Изобретение относится к устройствам для укладки на сушильные вагонетки пластичных сырцовых огнеупорных изделий и может быть использовано в огнеупорной, керамической, строительной промышленности.
Целью изобретения является повышение производительности и качества изделий.
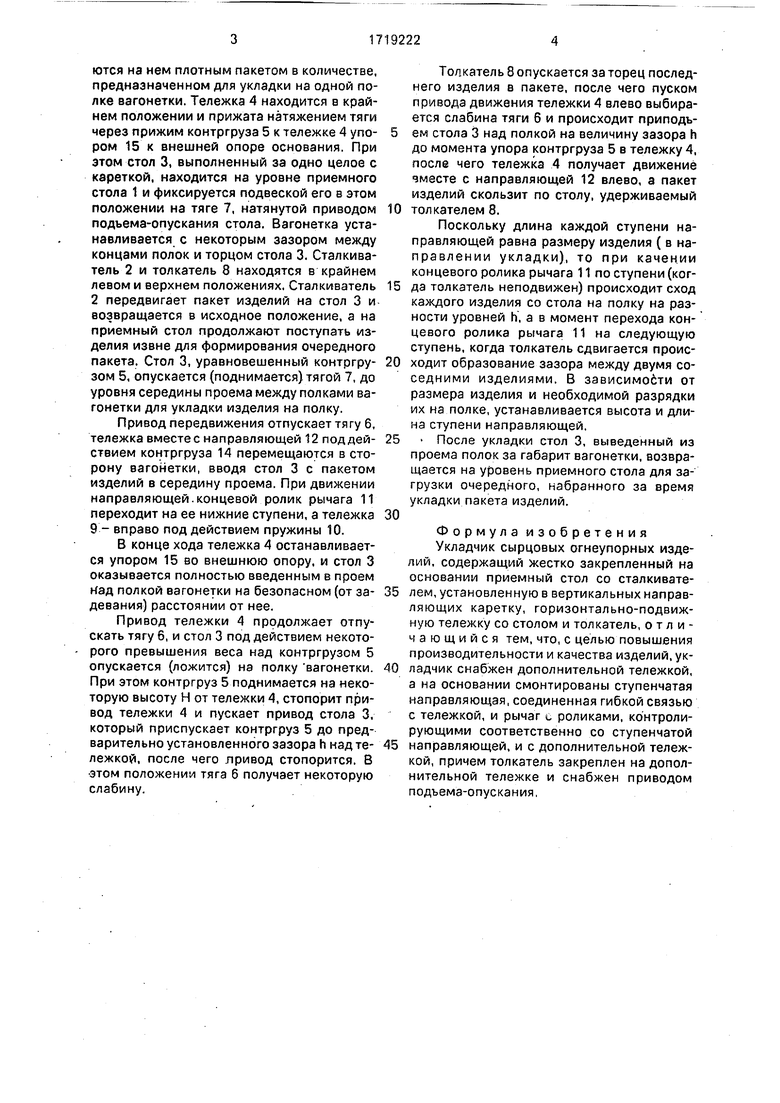
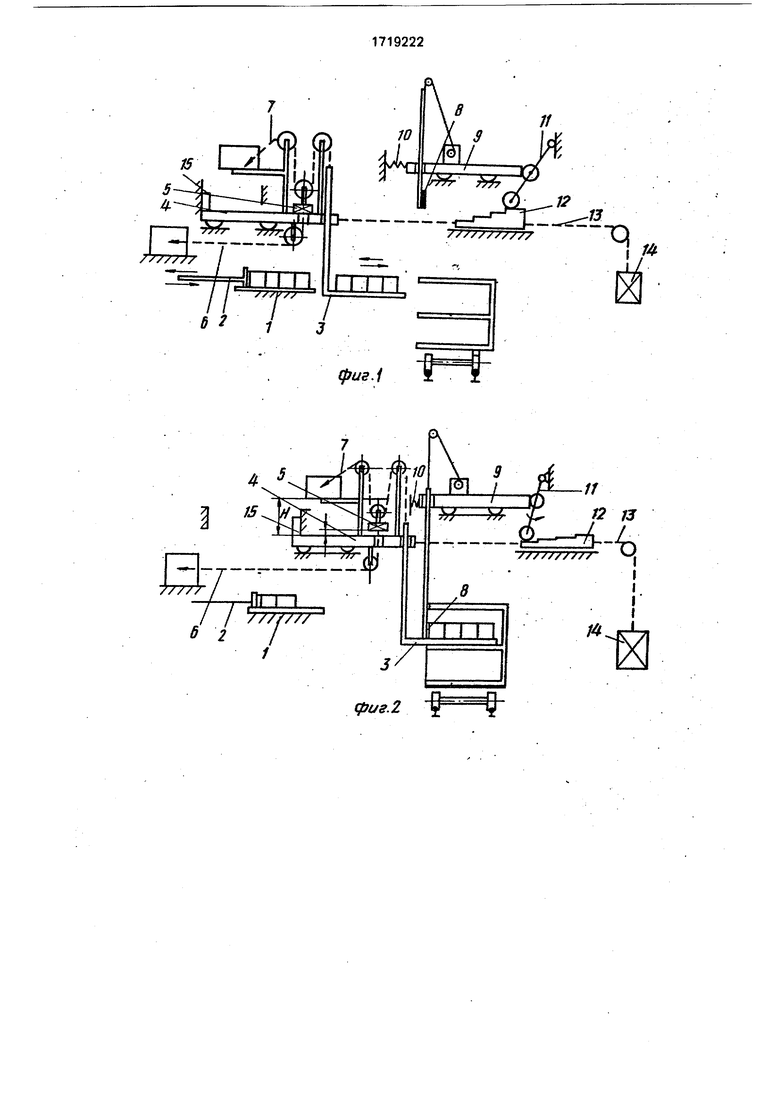
На фиг. 1 схематично представлен укладчик в исходном положении; на фиг. 2 -то же, перед укладкой на полку; на фиг. 3 - то же, при укладке на полку.
Укладчик содержит приемный стол 1, сталкиватель 2, каретку с подъемно- опускным столом 3, установленным в вертикальных направляющих тележки 4, фиксирующих контр-груз 5, закрепленный на гибкой тяге 6, которая соединяет тележку
.4 с приводом ее передвижения, гибкая тяга 7 соединяет стол 3 с приводом его подъема- опускания, расположенным на тележке 4. через отклоняющие устройства (блоки, звездочки).
Подъемно-опускной толкатель 8 закреплен на дополнительной тележке 9, постоянно прижат пружиной 10 к среднему ролику рычага 11, Концевой ролик рычага 11 опирается на ступенчатую направляющую 12, соединенную гибкой связью 13 с тележкой 4, которые находятся под постоянной натяжкой контр-груза 14; упор 15 тележки 4 фиксирует ее в конечных положениях. Перемещение толкателя 8 осуществляется приводом. Укладчик работает следующим образом.
Изделия, непрерывно поступающие к укладчику на приемный стол 1, накапливаЮ
to
Ю
го
ются на нем плотным пакетом в количестве, предназначенном для укладки на одной полке вагонетки. Тележка 4 находится в крайнем положении и прижата натяжением тяги через прижим контргруза 5 к тележке 4 упором 15 к внешней опоре основания. При этом стол 3, выполненный за одно целое с кареткой, находится на уровне приемного стола 1 и фиксируется подвеской его в этом положении на тяге 7, натянутой приводом подъема-опускания стола. Вагонетка устанавливается с некоторым зазором между концами полок и торцом стола 3. Сталкива- тель 2 и толкатель 8 находятся в крайнем левом и верхнем положениях. Сталкиватель 2 передвигает пакет изделий на стол 3 и возвращается в исходное положение, а на приемный стол продолжают поступать изделия извне для формирования очередного пакета. Стол 3, уравновешенный контргрузом 5, опускается (поднимается) тягой 7, до уровня середины проема между полками вагонетки для укладки изделия на полку.
