ч
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АССИМЕТРИЧНОЙ ПРОКАТКИ ПЕРЕДНИХ КОНЦОВ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНЫХ СТАНАХ | 2012 |
|
RU2486974C1 |
| Способ асимметричной прокатки передних концов толстых полос в клети с индивидуальным приводом валков | 2017 |
|
RU2661523C1 |
| Клеть прокатного стана с индивидуальным приводом валков | 1990 |
|
SU1763060A2 |
| Прокатная клеть | 1990 |
|
SU1722634A1 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| Способ прокатки полос | 1984 |
|
SU1235562A1 |
| Способ прокатки полос | 1991 |
|
SU1789315A1 |
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| Способ управления приводными двигателями клети толстолистового прокатного стана с индивидуальным электроприводом валков | 2024 |
|
RU2822900C1 |
| Способ прокатки листов | 1990 |
|
SU1726078A1 |
Изобретение относится к прокатному производству. Цель изобретения - повышение производительности путем придания заданной кривизны и направления изгиба переднему концу проката посредством стабилизации скоростной асимметрии валков. Поставленная цель достигается за счет предварительного нагружения валков моментами, равными моментам при установившемся процессе прокатки, что позволяет стабилизировать величину скоростной асимметрии при захвате полосы валками и получить заданную кривизну переднего ее конца, тем самым исключить бурежки полосы и уменьшить простои стана. 1 ил.
Изобретение относится к прокатному производству и может быть использовано при асимметричной прокатке в клетях с индивидуальным приводом валков.
Цель изобретения - повышение производительности путем придания заданной кривизны и направления изгиба переднему концу проката посредством стабилизации скоростной асимметрии рабочих валков.
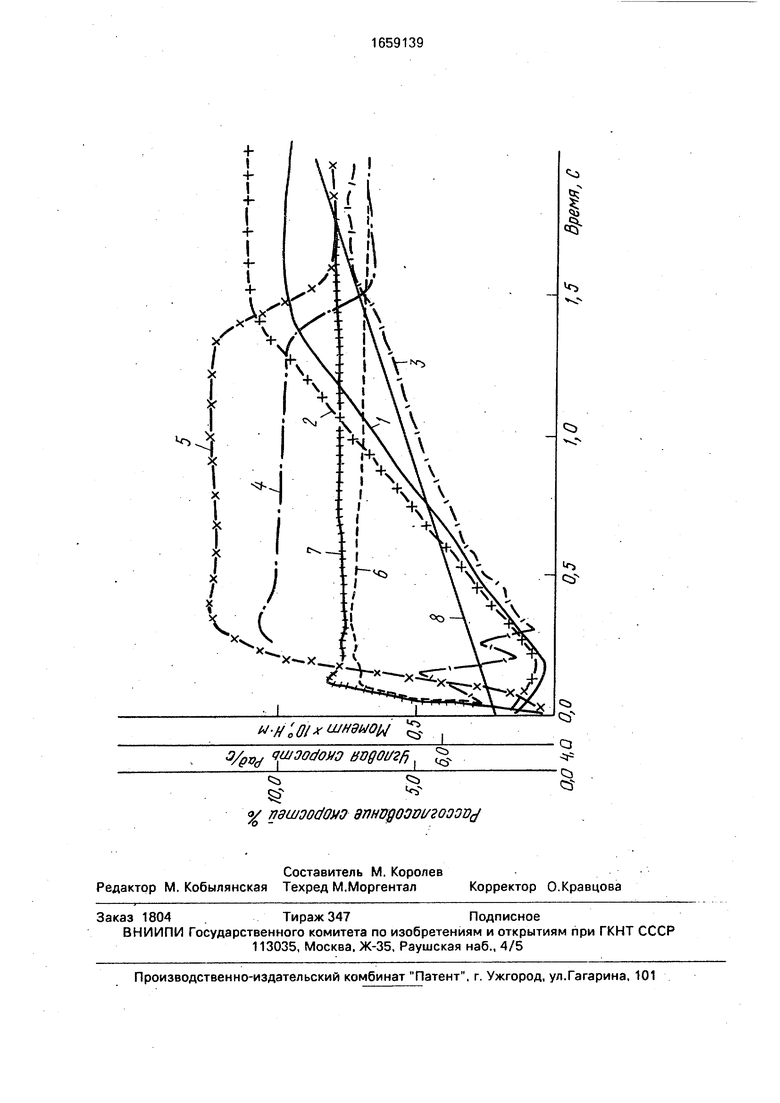
На чертеже изображены кинематические и силовые параметры рабочих валков при захвате полосы, где 1,2- угловые скорости верхнего и нижнего рабочих валков, с 1, 3 - величина скоростной асимметрии . рабочих валков, %; 4, 5 - моменты на верхнем и нижнем двигателях , МНм; 6, 7 - моменты сил технологического сопротивления (моменты прокатки) на верхнем и нижнем
валках, МНм; 8 - требуемая величина скоростной асимметрии рабочих валков. %.
