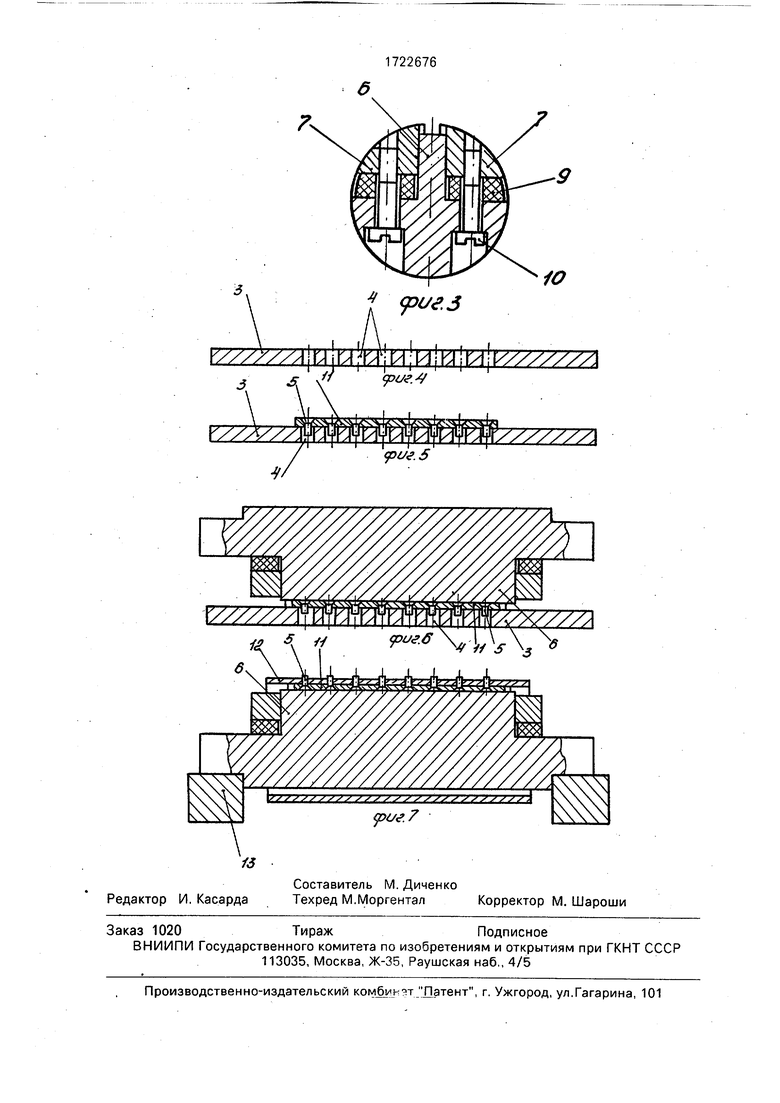
11 плотно прижимается к патрубку 12. При этом она продолжает находиться в защемленном состоянии в пазу устройства.
После расклепки заклепок устройство продольным перемещением (противопо- ложным первоначальному) отсоединяют от планки и извлекают из патрубка. Процесс окончен.
Анализ конструкции и работы предлагаемого устройства показывает, что в нем от- сутствуют существенные недостатки прототипа. Во-первых, предлагаемое устройство обеспечивает возможность осуществления самого процесса сборки при помощи заклепок удлиненного патрубка с клиновидной планкой. Во-вторых, при сборке деталей с помощью предлагаемого устройства не происходит поперечного искривления планки, т.е. обеспечивается выполнение точностных требований к со- хранению в процессе сборки линейности клиновидной поверхности планки. Это достигается за счет того, что в момент клепки планка не покоится свободно, а находится в защемленном состоянии в клиновидном па- зу устройства. Защемление клиновой поверхностью паза клиновой поверхности планки не позволяет последней искривляться в процессе клепки. В-третьих, в процессе сборки, заклепки вставленные в отверстия планки закрепляют совместно с планкой в устройстве. Это позволяет снизить точностные требования к сопрягаемым размерам
отверстий и заклепок и удешевить процесс сборки.
Устранение недостатков прототипа, в числе которых точностное требование по сохранению линейности клиновидной планки в процессе сборки, повышает точность сборки, ее качество.