Привод передвижения отпускает тягу 6, тележка вместе с направляющей 12 поддей- ствием контргруза 14 перемещаются в сторону вагонетки, вводя стол 3 с пакетом изделий в середину проема. При движении направляющей.концевой ролик рычага 11 переходит на ее нижние ступени, а тележка 9 - вправо под действием пружины 10.
В конце хода тележка 4 останавливается упором 15 во внешнюю опору, и стол 3 оказывается полностью введенным в проем Над полкой вагонетки на безопасном (от задевания) расстоянии от нее.
Привод тележки 4 продолжает отпускать тягу 6, и стол 3 под действием некоторого превышения веса над контргрузом 5 опускается (ложится) на полку вагонетки. При этом контргруз 5 поднимается на некоторую высоту Н от тележки 4, стопорит привод тележки 4 и пускает привод стола 3, который приспускает контргруз 5 до предварительно установленного зазора h над тележкой, после чего лривод стопорится. В этом положении тяга 6 получает некоторую слабину.
Толкатель 8 опускается за торец последнего изделия в пакете, после чего пуском привода движения тележки 4 влево выбирается слабина тяги 6 и происходит приподьем стола 3 над полкой на величину зазора h до момента упора контргруза 5 в тележку 4, после чего тележка 4 получает движение чместе с направляющей 12 влево, а пакет изделий скользит по столу, удерживаемый
толкателем 8.
Поскольку длина каждой ступени направляющей равна размеру изделия ( в направлении укладки), то при качении концевого ролика рычага 11 по ступени (когда толкатель неподвижен) происходит сход каждого изделия со стола на полку на разности уровней h, а в момент перехода концевого ролика рычага 11 на следующую ступень, когда толкатель сдвигается происходит образование зазора между двумя соседними изделиями. В зависимости от размера изделия и необходимой разрядки их на полке, устанавливается высота и длина ступени направляющей.
После укладки стол 3, выведенный из проема полок за габарит вагонетки, возвращается на уровень приемного стола для загрузки очередного, набранного за время укладки пакета изделий.
Формула изобретения Укладчик сырцовых огнеупорных изделий, содержащий жестко закрепленный на основании приемный стол со сталкивателем, установленную в вертикальных направляющих каретку, горизонтально-подвижную тележку со столом и толкатель, отличающийся тем, что, с целью повышения производительности и качества изделий, укладчик снабжен дополнительной тележкой, а на основании смонтированы ступенчатая направляющая, соединенная гибкой связью с тележкой, и рычаг с роликами, контролирующими соответственно со ступенчатой
направляющей, и с дополнительной тележкой, причем толкатель закреплен на дополнительной тележке и снабжен приводом подъема-опускания,
15
i з
;/
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Устройство для укладки штучных изделий в пакет | 1988 |
|
SU1643368A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Способ укладки штучных изделий в пакет и транспортная линия для его осуществления | 1978 |
|
SU887387A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Агрегат для перекладки изделий | 1978 |
|
SU763107A1 |
Изобретение относится к производству строительных материалов, а именно к устройствам для укладки на сушильные вагонетки пластичных сырцовых огнеупорных изделий. Цель изобретения - повышение производительности и качества изделий. Автомат-укладчик содержит неподвижный приемный стол, выдвижной стол, имеющий возможность горизонтального и вертикального перемещения с фиксацией в заданном положении. Приемный стол снабжен стал- кивателем изделий, а толкатель выдвижного стола выполнен подъемно-опускным с прерывистым движением по горизонтали и связан с выдвижным столом гибкой связью. 3 ил.
фиг.
7
/ I /////// б 2 / 1
t №
фиг.2 p§
CPU
dbw
ni
е
| Автоматическая линия формования керамических изделий | 1984 |
|
SU1214431A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство для укладки керамических изделий на сушильные вагонетки | 1982 |
|
SU1031733A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