Предварительное нагружение рабочих валков моментами, равными моментам прокатки в стационарных условиях асимметричной прокатки, ведет к тем же явлениям, которые наблюдаются в период захвата металла валками, а именно неравномерный в связи с различными упруго-массовыми параметрами трансмиссий главного привода верхних и нижних рабочих валков спад их скорости и, следовательно, отклонение величины скоростной асимметрии от заданной. Выдержка начала захвата полосы производится для исключения влияния отклонений скоростной асимметрии от заданной на характер протекания технологического процесса в период формирования переднего конца раската
О
ел ю
ы
Ю
Когда скоростная асимметрия рабочих валков достигает заданной величины и стабилизируется, начинается процесс захвата металла валками.
Процесс заполнения очага деформации и образования жесткого переднего конца сопровождается ростом момента сопротивления на рабочих валках. Чтобы.этот процесс проходил при неизменной величине момента сопротивления на рабочих валках, колебание которого неблагоприятно сказывается на величине скоростной асимметрии, производится сброс момента предварительного нагружения со скоростью, равной скорости нарастания момента прокатки. Таким образом, процесс захвата металла валками и деформирование переднего конца полосы протекает в условиях, максимально приближенных к установившимся, исключается колебание величины скоростной асимметрии рабочих валков и стабилизируется форма переднего конца раската.
Пример. Осуществляют прокатку полос 10,9x2340 из стали 09ПФБ в чистовой клети стана 3000.
Перед началом прокатки определяют суммарный момент прокатки и его распределение между ведущим (вращающимся с большей угловой скоростью) и ведомым валками.
Для рассматриваемой полосы суммарный момент прокатки равен 1,472 МНм, на ведущем валке - 0,774 МНм, на ведомом - 0,7 МНм (кривые 6,7), при скоростях их вращения соответственно 9,5 и 8,75 с .
После реверса валков и разгона их на холостом ходу до требуемой скорости рабочие валки нагружают тормозными моментами до приведенных величин. При нагружении рабочих валков происходит падение скоростей вращения якорей двигателей, рост тока и движущих моментов (кривые 1, 2, 4, 5). Однако в связи с различной жесткостью трансмиссий главного привода рабочих валков . (жесткость верхней Св 0,723-10° Нм/рад нижней Сн 0, Нм/рад) падение скоростей верхнего и нижнего валков различно
(кривые 1, 2), что ведет к отклонению величины скоростной асимметрии от заданной (кривая 3). С помощью датчиков скорости измеряют скорости рабочих валков и производят их сравнение. Как только колебание величины скоростной асимметрии стабилизируется, т.е. разница между предыдущим и последующим замерами не превышает допустимой величины, производится захват
металла валками и сброс тормозного момента. В рассматриваемом случае это происходит через 0,5-0,6 с (кривая 3).
Чтобы интервал перегрузки рабочих валков не сказался на кинематических параметрах прокатки, спад тормозного момента производят со скоростью, равной скорости роста момента сил прокатки. В этом случае величина скоростной асимметрии сохраняет заданную (или близкую к ней) величину и.
следовательно, кривизна и направление изгиба переднего конца раската находятся в заданном интервале.
Предлагаемый способ позволяет стабилизировать величину скоростной асимметрии в момент образования переднего конца раската и получить заданную величину и направление его изгиба, исключить буреж- ки полосы, снизить простои стана. Формула изобретения
Способ асимметричной прокатки в клетях с индивидуальным приводом валков, включающий предварительное определение момента прокатки, нагружение рабочих валков и измерение скоростей их
вращения, установку скоростной асиммет- оии валков, отличающийся тем, что, с целью повышения производительности путем придания заданной кривизны и направления изгиба переднему концу проката
посредством стабилизации скоростной асимметрии рабочих валков, до начала прокатки нагружают валки до величины, равной моменту прокатки на каждом из них, а после задачи металла в валки моменты предвари5 тельного нагружения уменьшают со скоростью, равной скорости нарастания моментов прокатки на соответствующих валках.
«o
ы-Н 001 ш эион
s
C
«o
Cb
cb4
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
