ежду оправкой и шарниром поауколен при оцачв заготовки э автомат. Формообразу
щее,усилие изготавянваемых деталей на правке регулируется перемещением npi. шин 17 бопгами 18 при крайнем нижнем 5 оложении ползуна 2,
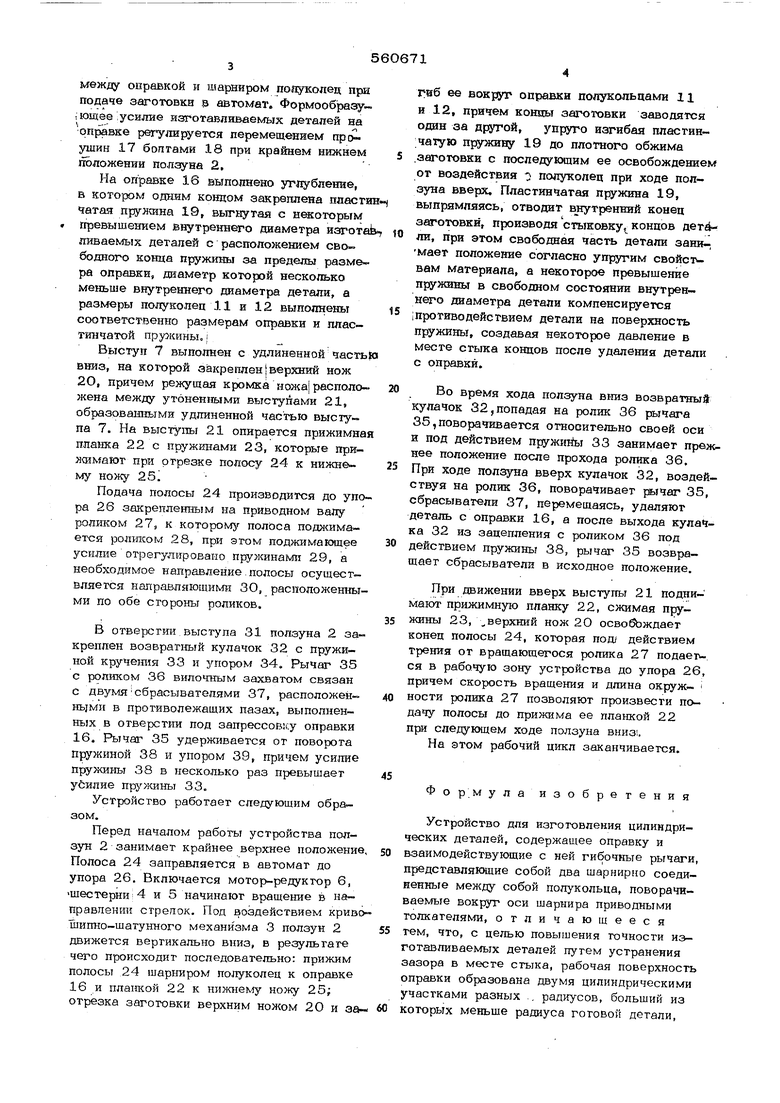
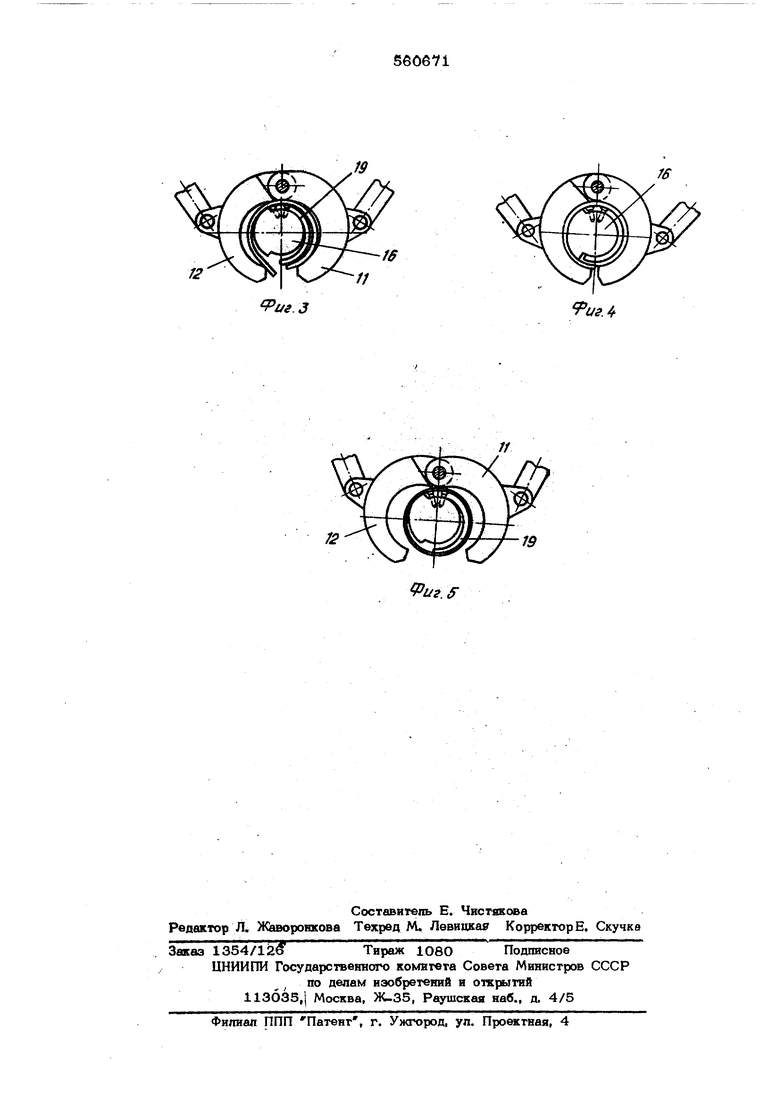
На оправке 16 выполнено углубление, котором одним концом закреплена пластин | атая прулшна 19, выпиутая с некоторым ггревышением внутреннего диаметра изготаЬ, jo ливаемых деталей с расположением сво- бодного конца пружины за пределы разме ра оправки, диаметр которой несколько меньше внутреннего диаметра детали, а размеры полуеолец 11 и 12 вынолнены15
оответственно размерам оправки и пластинчатой прулшны. I
Выступ 7 выполнен с удлиненной частью вниз, на которой закреплен верхний нож 20, Причем режущая кромка ножа располо- 20 жена между утоненными выступами 21, образованными удлиненной частью выступа 7. На выступы 21 опирается прижимная ппанка 22 с пружинами 23, которые приндамают при отрезке полосу 24 к нижне- 25 му ножу 251
Подача полосы 24 производится до упора 26 закрепленным на приводном валу 27, к которому полоса поджимается рол1шом 28, при этом поджимающее 30 усилие огрегулироваио пружинами 29, а необходимое направление. полосы осуществляется направляющими ЗО, расположенными по обе стороны роликов.
В отверстии, выступа 31 ползуна 2 закреплен возвратный кулачок 32 с пружиной кручения 33 и упором 34, Рычаг 35 с роликом 36 вилочтным захватом связан с двумясбрасывателями 37, расположен- до нь}ми в противолежащих пазах, выполненных в отверстии под запрессовгсу оправки 16. Рычаг 35 удерживается от поворота пружиной 38 и упором 39, причем усилие пружины 38 в несколько раз превышает45
