сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения камнелитых изделий с поверхностным рисунком | 1981 |
|
SU996187A1 |
| Способ изготовления рифленых камнелитых изделий | 1977 |
|
SU652133A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАМНЕЛИТЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ | 1992 |
|
RU2040393C1 |
| Устройство для изготовления камнелитых изделий | 1987 |
|
SU1444153A1 |
| Устройство для производства камнелитых изделий | 1987 |
|
SU1556909A1 |
| Способ получения камнелитых изделий | 1989 |
|
SU1733240A1 |
| Устройство для изготовления камнелитых изделий | 1985 |
|
SU1318410A1 |
| Способ получения камнелитых труб | 1984 |
|
SU1333583A1 |
| Способ получения камнелитых полых изделий | 1983 |
|
SU1184687A1 |
| Способ получения металлокаменных полых изделий | 1981 |
|
SU979120A1 |
Изобретение относится к камнелитейному производству. Цель изобретения - получение высококачественного рисунка на поверхности отливки. В способе получения камнелитых изделий после заливки расплава в металлическую форму его выдерживают в течение 15-30 с и подпрессовывают путем погружения пуансона на глубину, равную 1/8-1/4 высоты отливки. При этом отношение времени выдержки пуансона в расплаве по времени до погружения пуансона равно 0,1-0,4. Полученные изделия имеют правильную геометрическую форму, четкий рельеф рисунка и кристаллическое строение материала рельефа. 2 табл.
Изобретение относится к камнелитейному производству, в частности к изготовлению плоских камнелитых изделий, имеющих на одной из поверхностей рифление (поверхностный рисунок).
Целью изобретения является получение высококачественного рисунка на поверхности отливки.
Способ получения камнелитых изделий включает заливку расплава в массивную металлическую форму, накрытие формы с расплавом крышкой с пуансоном, выдержку расплава в течение 15-30 с, погружение пуансона в расплав на глубину, равную 1/8- 1 /4 высоты отливки, выдержку пуансона в расплаве, при этом отношение времени выдержки пуансона в расплаве ко времени выдержки расплава до погружения пуансона должно быть 0,1-0,4.
Петрургический расплав, химический состав которого приведен в табл. 1, при 1220-1240° С из копильника заливают в открытые массивные формы карусельной 40- позиционной машины. Время заливки одной формы 1,5-2 с. Заполнение формы расплавом производят на высоту, меньшую высоты полости формы на 5-6 мм. Через 15-30 с после заливки расплава форму накрывают стальной крышкой, в которой встроен подвижный пуансон. Рабочая поверхность пуансона составляет 3/4 литьевой поверхности отливки и имеет рисунок. По истечении 15-30 с после заливки расплава в форму производят погружение пуансона в затвердевающую отливку на глубину 4-5 мм. Время нахождения пуансона в отливке 3-8 с. Затем отливку специальным толкателем поднимают до уровня верхнего среза формы и производят передачу ее на
XI
со сл ю
накопительное устройство, а затем на термообработку.
Технологические параметры, определяющие данный способ, выбирают исходя, из следующих соображений.
