Изобретение относится к устройствам для защиты зоны сварки от окружающей среды, преимущественно при контактной стыковой сварке оплавлением.
Цель изобретения - повышение производительности сварки за счет исключения операции очистки устройства для защиты зоны сварки от налипших брызг металла.
Поставленная цель достигается тем, что в устройстве для защиты зоны контактной стыковой сварки от окружающей среды, содержащем корпус, состоящий из внутренней и наружной стенок, образующих полость для.охлаждения жидкости, толщину д внутренней стенки корпуса устанавливают в пределах
Ki -1/Е ,
где Е - модуль упругости Юнга материала внутренней стенки корпуса, Н/м2;
А- коэффициент теплопроводности материала внутренней стенки корпуса, Вт/м К:
Ki - коэффициент пропорциональности, Kt-3,5 10Гм/Н;
Кг - коэффициент пропорциональности, К/Вт.
При наличии интенсивного охлаждения стенки камеры, обращенной к зоне сварки, толщина которой установлена в пределах от 3,5 10 величины, обратной модулю упругости Юнга, до 5 коэффициента теплопроводности материала стенки, предотвращается налипание брызг расплавленного металла за счет практически мгновенного их охлаждения при попадании на поверхность этой стенки, и в то же время обеспечивается ее достаточная жесткость Это позволяет исключить операцию механи-. ческой очистки полости камеры от корки на- липших брызг и увеличить производительность сварки при одновременном обеспечении эксплуатационной надежности защитной камеры.
Одним из условий сцепления между жидким и твердым, металлом является взаимное смачивание, которое облегчается при повышении температуры. Поэтому налипание брызг расплавленного металла, образующихся в процессе оплавления, тем меньше, чем ниже температура стенки камеры, обращенной к зоне сварки, т. е. чем выше интенсивность теплоотвода с поверхности этой стенки.
сл
с
XI
аД
о 5
Јь
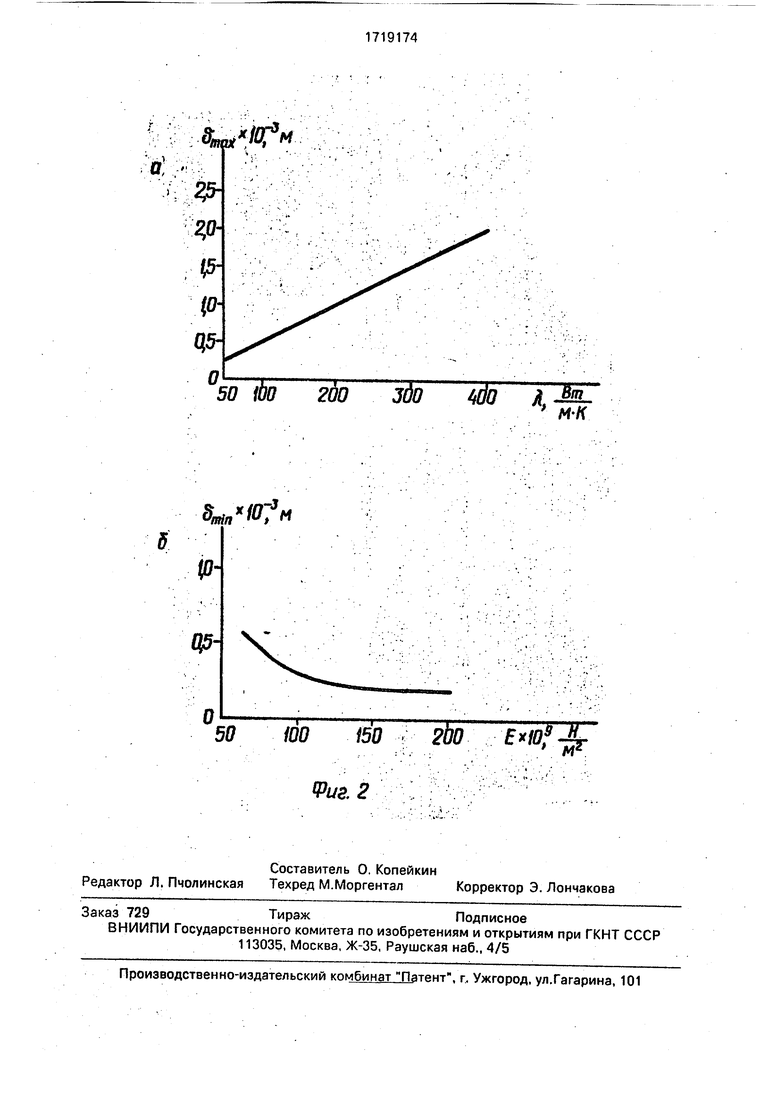
Определение минимальной толщины 5min. при которой сохраняется жесткость стенки камеры под воздействием потока быстролетящих частиц расплавленного металла, образующихся при контактной сты- ковой сварке оплавлением, производилось экспериментально. Полученные данные показали, что эта величина обратно пропорци- ональна модулю .упругости Юнга Ё материала стенки
1/Е, где К2 - коэффициент пропорциональности.