убилие пруяшны 33.
Устройство работает следующим образом.
Перед началом работы устройства ползун 2 занимает крайнее верхнее положение, so Полоса 24 заправляется в автомат до упора 26, Включается мотор-редуктор 6, шестерни 4 и 5 начинают вращение в направпении стрелок. Под воздействием кривошипно-шатунного механи зма 3 ползун 255
движется вертикально вниз, в результате чего происходит последовательно: прижим полосы 24 щарннром полуколец к оправке 16 и платной 22 к нижнему ножу 25; отрезка заготовки верхним ножом 20 и за- 60
гвб ее вокруг оправки полукольцами 11 я 12, причем концы заготовки заводятся один за другой, упруго изгибая пластинчатую пр|ужину 19 до плотного обжима .заготовки с последующим ее освобождением от воздействия о полуколец при ходе ползуна вверх. Пластинчатая пружина 19, выпрямляясь, отводит в нутренний конец заготовки, производя стыковку концов детйли, при этом свободная часть детали зани-, мает положение согласно упругим свойствам материала, а некоторое превыщенйе пружины в свободном состоянии внутрен... него диаметра детали компенсируется iпротиводействием детали на поверзсность пружины, создавая некоторое давление в месте стыка концов после удаления детали с оправки.
Во время хода ползуна вняз возвратный кулачок 32,попадая на ролик 36 рычага 35,поворачивается относительно своей оси и под действием пружины 33 занимает прежнее положение после прохода ролика 36, При ходе ползуна вверх кулачок 32, воздействуя на ролик 36, поворачивает рычаг 35, сбрасыватели 37, перемещаясь, удаляют деталь с оправки 16, а после выхода кулачка 32 из зацепления с роликом 36 под действием пружины 38, рычаг 35 возвращает сбрасыватели в исходное положение.
