Изобретение относится к обработке металлов давлением, в частности к изготовлению трубчатых угольников, и может быть использовано в машиностроении.
Цель изобретения - повышение качества за счет уменьшения овализации при гибке труб с диаметром DTp 14 толщин из нержавеющих сталей на радиус изгиба R (1-0,5) DTp.
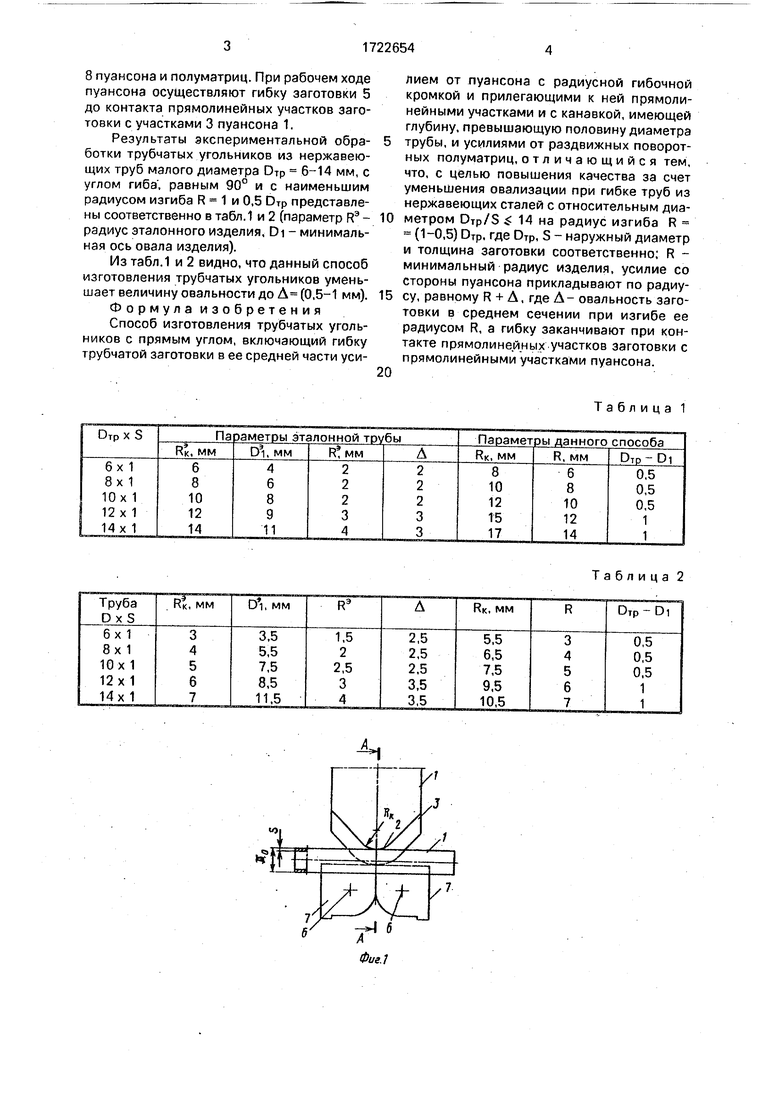
На фиг.1 представлены инструмент и заготовка для реализации способа в исходном положении; на фиг.2 - сечение А-А на фиг.1; на фиг.З - инструмент и изогнутая заготовка после окончания гибки; на фиг.4 - сечение Б-Б на фиг.З.
Инструмент состоит из пуансона 1 с радиусной кромкой 2 и прилегающими к ней прямолинейными участками 3, а также с канавкой 4. имеющей глубину h DTp/2, где DTp - диаметр трубчатой заготовки 5. и раздвижных поворотных на осях 6 полуматриц 7 с канавками 8 на их рабочих поверхностях.
Радиусную кромку 2 выполняют с радиусом RK R + А, где А- экспериментально определяемый коэффициент, зависящий от R и DTp, определяемый как величина овальности (А DTp - ) эталонной заготовки, изогнутой пуансоном с R R, (D - минимальная ось овала эталонной трубы).
Способ осуществляют следующим образом.
Производят испытание эталонной заготовки на радиус RK R и определяют овальность А Dtp - DL Затем корректируют радиус пуансона, увеличивая его от R до R + + А путем непосредственной заточки стандартного пуансона или подбора пуансона с расчетной гибочной кромкой. Затем заготовку заполняют наполнителем и устанавливают в исходное положение в канавки 4 и
8 пуансона и полуматриц. При рабочем ходе пуансона осуществляют гибку заготовки 5 до контакта прямолинейных участков заготовки с участками 3 пуансона 1.
Результаты экспериментальной обработки трубчатых угольников из нержавеющих труб малого диаметра Отр 6-14 мм, с углом гиба, равным 90° и с наименьшим радиусом изгиба R 1 и 0,5 DTp представлены соответственно в табл.1 и 2 (параметр R3 - радиус эталонного изделия, DI - минимальная ось овала изделия).
