Известна листоправйльная машина, устанавливаемая в непрерывной линии .производства листа, которая смонтирована на направляющих плитовинах и в случае необходимости может быть сдвинута с линии потока металла с помощью электродвигателя, редуктора и винтовой передачи. Машина состоит из станины, траверсы, подушек, комплекта верхних .и нижних опорных и рабочих валков, нажимного устройства для перемещения траверсы, проводок ,и т. д.
Отличие описываемой машины состоит в том, что она снабжена механизмом для вертикального перемещения комплекта нижних валков и съемной секцией транспортного рольганга, устанавливаемого над опущенными нижними валкамн. Это позволяет производить сквозное транспортирование металла без передвижения машины с линии правки.
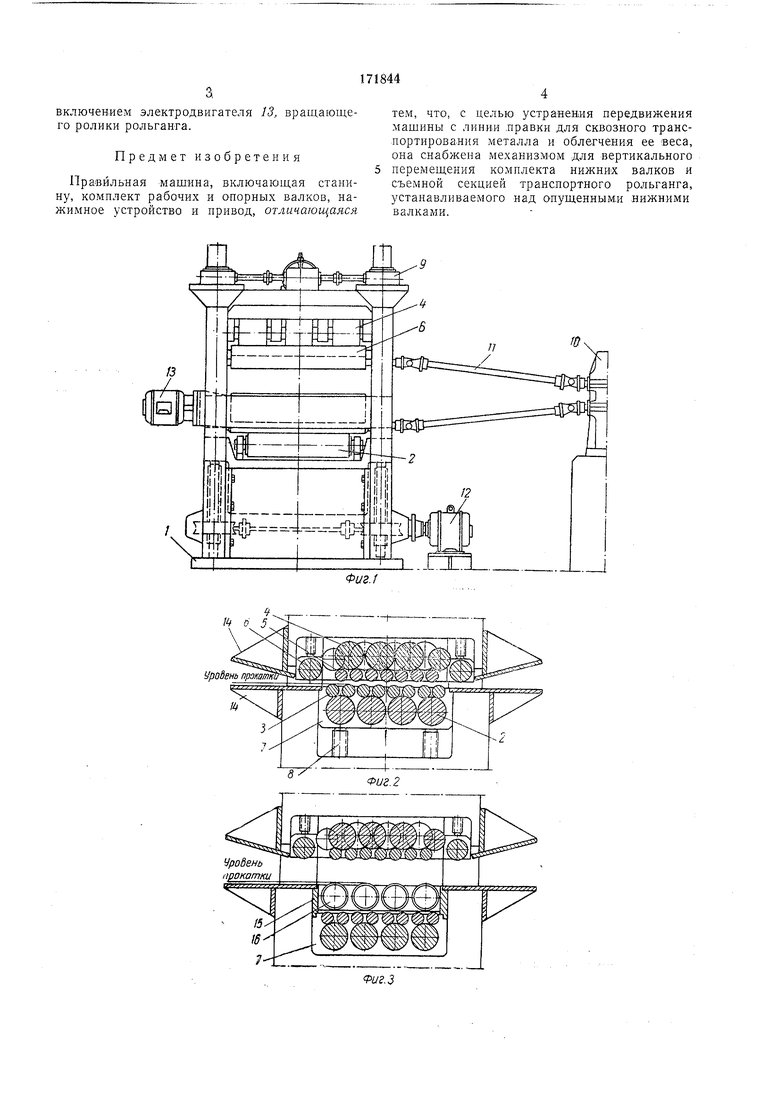
На фиг. 1 изображена описываемая машина, вид спереди; на фиг. 2 - машина без транспортного рольганга в поперечном разрезе; на фиг. 3 - машина с транспортным рольгангом в поперечном разрезе.
Машина состоит из станины /; комплектов нижних опорных валков 2, нижних ;рабочих валков 3, верхних опорных валков 4, верхних рабочих валков 5; направляющих валков 6; опорной балки 7 нижних валков; винтов 8 для перемещения нижних валков; механизма 9 установки верхних валков; шестеренной клети 10; шарнирных шпинделей 11; электродвигателя 12 механизма установки нижних валков; электродвигателя 13 транспортного рольганга; проводок 14; рамы секции транспортного рольганга 15 и главного привода мащины.
Когда машина должна править металл, опорная балка 7 комплекта нижних опорных валков 2 при помощи винтов 8 подтип мается
так, чтобы верхняя кромка нижних рабочих валков 5 находилась на уровне прокатки. Механизмом 9 верхние валки настраиваются на требуемую толщину правимого листа и включением главного Привода осуществляется
правка металла, подаваемого в машину.
В том случае, когда машина не должна производить лравку металла, опорная балка 7 винтами 8 устанавливается в нижнее крайнее положение, верхние валки занимают верхнее
крайнее положение. На опорную балку 7 устанавливается рама секции транспортного рольганга /5. При этом верхняя кромка роликов 16 транспортного рольганга находится на уровне прокатки.
Один из роликов рольганга приводится во вращение фланцевым двигателем, а остальные - зубчатой передачей. Транспортирование металла через «правйль
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Устройство для отделения листовой заготовки от стопы и подачи ее к обрабатывающей машине | 1987 |
|
SU1397128A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБРАБОТАННЫХ ЛИСТОВЫХ | 1973 |
|
SU368075A1 |
| ПРОКАТНЫЙ СТАН | 1973 |
|
SU407596A1 |
| Установка для отпуска кромок листов | 1990 |
|
SU1775483A1 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
| БЕССТАНИННАЯ ПРОКАТНАЯ КЛЕТЬ | 1965 |
|
SU174138A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