Формула изобретения
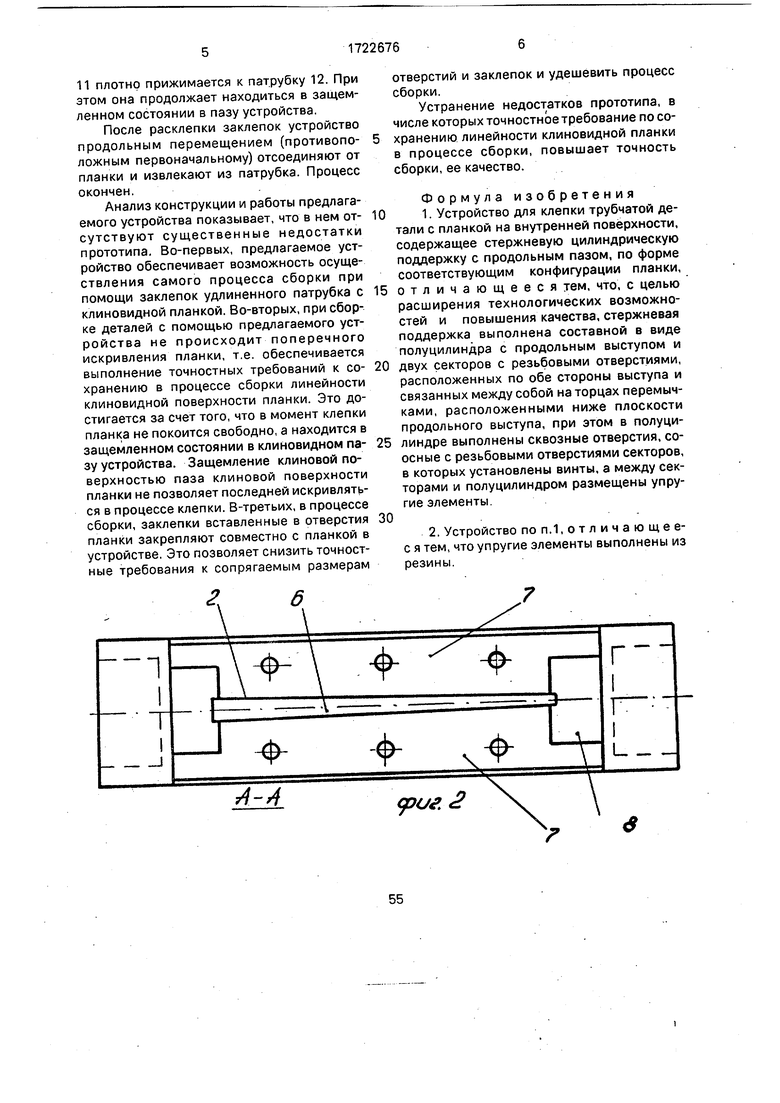
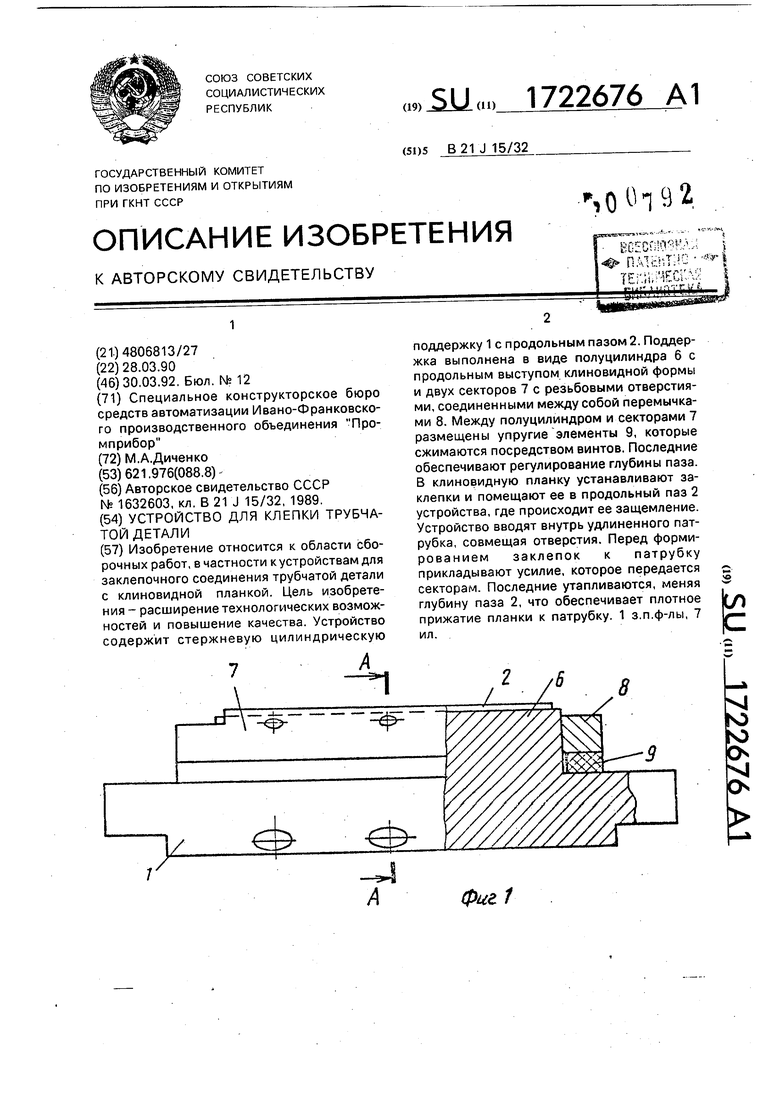
1.Устройство для клепки трубчатой детали с планкой на внутренней поверхности, содержащее стержневую цилиндрическую поддержку с продольным пазом, по форме соответствующим конфигурации планки, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества, стержневая поддержка выполнена составной в виде полуцилиндра с продольным выступом и двух секторов с резьбовыми отверстиями, расположенных по обе стороны выступа и связанных между собой на торцах перемычками, расположенными ниже плоскости продольного выступа, при этом в полуцилиндре выполнены сквозные отверстия, со- осные с резьбовыми отверстиями секторов, в которых установлены винты, а между секторами и полуцилиндром размещены упругие элементы.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что упругие элементы выполнены из резины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для совместного сверления | 1990 |
|
SU1804959A1 |
| Способ соединения двух деталей, одна из которых имеет трубчатую форму, методом клепки | 1989 |
|
SU1632603A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Устройство для крепления клепкой ручек к металлическим емкостям,преимущественно для пищевых продуктов | 1983 |
|
SU1140882A1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ПАКЕТОВ | 2008 |
|
RU2387517C2 |
| Устройство для боковой фиксации подушки прокатного валка | 1981 |
|
SU1045965A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| Полуавтоматическая сборочная линиябЕССпуТНиКОВОгО ТипА | 1979 |
|
SU818822A1 |
А
У///7//Л и Ы Л ЩЩУ/77/777 з л
JЕЗр&ьМ& М
I I
frvr..
гххл/ у уиуиуиур гххххху
.5 1/
I I
