Изобретение относится к промышленности строительных материалов и может быть использовано при комплексной механизации и автоматизации производства глиняного кирпича и керамических камней.
Целью изобретения является повышение надежности работы за счет обеспечения точной фиксации слоя.
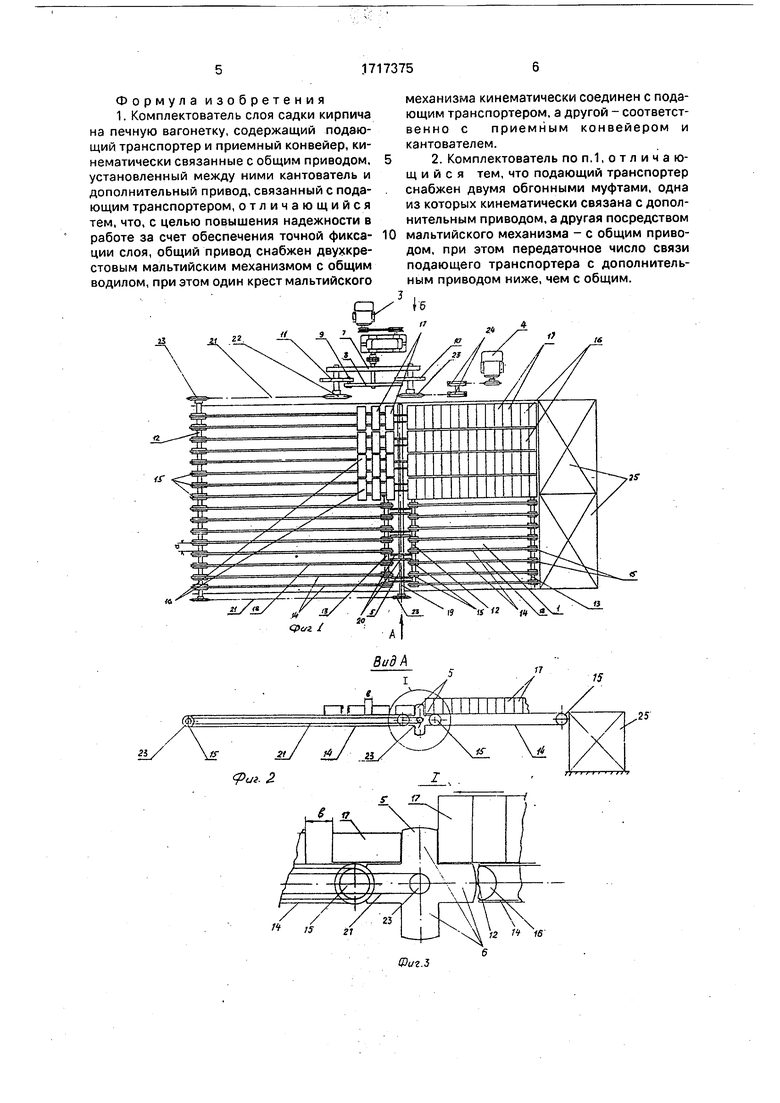
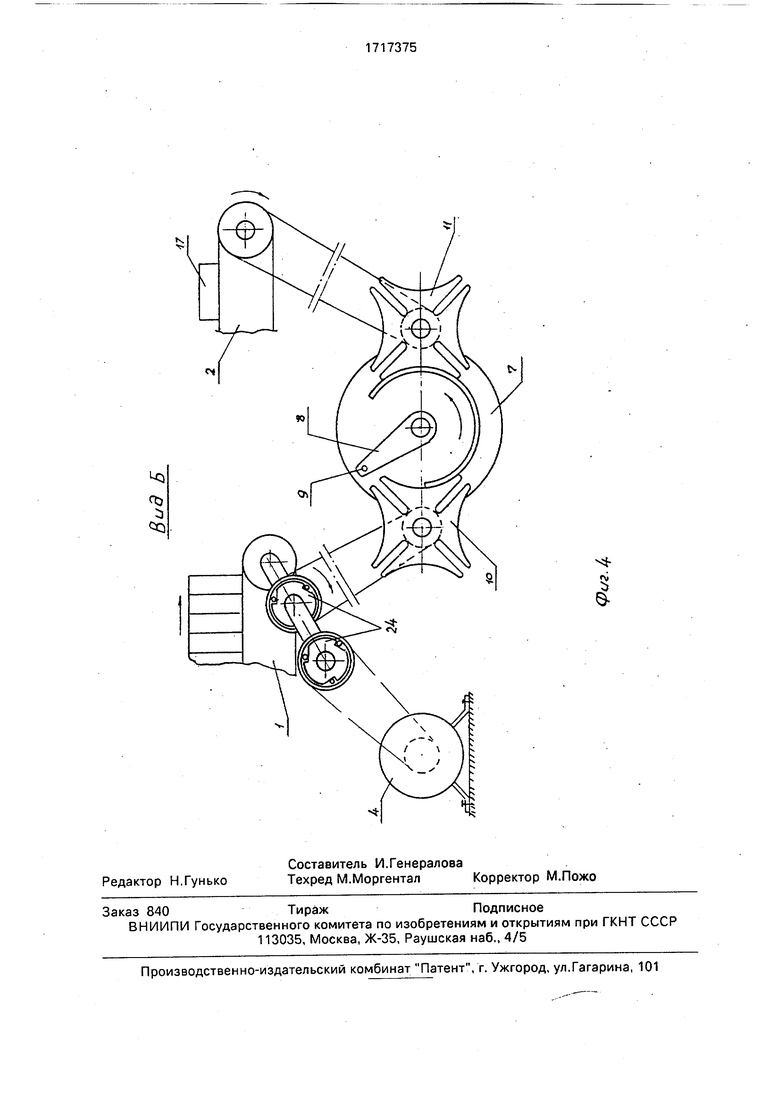
На фиг.1 изображен комплектователь слоя садки кирпича на печную вагонетку в момент укладки на приемный конвейер первых трех рядов кирпичей, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - узел I на фиг.2; на фиг.4 - вид Б на фиг.1.
