Изобретение относится к технике нанесения покрытий, в частности распылением методом мокрый по мокрому, и может быть использовано в любой отрасли про- мышленности.
Цель изобретения - сокращение габаритов линии по длине и снижение энергозатрат.
На фиг. 1 схематически изображена линия окрашивания изделия; на фиг. 2 -установка для нанесения покрытий, поперечный разрез; на фиг. 3 - разрез А-А на фиг. 2.
Линия окрашивания изделий содержит подвесной конвейер 1 и расположенные по ходу его агрегат 2 обработки поверхности, сушильную камеру 3 от влаги, камеру 4 нанесения первого и второго покрытия, сушильную камеру 5 и камеру охлаждения 6.
Камера 4 для нанесения покрытий включает осадочную ванну 7, расположенные по обеим продольным сторонам гидрофильтры 8, 9с вытяжными вентиляторами 10, 11 напольную решетку 12 с водоомываемыми лотками 13, 14, распылители 15, 16, соединенные с системами подачи наносимого материала (не показано), и систему приточной вентиляции 17 с фильтром 18 для очистки воздуха.
В центральной части камеры 4 размещен короб 19 для межслойной выдержки покрытий, соединенный посредством воздухоотвода 20 с источником подачи теплового воздуха (например, после термо§ ч
v|
каталитической очистки воздуха от сушильной установки, не показан) и снабженный по наружным сторонам омываемыми экранами 21.22.
Гидрофильтры 8, 9 и экраны 21,22 соединены с системой подачи воды 23.
Короб 19 имеет транспортные проемы 24 и выполнен с двойными стенками, внутренние из которых (стенки 25) имеют регулируемые щели 26.
Конвейер снабжен поворотными устройствами 27, например, в виде звездочек, размещенных перед транспортными проемами 24 короба 19 и обеспечивающих поворот конвейера на 180° на входе и выходе из короба 19, и поворотными подвесками 28 для вращения изделий 29.
Линия окрашивания изделий работает следующим образом.
Изделия 29 перемещают конвейером 1 последовательно через агрегат 2 обработки поверхности, сушильную камеру 3 от влаги, при необходимости через камеру охлаждения (не показано), камеру 4 нанесения покрытий.
При подходе изделия 29 в зону действия распылителя 15 наносится первый слой покрытия при одновременном вращении изделия.
Затечм изделие 29 после поворота конвейера 1 на 180° поступает в короб 19 для выдержки.
При подаче в короб 19 вентиляционного воздуха изделие 29 обдувается воздушными струями, выходящими из регулируемых щелей 26 под разным углом к поверхности изделия..
Затем после второго поворота конвейера 1 изделие поступает в зону действия распылителя 16, где наносится второй слой покрытия (метод мокрый по мокрому при нанесении одного вида материала).
В зависимости от степени подогрева воздуха, подаваемого в короб 19, происходит подсушка первого покрытия и нанесение второго покрытия возможно другим
видом покрывного материала (например, грунт и эмаль).
Затем изделия 29 поступают в сушильную камеру 5 и после охлаждения в камере
6 поступают на разгрузку.
Таким образом, размещение установки для нанесения второго покрытия параллельно установке для нанесения первого покрытия с объединением их в единую камеру, в
центре которой расположен короб для выдержки покрытия, позволяет уменьшить по длине габариты линии.
При этом за счет уменьшения габаритов камеры нанесения покрытий и уменьшения
количества проемов, через- которые подсасывается воздух из цеха, уменьшается количество отсасываемого воздуха, что приводит к снижению мощности вентиляционных установок камеры и цеха.
Фор мула изобретения
1.Линия окрашивания изделий, содержащая подвесной конвейер с подвесками для изделий, расположенные по ходу конвейера агрегат обработки поверхности, сушильную камеру, установки нанесения первого и второго покрытия с распылителями, соединённые камерой выдержки, сушильную камеру, отличающаяся тем, что, с целью сокращения габаритов линии
по длине и снижения ее энергозатрат, установки для нанесения первого и второго покрытия расположены напротив друг друга и объединены в единую камеру, а камера выдержки расположена в центральной ее
части и выполнена в виде короба с транспортными проемами, а конвейер выполнен с петлеобразной трассой, проходящей через короб..
2.Линия по п. 1,отличающаяся тем, что короб снабжен водоомываемыми
экранами на наружных сторонах.
