Устройства для непрерывного замера глубины вытяжки и утоиения толщины стенки детали при гидровытяжке неизвестны.
В настоящее время для определения глубины вытяжки и утонения толщины стенки детали нри гидровытяжке необходимо останавливать ироцесс гидровытяжки и замерять деталь, вынимая ее для этого из штамна. При этом невозможно контролировать деталь непрерывно в процессе ее вытяжки и, кроме того, приходится тратить значительное время на контроль.
Предлагаемое устройство обеспеч 1вает непрерывный контроль глубины вытяжки деталн в процессе ее формообразования. Устройство снабжено рамкой с укренленными на ней индикатором и новодком. Рамка имеет вертикальное перемещение и прикрепляется к концам тросиков, на других концах которых кренятся грузики, но весу немного тяжелее рамки. В отверстие верхнего щтамна вставлен щуп, с помощью которого определяется у гонение детали в процессе гидровытяжки.
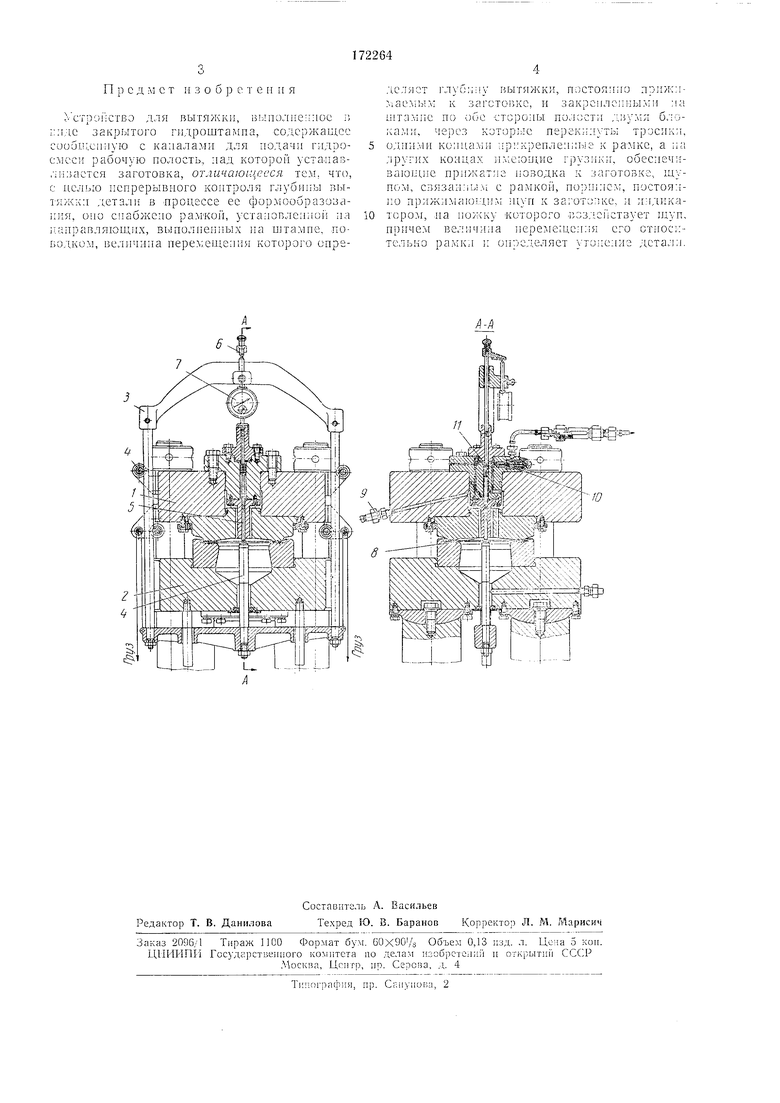
Па чертеже изображено устройство для вытяжки.
Перед тем как установить заготовки в разомкнутые щтампы 1 и 2 рукой нажимают на рамку 3 и опускают ее так, чтобы поводок 4 был ниже рабочей поверхности штампа.
тем опускают рамку 3 до упора поводка 4 а заготовку, а щуп 5 опускают до контакга с заготовкой сверху. Язычок 6 щупа должел касаться индикатора 7, Н1калу которого устанавливают на нуль.
Рабочую жидкость подают в полость 8 через щтуцер 9. Для удаления воздуха из полости 8 нажимаюг на золотник клапана JO до тех нор, пока жидкость пойдет ii3 штуцера. При этом рабочая л идкость попадает также в полость /У. Так как на 5 имеется поршенек, то при одинаковом давлении п полостях 8 и // на щупе создается усилие прижима его к заготовке, величина которого
больше, чем усилие его выталкива1 ия.
В процессе гидровытяжки заготовка деформируется и через поводок 4 смещает рамку 3 с индикатором 7 вниз. Это смещение с новодком раз и определяет гл}хч1Н)
вытял ки и может быть зафиксировано на щкале линейки нлн заннсано на диаграмме «давление - глубина вытяжки.
Щуп 5, прижатый к заготовке давлением рабочей жидкости, в проиеесе вытяжки двнжется вниз вслед за заготовкой. Так как деталь в процессе вытяжки утоняется, то перемещения рамки 3 и щуна 5 неодинаковы. Перемещение щупа относительно рамки 3 ностоянно показывает величпну утонения и
П р с д :si С Т и 3 о б р е т е и и я
Хстроиство для вытяжки, выполпепиос i; 1::1дс закрытого гндроштампа, содержащее саоОпгспиую с каналами для подачи гидроCAiccii рабочую полость, над которой устаиав.Изается заготовка, отличающееся тем. что, е целью пепрерывиото контроля глубииы вы1яжки детали в лроцесее ее форлюобразовапия, оно снабжено paMKoii, установленио на ; анравляющнх, вьшолнепиых па штампе, поводком, величина перел;енления которого опреглубн у ВЫТЯЖКИ, постоянно н; к загото15ке, и закрснлсииыл; но обе eTCj30HBi полс;стн двумя через которые перекинуты одними концами нр;:крепленные к , а ;;а лругих концах имеюнхие грузнкн. обеенечиваюии1е прижатие поводка к заготовке, щупом, связаиныл: с рамкой, по;)И1нел;, постоянно нрижнмаюдим щуп к заготовке, н индикатором, на иожку которого воздействует игуп, причем величн;1а иеремещення его относ;:тсльно рамки и онэеделяет утоиеине детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПЕТСЛЬ ИЗ ПРОВОЛОКИ | 1971 |
|
SU419284A1 |
| Устройство для гидровытяжки | 1973 |
|
SU493083A1 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2006 |
|
RU2313415C1 |
| Устройство для гидровытяжки | 1973 |
|
SU640787A2 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2162759C2 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНЫМ МЕТАЛЛОМ | 2016 |
|
RU2623510C1 |