Из табл.1 и 2 видно, что данный способ изготовления трубчатых угольников уменьшает величину овальности до А (0,5-1 мм).
Ф о р м у л а и з о б р е т е н и я
Способ изготовления трубчатых угольников с прямым углом, включающий гибку трубчатой заготовки в ее средней части усилием от пуансона с радиусной гибочной кромкой и прилегающими к ней прямолинейными участками и с канавкой, имеющей глубину, превышающую половину диаметра
трубы, и усилиями от раздвижных поворотных полуматриц, отличающийся тем, что, с целью повышения качества за счет уменьшения овализации при гибке труб из нержавеющих сталей с относительным диаметром DTp/S 14 на радиус изгиба R (1-0,5) DTp. где Dtp, S - наружный диаметр и толщина заготовки соответственно; R - минимальный радиус изделия, усилие со стороны пуансона прикладывают по радиусу, равному R + Д, где А- овальность заготовки в среднем сечении при изгибе ее радиусом R, а гибку заканчивают при контакте прямолинейных участков заготовки с прямолинейными участками пуансона.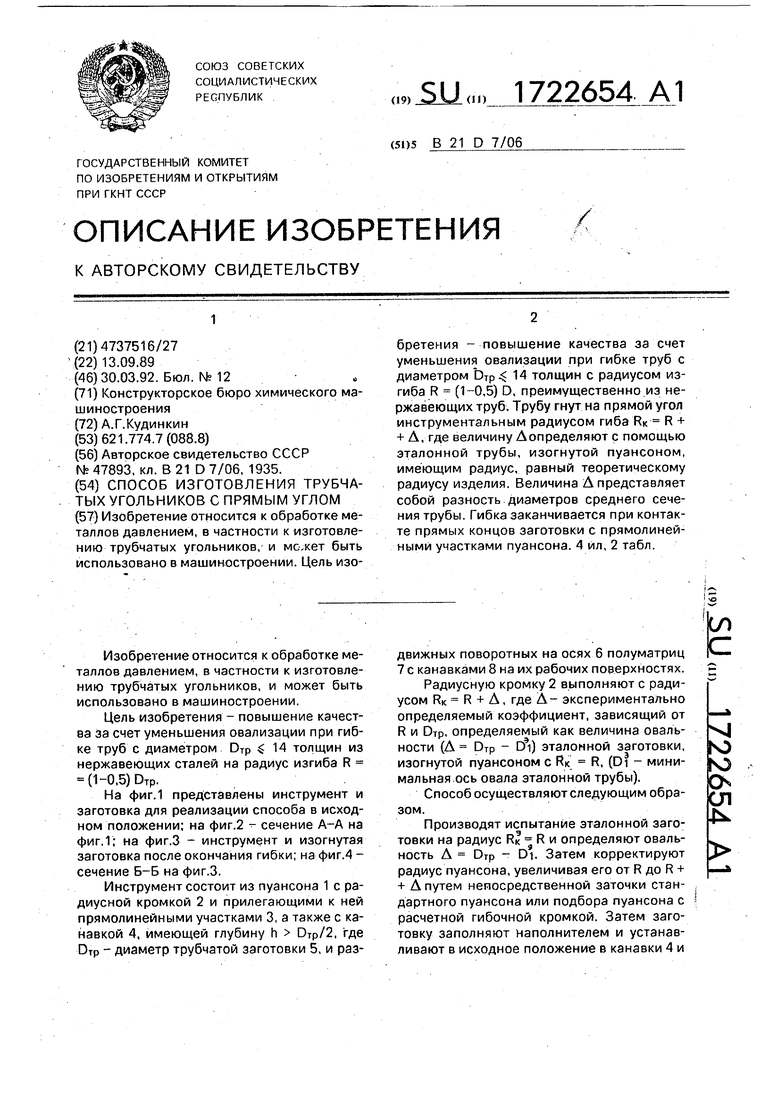
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2001 |
|
RU2212968C2 |
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| ШТАМП ДЛЯ П-ОБРАЗНОЙ ГИБКИ | 1994 |
|
RU2078634C1 |
| Способ гидравлической штамповки с осадкой полых деталей из трубчатых заготовок и устройство для его осуществления | 1987 |
|
SU1503945A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению трубчатых угольников, и может быть использовано в машиностроении. Цель изобретения - повышение качества за счет уменьшения овализации при гибке труб с диаметром ЪТр4 14 толщин с радиусом изгиба R (1-0,5) D, преимущественно из нержавеющих труб. Трубу гнут на прямой угол инструментальным радиусом гиба RK R + + А, где величину А определяют с помощью эталонной трубы, изогнутой пуансоном, имеющим радиус, равный теоретическому радиусу изделия. Величина А представляет собой разность диаметров среднего сечения трубы. Гибка заканчивается при контакте прямых концов заготовки с прямолинейными участками пуансона. 4 ил, 2 табл.
Таблица 1
Таблица 2
| Штамп для изгибания труб | 1935 |
|
SU47893A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