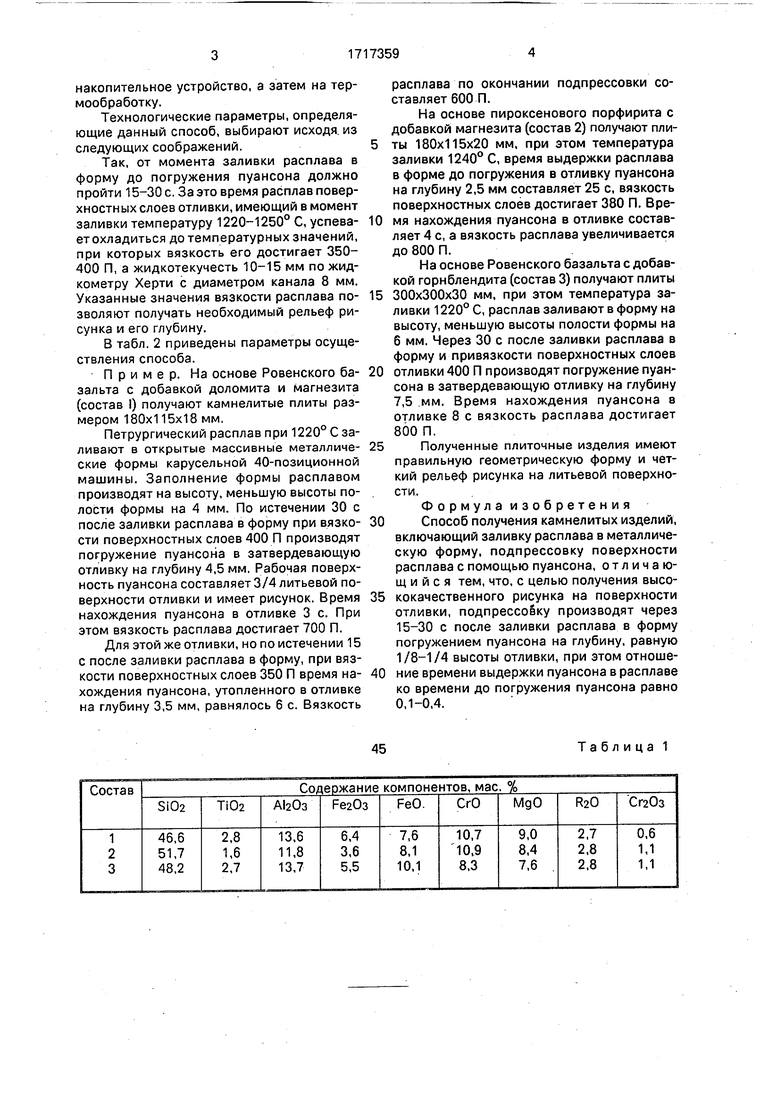
Так, от момента заливки расплава в форму до погружения пуансона должно пройти 15-30 с. За это время расплав поверхностных слоев отливки, имеющий в момент заливки температуру 1220-1250° С, успевает охладиться до температурных значений, при которых вязкость его достигает 350- 400 П, а жидкотекучесть 10-15 мм по жид- кометру Херти с диаметром канала 8 мм. Указанные значения вязкости расплава позволяют получать необходимый рельеф рисунка и его глубину.
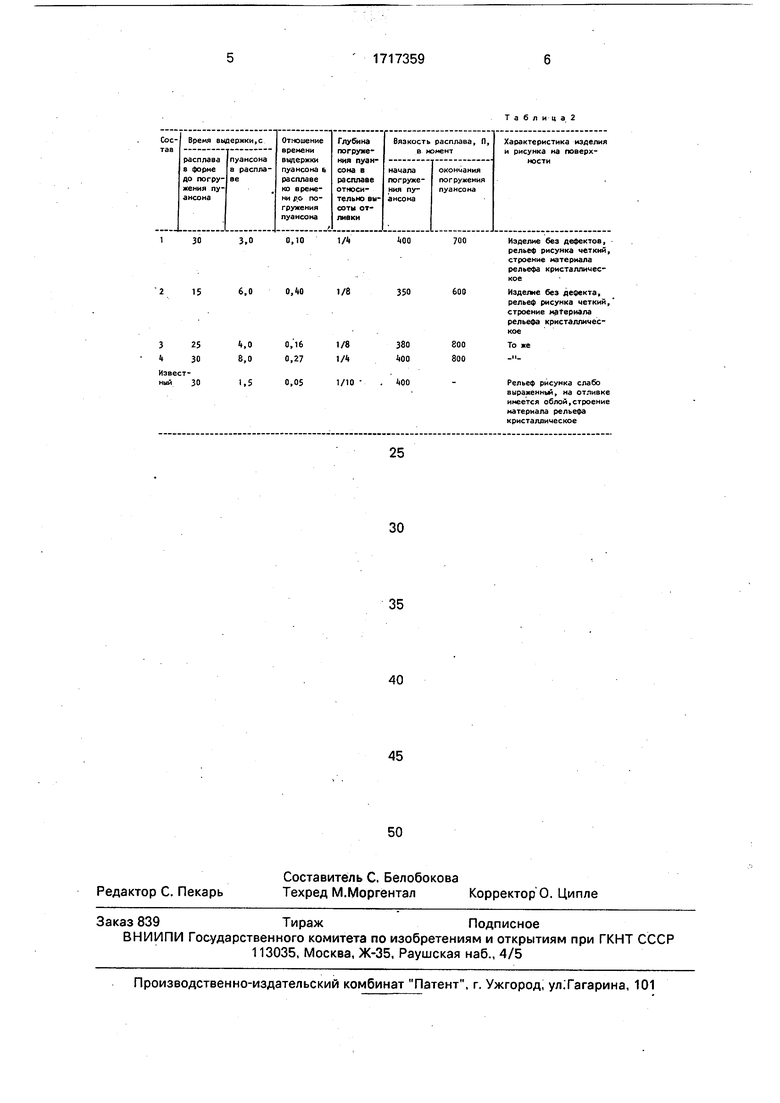
В табл. 2 приведены параметры осуществления способа.