Экспериментально путем изменения толщины водоохлаждаемых пластин из различных материалов, определено значение коэффициента Ki, которое равно 3,5 107м/Н.
Таким образом, минимальная толщина принудительно охлаждаемой стенки камеры, обращенной к зоне контактной стыковой сварки оплавлением, при которой обеспечивается жесткость стенки камеры под воздействием потока быстролетящих частиц расплавленного металла, составляет 3,5 107 величины, обратной модулю упругости Юнга материала стенки.
При меньшей толщине жесткость стенки оказывается недостаточной, что приводит к местной пластической деформации стенки и, в конечном итоге, к налипанию брызг на внутреннюю поверхность камеры.
Таким образом, толщину внутренней принудительно охлаждаемой стенки камеры следует выбирать в пределах от 3,5х хЮ7 величины, обратной модулю упругости Юнга материала стенки, до 5,0 10 коэф- фициента теплопроводности этого материала.
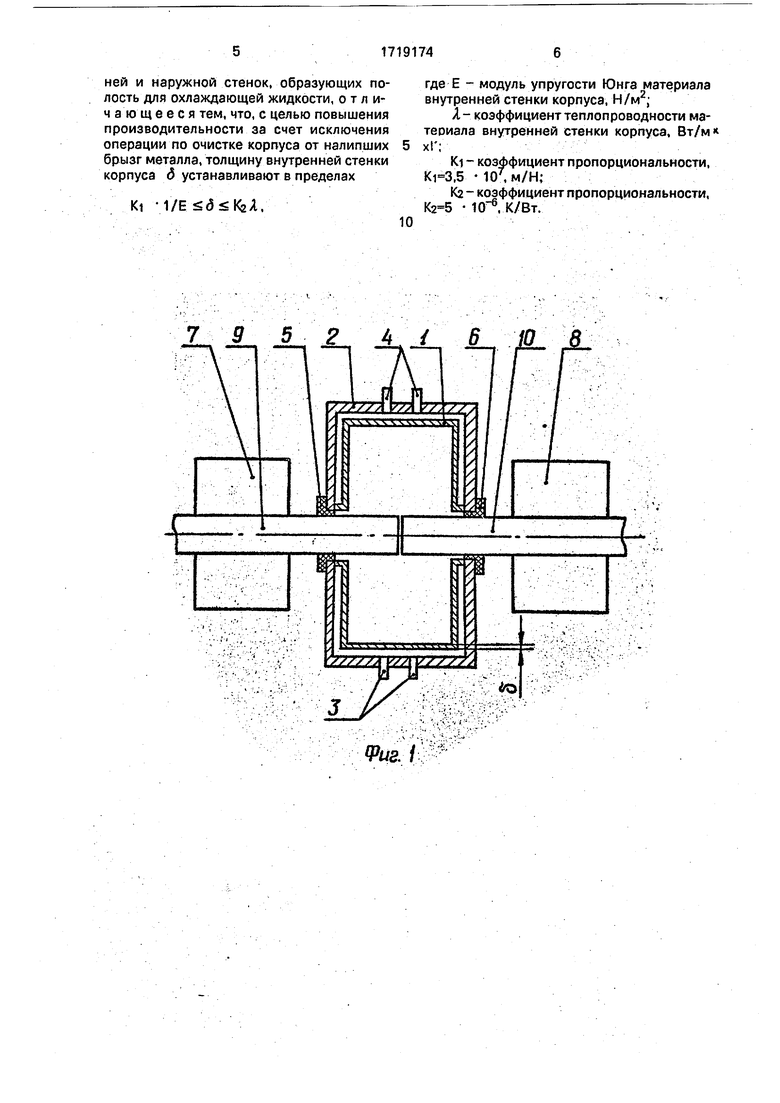
На фиг. 1 представлена принципиальная конструкция защитной камеры для контактной стыковой сварки оплавлением; на фиг.-2а- графическая зависимость для определения максимальной толщины внутренней стенки камеры, причем 5тах - максимальная толщина стенки; Я- коэффициент тепяопроводности; на фиг. 26 - гра- фическая зависимость для определения минимальной толщины внутренней стенки камеры, причем dmin-минимальная толщина стенки; Е - модуль упругости Юнга.