Комплектователь слоя садки кирпичей на печную вагонетку состоит из подающего
транспортера 1, приемного конвейера 2,кинематически связанных с общим приводом 3, и дополнительного привода 4, связанного с транспортером 1. Между транспортером 1 и конвейером 2 установлен кантователь 5, на котором смонтированы ложементы 6. Общий привод 3 снабжен двухкрестовым мальтийским механизмом 7, состоящим из общего водила 8 с пальцем 9 и двух крестов 10 и 11. Подающий транспортер 1 и приемный конвейер имеют одинаковое конструктивное исполнение и каждый из них состоит из пары валов - ведущего 12 и ведомого 13, объединенных бесконечной лентой 14. Последняя может быть выполнена в виде группы цепных передач, связывающих валы
V|
00
а
12 и 13 посредством звездочек 15, размещенных на валах 12 и 13 с интервалом а. Интервал а определяется из условия обеспечения под каждым рядом 16 слоя садки кирпичей 17 не менее двух цепей 18 и из условия соблюдения технологического разрыва между рядами 16.
Кантователь 5 состоит из вала 19, на котором жестко смонтированы ложементы 6, объединенные в группы 20. Число групп 20 на валу 19 кантователя 5 равно количеству рядов 16 в слое садки, а число ложементов б в каждой группе 20 определяется из условия обеспечения величины технологических промежутков b между отдельными кирпичами 17 в ряду 16 слоя садки. Каждая группа 20 может быть выполнена из жестко посаженных на валу 19 круглых дисков с секторными вырезами, образующими ложементы 6, размещенных попарно в пределах интервала а между звездочками 15 соответствующего ряда 16. При этом верхние кромки горизонтально расположенных ложементов 6 находятся на одном уровне с поверхностью ленты 14, транспортера 1 и конвейера 2.
Крутящий момент с привода 3 передается на водило 8 мальтийского механизма 7, с крестом 10 которого кинематически связан транспортер 1, а с крестом 11 - конвейер 2 и кантователь 5, что может быть выполнено в виде цепной передачи 21, ведущие звездочки 22 которой расположены на осях крестов 10 и 11, а ведомые звездочки 23 - на ведущих валах 12 транспортера 1 и конвей- ера 2 и на валу 19 кантователя 5.
Подающий транспортер 1 может быть снабжен двумя обгонными муфтами 24, смонтированными на его ведущем валу 12. Одна из муфт 24 кинематически связана с дополнительным приводом 4, а другая посредством мальтийского механизма 7 - с общим приводом 3. При этом передаточное число связи подающего транспортера 1 с дополнительным приводом 4 ниже, чем с общим приводом 3.
Перед подающим транспортером 1 установлены площадки 25 для приема сушильных вагонеток с кирпичом 17.
Комплектователь слоя садки кирпичей на печную вагонетку работает следующим образом.
