Изобретение относится к технологическому ремонту оборудованию и, в частности к устройствам для электроконтактной наплавки.
Цель изобретения - повышение произ- водительности наплавки путем механизации отрезания проволоки, привариваемой к детали, по завершении процесса наплавки.
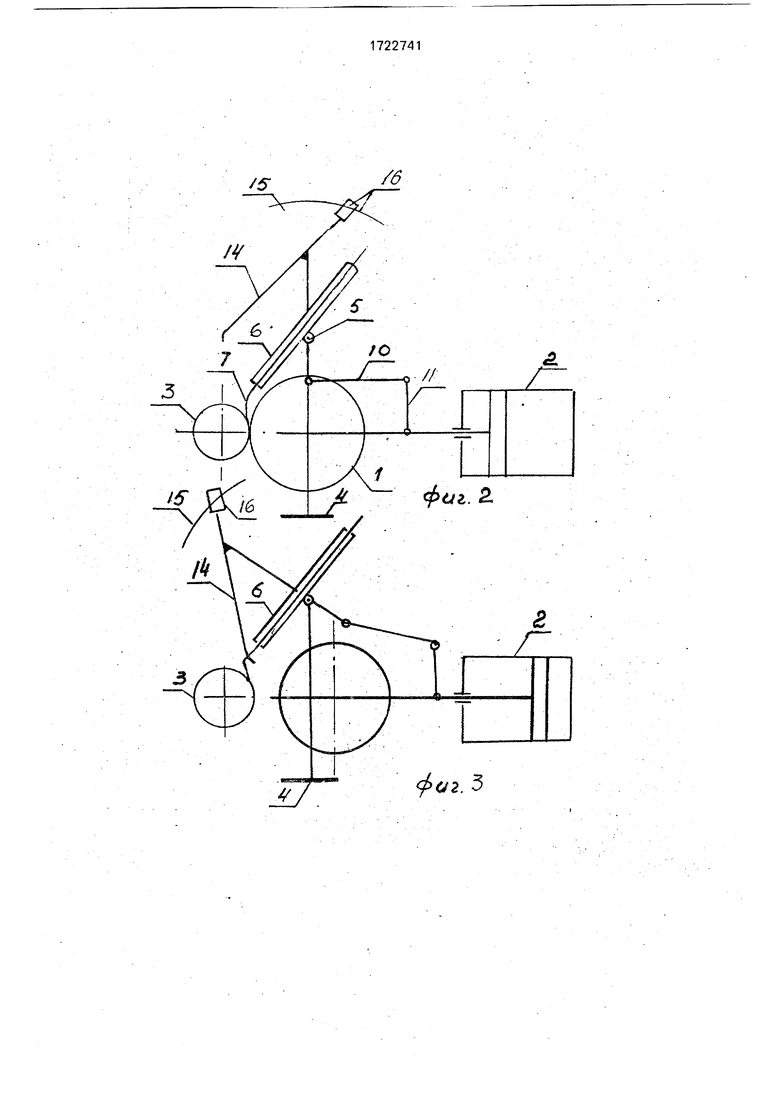
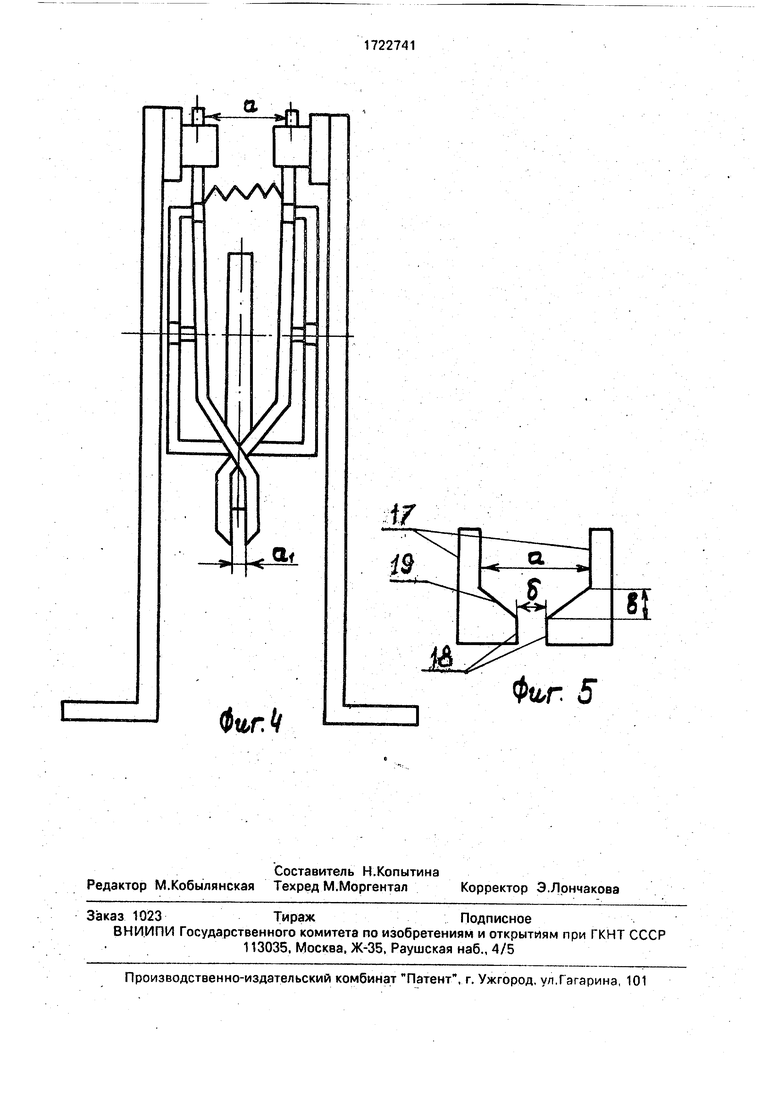
На фиг.1 изображено устройство для электроконтактной наплавки, изометрия; на фиг,2 - кинематическая схема устройства в исходном положении; на фиг.З - то же, в положении отделения конца проволоки; на фиг.4 - устройство, вид спереди; на фиг,5 - профиль копира, вид сверху.