3.Линия по п. 1, от л и ч а ю ща я с я тем, что короб выполнен с двойными стенками, полость между которыми соединена с
источником подачи теплого воздуха, а внутренние стенки имеют щели.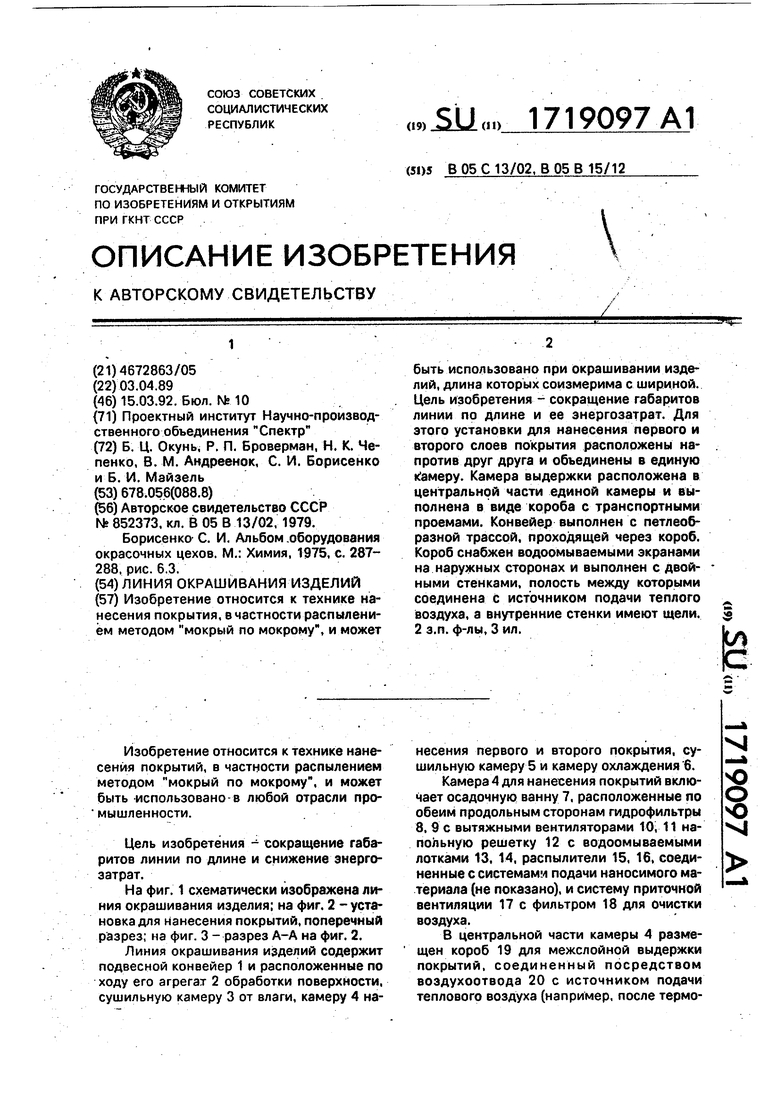
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для окрашивания изделий | 1986 |
|
SU1407572A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
| Установка для окрашивания изделий | 1988 |
|
SU1537306A1 |
| Линия для окрашивания изделий | 1989 |
|
SU1752443A1 |
| Линия окрашивания изделий | 1988 |
|
SU1577867A1 |
| Установка для окраски и сушки крупногабаритных изделий | 1989 |
|
SU1741921A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ И СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1990 |
|
RU2011429C1 |
| Камера для маркировки длинномерныхиздЕлий | 1979 |
|
SU835526A1 |
| Установка для многослойной окраски изделий | 1980 |
|
SU887026A1 |
| Окрасочная камера | 1981 |
|
SU956045A1 |

Изобретение относится к технике нанесения покрытия, в частности распылением методом мокрый по мокрому, и может быть использовано при окрашивании изделий, длина которых соизмерима с шириной. Цель изобретения - сокращение габаритов линии по длине и ее энергозатрат. Для этого установки для нанесения первого и второго слоев покрытия расположены напротив друг друга и объединены в единую Камеру. Камера выдержки расположена в центральной части единой камеры и выполнена в виде короба с транспортными проемами. Конвейер выполнен с петлеобразной трассой, проходящей через короб. Короб снабжен водоомываемыми экранами на наружных сторонах и выполнен с двойными стенками, полость между которыми соединена с источником подачи теплого воздуха, а внутренние стенки имеют щели. 2 з.п. ф-лы, 3 ил.
фиг.1
12 tS
8 15
Фиг. 2
фие.З
| Малярно-сушильный агрегат окраскиКРупНОгАбАРиТНыХ издЕлий СТРуйНыМОблиВОМ | 1979 |
|
SU852373A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Борисенко С | |||
| И | |||
| Альбом .оборудования окрасочных цехов | |||
| М.: Химия, 1975, с | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖЕЙ ДЛЯ ОДНООБРАЗНОЙ РАСКРОЙКИ ПРЕДМЕТОВ ОДЕЖДЫ | 1919 |
|
SU287A1 |
| рис | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