Защитная камера состоит из внутрен- ней 1 и наружной 2 стенок, между которыми, выполнена полость для подачи охлаждающей жидкости через штуцера 3 и 4. С целью предотвращения шунтирования сварочного тока через стенки камера снабжена элект- роизоляционными вставками 5 и 6. Перед сваркой камера устанавливается между то- коподводящими зажимами 7 и 8 сварочной машины на свариваемые детали 9 и 10.
В полость между внутренней 1 и наружной 2 стенками камеры подается охлаждающая жидкость через штуцера 3 и 4. На токоподводящие зажимы 7 и 8 подается сварочное напряжение и начинается сварка. После окончания сварки сваренные детали извлекаются из камеры, при этом закристаллизовавшиеся брызги металла при раскрытии камеры высыпаются наружу.
Примером конкретного применения предлагаемого изобретения может служить камера для защиты сварки от кислорода воздуха, применяемая на сварочной машине К-584М при сварке труб 0219 мм.
Внутреннюю стенку 1 камеры выполняют из катанной меди, модуль упругости Юнга которой 109 Н/м2 и коэффициент теплопроводности Я 389, 6 Вт/м К. Минимальная толщина стенки (,32 мм, максимальная толщина внутренней стенки
,95мм.
Было изготовлено 5 экспериментальных камер с толщиной внутренней стенки 0,32; 1,95; 1; 0,25 и 2,5 мм. Было проведено по 6-8 сварок в каждой камере. Визуальный осмотр камер после проведенных опытов показал, что на внутренней поверхности камер с толщиной стенки 0,32; 1,95 и 1 мм налипания брызг металла не происходит, при толщине стенки 2,5 мм брызги налипают, при толщине стенки 0,25 мм брызги налипали после 2-3 сварок вследствие образования на поверхности многочисленных углублений от соударения с быстроле- тящими частицами металла.
Таким образом, при сварке в камерах с толщиной внутренней стенки в пределах 0,32 - 1,95мм брызги не налипали, при этом закристаллизовавшиеся брызги металла, скапливающиеся в нижней части камеры, удаляли при открытии камеры для извлечения сваренных деталей. Благодаря этому не требуется механической очистки внутренней полости камеры от корки брызг, что позволяет повысить производительность сварки.
При применении предлагаемого устройства производительность машины составляет 10 стыков/ч, так как нет необходимости в очистке камеры от брызг после каждой сварки, т. в; предлагаемое техническое решение обеспечивает выпуск одинакового количества продукции с известной машиной, используя при этом одну установку вместо двух.
Формула изобретения Устройство для защиты зоны контактной стыковой сварки от окружающей среды, содержащее корпус, состоящий из внутренней и наружной стенок, образующих полость для охлаждающей жидкости, о т л и- ч а ю щ е е с я тем, что, с целью повышения производительности за счет исключения операции по очистке корпуса от налипших брызг металла/толщину внутренней стенки корпуса д устанавливают в пределах
Ki -1/E .
где Е - модуль упругости Юнга материала внутренней стенки корпуса, Н/м2;
А- коэффициент теплопроводности материала внутренней стенки корпуса, Вт/м
хГ;
KI - коэффициент пропорциональности, .5 Ю7, м/Н;
К2 - коэффициент пропорциональности, 1(Г6. К/Вт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла и устройство для его осуществления | 1990 |
|
SU1780959A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1479234A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1593836A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1590274A1 |
| Защитная камера для сварки | 1989 |
|
SU1673343A1 |
| Камера для контактной стыковой сварки оплавлением | 1989 |
|
SU1691001A1 |
| Устройство для защиты контактных стыковых сварочных машин от искр и брызг расплавленного металла | 1986 |
|
SU1324796A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1722740A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Способ внутреннего уплотнения трубопроводов при сварке и устройство для его осуществления | 1988 |
|
SU1581511A1 |
Изобретение относится к устройствам для защиты зоны сварки от окружающей среды преимущественно при контактной стыковой сварке оплавлением. Цель изобретения - повышение производительности за счет исключения операции по очистке корпуса от налипания брызг металла. Камера состоит из внутренней и наружной стенок, между которыми выполнена полость для подачи охлаждающей жидкости. Толщину внутренней стенки устанавливают в определенных пределах. 2 ил.
7 9
Фиг /
iotfff
а
50 WO 200 300 т
0
50
100
2 Вт
-Tili.
150
2bO
м
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1479234A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