Устройство для электроконтактной наплавки содержит роликовый электрод 1, перемещаемый приводом 2 в направлении наплавляемой детали 3. На основании 4 не- подвижно закреплена ось .5, на которой шарнирно смонтирован мундштук 6, через который проходит присадочная проволока 7. На оси симметрично мундштуку также шарнирно закреплены два двуплечих рыча- га 8, которые нижними концами связаны между собой перемычкой 9. Перемычка 9 соединена с тягой 10, кинематически связанной посредством звена 11 с приводом 2. На верхних концах рычагов 12 расположены лежащие в одной плоскости оси 13, на которых жестко закреплены рукоятки клещей 14. Копиры ограничены участками 17 и 18 и промежуточным участком 19, соединяющим между собой участки 17 и 18.
Величина а определяет полностью разомкнутое состояние губок клещей, а величина б - их полностью сомкнутое положение. Участок 18 смещен относительно участка 17 на величину в. .
Устройство работает следующим образом.
Для осуществления наплавки детали 3 .посредством привода 2 подводят к ней роликовый электрод 1. Через мундштук б по-
дается присадочная проволока 7. Затем включают сварочный ток и производят наплавку детали. После окончания наплавки приводом 2 роликовый электрод 1 отводится от детали 3. При этом, благодаря кинематической связи привода 2 с тягой 10, рычаги 8 перемычкой 9 поворачиваются на оси 5 так, что их концы 12 перемещаются в направлении детали 3. В конце поворота ролики 16, двигаясь по копиру 15, проходят последовательно участки 17 и 18. При перемещении по участку 17 расстояние между рукоятками клещей остается неизменным и равно а. Проходя участок б, клещи поворачиваются полностью на заданный угол и проволока находится между губками клещей. Губки смыкаются и происходит откусывание проволоки.
Благодаря тому, что устройство снабжено механизмом отрезки проволоки, связанным с приводом перемещения роликового электрода, отделение проволоки от детали происходит без применения ручного труда.
Формула изобретения Устройство для электроконтактной наплавки, содержащее роликовый электрод с приводом его перемещения и мундштук для присадочной проволоки, шарнирно закрепленный на неподвижной оси, отличающе- е с я тем, что, с целью повышения производительности наплавки путем механизации отрезания проволоки, привариваемой к детали, па завершении процесса наплавки, устройство снабжено-механизмом отрезания конца проволоки, выполненным в виде копиров и установленных симметрично относительно мундштука клещей, рукоятки которых подпружинены относительно одна другой, установлены с возможностью взаимодействия с копирами и снабжены перемычкой, установленной шарнирно относительно оси поворота мундштука и шарнирно связанной с приводом перемещения роликового электрода.
4
-ми
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХ РОЛИКОВЫХ ЭЛЕКТРОДОВ, УСТАНОВКА ДЛЯ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА И СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2569289C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2010 |
|
RU2466000C2 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1972 |
|
SU419335A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Устройство для электроконтактной наплавки наружных цилиндрических поверхностей | 1990 |
|
SU1756065A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2009 |
|
RU2412791C1 |
| Способ электроконтактной наплавки | 1990 |
|
SU1818186A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 1997 |
|
RU2122928C1 |
| Способ электрокантактной наплавки | 1975 |
|
SU513808A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2431553C1 |
Изобретение относится к технологическому ремонтному оборудованию, в чатно- сти к устройствам для электроконтактной наплавки. Цель изобретения - повышение производительности наплавки путем механизации отрезания проволоки, привариваемой к детали, по завершении процесса наплавки. Благодаря кинематической связи привода 2 роликового электрода с. тягой 10 рычаги 8 перемычкой 9 поворачиваются на оси 5. В конце поворота ролики 16 двигаются по копиру 15. Губки смыкаются и происходит откусывание проволоки. Отделение проволоки осуществляется без применения ручного труда. 5 ил.
АЛЛА
Фц,Г
| Авторское свидетельство СССР N5448098, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Головка для электроконтактной наплавки | 1976 |
|
SU602328A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
