопления конвейера 2 муфта 2 переключается в нейтральное положе10
15
2G
30
35
40
50
55
ние, ленты k неподвижны, Муфты 20 продольных конвейеров 1 промежуточных модулей системы (фиг, 4) находятся в одном положении, что обеспечивает магистральное движение спутников (ветви I, II), а муфты 20 конвейеров 1 угловых транспортных мо дулей в процессе работы переключаются , так как участок накопления расположен на продольном конвейере, а транспортная система на углах замыкается через поперечные конвейеры 2/
Дополнительные поперечные конвейеры 37, 38 (фиг, 4) служат для ; ввода и вывода спутников из системы, а также накопления их, Направление ; движения лент конвейеров определяет- ся переключением муфт реверса 39 В исходном положении муфты 39 находятся в нейтральном положении, т,е, ленты конвейеров 37, 38 после выполнения операций неподвижны,
Формула изобретения
Транспортная система для накопления спутников, включающая перпендикулярно расположенные приводные продольные и поперечные конвейеры с двумя параллельными замкнутыми транспортными органами и расположенными между транспортными органами продольных конвейеров подъемными участками поперечного конвейера, отличающаяся тем, что, с целью расширения функциональных возможностей за счет обеспечения накопления спутников и их перемещения по разным маршрутам, приводные продольные и поперечные конвейеры установлены с возможностью образования транспортных модулей, расположенных последовательно и связанных друг с-другом посредством цепной передачи, при этом каждый транспортный модуль выполнен из одного продольного и по меньшей мере одного поперечного конвейеров, а продольный и один из поперечных конвейеров и поперечные конвейеры кинематически
связаны друг с другом, причем продольные и поперечные конвейеры свяв5 вяа ,
Фиё.З
заны с цепными передачами посредством муфт реверса.
А-А
5 В
$U2.2
Вий Б
Фцг.Ь