Пример. На основе Ровенского базальта с добавкой доломита и магнезита (состав I) получают камнелитые плиты размером 180x115x18 мм,
Петрургический расплав при 1220° С заливают в открытые массивные металлические формы карусельной 40-позиционной машины. Заполнение формы расплавом производят на высоту, меньшую высоты полости формы на 4 мм. По истечении 30 с после заливки расплава в форму при вязкости поверхностных слоев 400 П производят погружение пуансона в затвердевакж1ую отливку на глубину 4,5 мм. Рабочая поверхность пуансона составляет 3/4 литьевой поверхности отливки и имеет рисунок. Время нахождения пуансона в отливке 3 с. При этом вязкость расплава достигает 700 П.
Для этой же отливки, но по истечении 15 с после заливки расплава в форму, при вязкости поверхностных слоев 350 П время нахождения пуансона,утопленного в отливке на глубину 3,5 мм, равнялось 6 с. Вязкость
расплава по окончании подпрессовки составляет 600 П.
На основе пироксенового порфирита с добавкой магнезита (состав 2) получают плиты 180x115x20 мм, при этом температура заливки 1240° С, время выдержки расплава в форме до погружения в отливку пуансона на глубину 2,5 мм составляет 25 с, вязкость поверхностных слоев достигает 380 П. Время нахождения пуансона в отливке составляет 4 с, а вязкость расплава увеличивается до 800 П.
На основе Ровенского базальта с добавкой горнблендита (состав 3) получают плиты
300x300x30 мм, при этом температура заливки 1220° С, расплав заливают в форму на высоту, меньшую высоты полости формы на б мм. Через 30 с после заливки расплава в форму и привязкости поверхностных слоев
отливки 400 П производят погружение пуансона в затвердевающую отливку на глубину 7,5 мм. Время нахождения пуансона в отливке 8 с вязкость расплава достигает 800 П.
Полученные плиточные изделия имеют
правильную геометрическую форму и четкий рельеф рисунка на литьевой поверхности,
Формула изобретения
Способ получения камнелитых изделий, включающий заливку расплава в металлическую форму, подпрессовку поверхности расплава с помощью пуансона, отличающийся тем, что, с целью получения высококачественного рисунка на поверхности отливки, подпрессовку производят через 15-30 с после заливки расплава в форму погружением пуансона на глубину, равную 1/8-1/4 высоты отливки, при этом отношение времени выдержки пуансона в расплаве ко времени до погружения пуансона равно 0,1-0,4.
45
Таблица 1
30
3,0
0,10
1/4
15
6,0
0,40
1/8
м
8,0 1,5
0,16 0,27
0,05
1/8 1Д
1/10
Таблиц а 2
700
600
800 800
Изделие без дефектов, рельеф рисунка четкий, строение материала рельефа кристаллическое
Изделие без дефекта, рельеф рисунка четкий, строение материала рельефа кристаллическое
То же и
Рельеф рисунка слабо выраженный, на отливке имеется облой,строение материала рельефа кристаллическое
| Способ изготовления рифленых камнелитых изделий | 1977 |
|
SU652133A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Проблемы каменного литья | |||
| Вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - Киев: Наукова думка, 1975, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