На площадки 25 устанавливает одну или несколько сушильных вагонеток с кирпичом 17. Толкателем слои кирпичей 17 с сушильной вагонетки сталкивают на ленту 14 подающего транспортера 1. Включают привод 3 который приводит в действие мальтийский механизм 7, водило 8 которого, вращаясь,
поочередно вступает во взаимодействие с крестами 10 и 11 и поворачивает каждый из них посредством пальца 9 на строго определенный угол. При этом с поворотом креста 10 происходит перемещение кинематически связанного с ним подающего транспортера 1, за счет чего на ложементы 6 кантователя 5 перемещается по одному кирпичу 17 с каждого ряда 16. С поворотом креста 11 происходит поворот кантователя 5 и перемещение конвейера 2 на один шаг, равный сумме размера кирпича 17 вдоль конвейера 2 и технологического промежутка в между кирпичами в слое садки. При этом осуществляется перенос кирпичей 17 ложементами 6 с подающего транспортера 1 на приемный конвейер 2 и их укладка на последний с промежутком в в рядах 16 слоя садки.
Привод 3 работает непрерывно и с периодическим вращением крестов 10 и 11 на приемный конвейер 2 последовательно укладываются партии кирпичей 17, образуя слой садки.
За счет высокой точности углов поворота крестов 10, 11 мальтийского механизма 7 строго выдерживаются промежутки в между кирпичами 17 в рядах 16 слоя садки, что обеспечивает высокую точность фиксации последнего, т.е. способствует повышению надежности работы комплектователя.
После укладки на приемный конвейер 2 последней партии кирпичей 17, что определяется выходом водила 8 из взаимодействия с крестом 11 в момент окончания формирования слоя садки, привод 3 отключается. Отключение привода 3 может производиться концевым выключателем при взаимодействии со смонтированным, например, на ленте 14 концевым упором. При этом время срабатывания концевого выключателя не влияет на точность остановки ленты 14 конвейера 2, так как в момент выключения привода 3 конвейер 2 находится в покое, поскольку водило 8 вышло из взаимодействия с крестом 11 мальтийского механизма 7. Групповым захватом сформированный слой садки снимают с конвейера 2 и укладывают на печную вагонетку.
Во время работы комплектователя, как показывает практика, могут образовываться разрывы между кирпичами 17 в рядах 16 на подающем транспортере 1. С целью устранения разрывов и, тем самым, повышения надежности работы комплектователя при необходимости включают дополнительный привод4, что обеспечивает ускоренную подачу кирпичей 17 на ложементы 6 кантователя 5 и устраняет разрывы.
Формула изобретения 1. Комплектователь слоя садки кирпича на печную вагонетку, содержащий подающий транспортер и приемный конвейер, кинематически связанные с общим приводом, установленный между ними кантователь и дополнительный привод, связанный с подающим транспортером, отличающийся тем, что, с целью повышения надежности в работе за счет обеспечения точной фиксации слоя, общий привод снабжен двухкре- стовым мальтийским механизмом с общим водилом, при этом один крест мальтийского
а
/
механизма кинематически соединен с подающим транспортером, а другой - соответст- венно с приемным конвейером и кантователем.
52. Комплектователь по п. 1. о т л и ч а ющ и и с я тем, что подающий транспортер снабжен двумя обгонными муфтами, одна из которых кинематически связана с дополнительным приводом, а другая посредством
10 мальтийского механизма - с общим приводом, при этом передаточное число связи подающего транспортера с дополнительным приводом ниже, чем с общим.
5 I,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| Установка для садки керамических дренажных труб на печные вагонетки | 1982 |
|
SU1073104A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1978 |
|
SU753648A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Устройство для садки керамических изделий на печную вагонетку | 1989 |
|
SU1789340A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Установка для садки кирпича на печные вагонетки | 1990 |
|
SU1738671A1 |
Изобретение относится к промышленности строительных материалов и может быть использовано при комплексной механизации и автоматизации производства глиняного кирпича и керамических камней методом пластического формования. Цель изобретения - повышение надежности в работе за счет обеспечения точной фиксации слоя. Комплектователь состоит из подающего транспортера, приемного конвейера и привода. Между транспортером и конвейером установлен кантователь с ложементами. Привод снабжен двухкрестовым мальтийским механизмом с общим водилом и крестами. С первым крестом кинематически связан транспортер, со вторым крестом - кантователь и конвейер. Перед транспортером установлены площадки для приема вагонеток с кирпичом. Кирпич с установленных на площадках сушильных вагонеток сталкивают слоями толкателем на подающий транспортёр. Включают привод, который приводит в действие мальтийский механизм, водило которого, вращаясь, поочередно поворачивает кресты. С поворотом первого креста перемещается транспортер, что обеспечивает подачу кирпича на ложементы кантователя.С поворотом второго креста одновременно перемещается конвейер и вращается кантователь, что обеспечивает перемещение кирпича с транспортера и его укладку с промежутками на конвейер. 1 з.п.ф-лы, 4 ил. СО С
Bad A
2 « V
Фиг.З
I
| Автомат для садки кирпича на печные вагонетки | 1976 |
|
SU686955A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