При движении вверх выступы 21 поднимают прижимную планку 22, сжимая пружины 23, ,верхний нож 2О освобЬждает копен полосы 24, которая пош действием трения от вращающегося ролика 27 подает ся в рабочую зону устройства до упора 26, причем скорость вращения и длина окруж- ности ролика 27 позволяют произвести подачу полосы до прижима ее планкой 22 при следующем ходе ползуна вниз.
На этом рабочий цикл заканчивается.
Фор.мулаизобретения
Устройство для изготовления цилиндрических деталей, содержащее оправку и взаимодействующие с ней гибочные рычаги, представляющие собой два щарнирно соединенные между собой полукольца, поворачиваемые вокруг оси шарнира приводными толкателями, отличающееся тем, что, с целью повышения точности изготавливаемых деталей путем устранения зазора в месте стыка, рабочая поверхность оправки образована двумя цилиндрическими участками разных , радиусов, больший из которых меньше радиуса готовой детали, а участок с меньшим радиусом образует паз, в котором размещена изогнутая пластинчатая пружина, закрепленная одним кон ром на оправке. 33 32 36 Источники информации, прин5ггые во внимание при экспертизе: 1. Авторское свидетельство СССР №214491,8 21 D 7/02, 1967 г.
f2
иг 3
76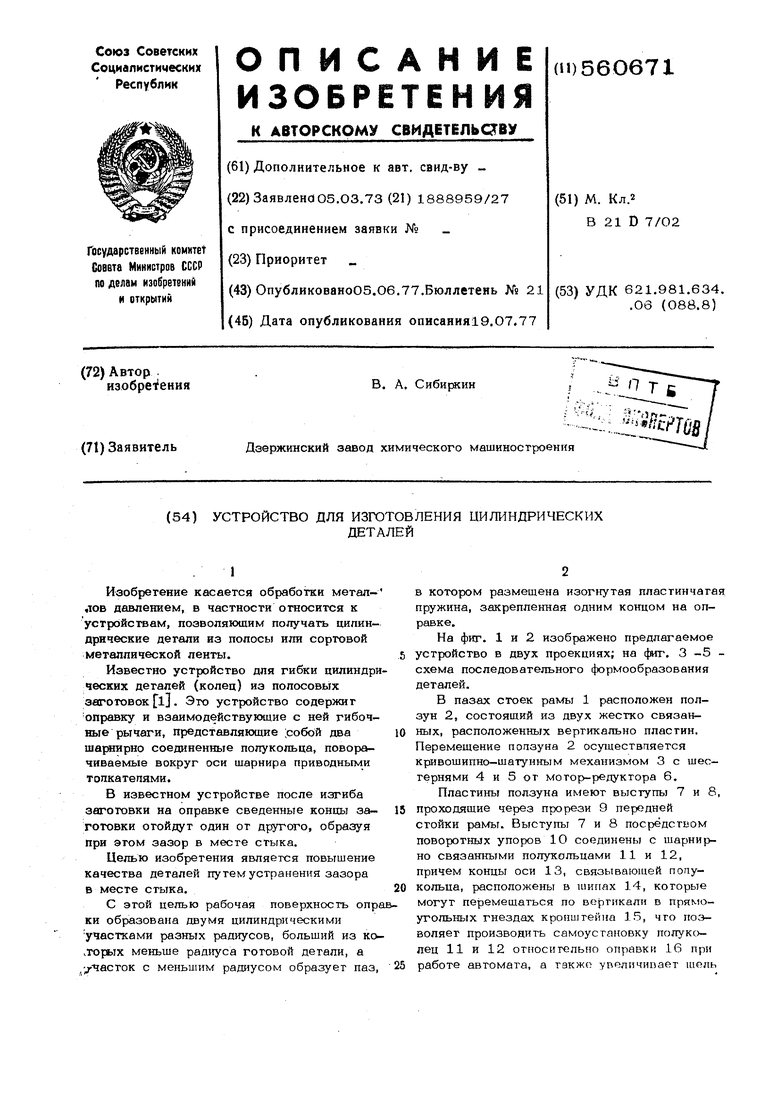

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИИЗ ПРОВОЛОЧНОГО и ЛЕНТОЧНОГО МАТЕРИАЛОВИ ИХ СКРЕПЛЕНИЯ МЕЖДУ СОБОЙВ П Т 5 | 1971 |
|
SU422565A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН | 1971 |
|
SU415073A1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Устройство для изготовления рулонных пружин | 1976 |
|
SU654329A1 |
| Ориентирующее устройство | 1979 |
|
SU774912A2 |
| Устройство для автоматической сборки узла,состоящего из двух деталей | 1987 |
|
SU1412931A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| Горизонтальный пресс-автомат для холодного выдавливания | 1989 |
|
SU1669629A1 |
Ю
иг $
