Известны станки для закалки деталей током высокой частоты, состоящие из механизма для транспортирования изделий, питающего поворотного барабана, индуктора, приводного механизма и пульта управления.
Особенность описываемого станка заключается в том, что механизм перемещения деталей с поворотного стола в индуктор и из него выполнен в виде подъемно-поворотной копсоли, несущей электромагнитпый захват, соединенной при помощи шестеренчатых и рычажных передач с приводом вращения загрузочного стола и копиров, связанных с датчиками включения индуктора и механизма ггодачи воды. Это увеличивает производительность станка.
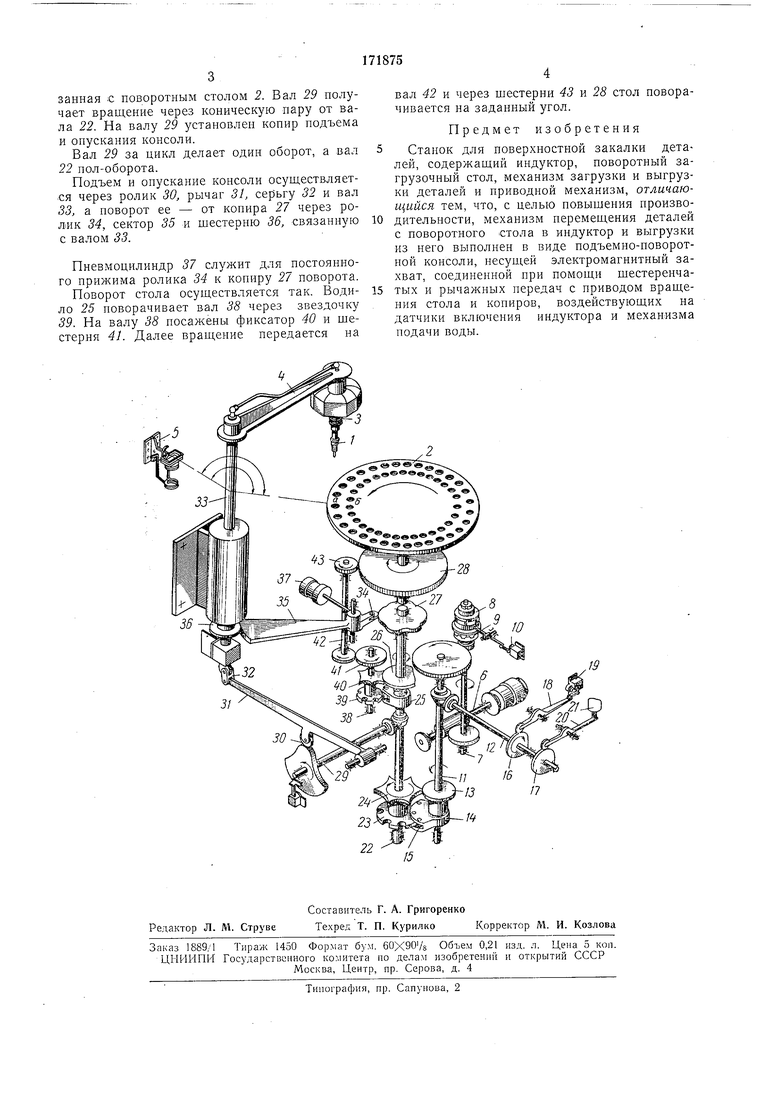
На чертеже приведена кинематическая схема станка.
Закаливаемые детали / загружаются на прерывисто вращающийся стол 2 в два ряда- а и б. Со стола деталь из ряда а берется электромагнитом 3, укрепленным на подъемно-поворотной копсоли 4, поднимается и поворачивается к индуктору 5 и опускается в зону нагрева. После поверхностного нагрева деталь охлаждается водой, поступающей через отверстия в витках индуктора. Закаленная деталь ноднимается из индуктора консолью и Сбрасывается в лоток. Затем консоль поворачивается и берет следующую деталь из
ряда б, и цикл повторяется. После закалки двух первых деталей стол поворачивается и подает па загрузку следующие две детали и т. д.
В,се перемепд,ения копсоли, поворот стола, время нагрева и охлаждения (закалки) осуществляются от механического привода. Электродвигатель приводит во вращение вал 6, имеющий червяк и зубчатое колесо лТ.ля
разбрызгивания масла. От червяка движение передается на вал 7 через червячное колесо. На валу 7 установлены сменная шестерня и предохранительная муфта 8, которая через рычаг 9 и конечный выключатель 10 отключает станок при перегрузках. Через сменную шестерню движение передается на вал /7, на котором посажена коническая шестерня, передающая вращение на вал 12, фиксатор 13 и водило М с роликом 15. На валу 12 установлепы копир нагрева 16 и копир охлаждения 17. Нагрев включается и отключается через рычаг 18 и датчик 19. Подача закалочной воды регулируется посредством рычага 20 и пневматического датчика 21. Вал 22 получает вращение через звездочку 23 от водила 14.
На валу 22 укреплены ф1ксатор 24, коническая шестерня, водило 25, ф.иксатор 26 и копир 27 поворота копсоли. На оси вала 22
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙI | 1971 |
|
SU301362A1 |
| АВТОМАТ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ И ОТПУСКА СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1968 |
|
SU206613A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ С НАГРЕВОЛ\ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1970 |
|
SU432206A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| Установка для закаливания деталей | 1991 |
|
SU1826991A3 |
| СТАНОК ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1971 |
|
SU312883A1 |
| Автоматическая поточная линия для наплавки фасонных дисков | 1988 |
|
SU1544543A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
