1
Изобретение относится к области оборудования для электроконтактной напл(авки.
Известна головка для электроконтактной налпавки, содержащая смонтированные на основании уаеп подвески роликового
электрода и навравляюшую втулку для присдочной проволоки ll- Направляющая втупка жестко закреплена на основании и не обеспечивает - качественной приварки присадочной проволоки из-за влияния электромагнитного поля сварочного тока. Под действием сил этоГО поля проволок вибрирует, что затрудняет ее наплавку в нужном месте и способствует появлению пропусков и несплавлений между наплавленными витка ми ипи валиками.
Целью изобретения является повышение качества наплавки путем стабилизации подачи присадочной проволоки. Указанная иель достигается тем, что направляющая втулка выполнена из ферромагнитного материала и установлена на основании шарнирно с возможностью перемещения под действием электромагнитного поля сварочного тока.
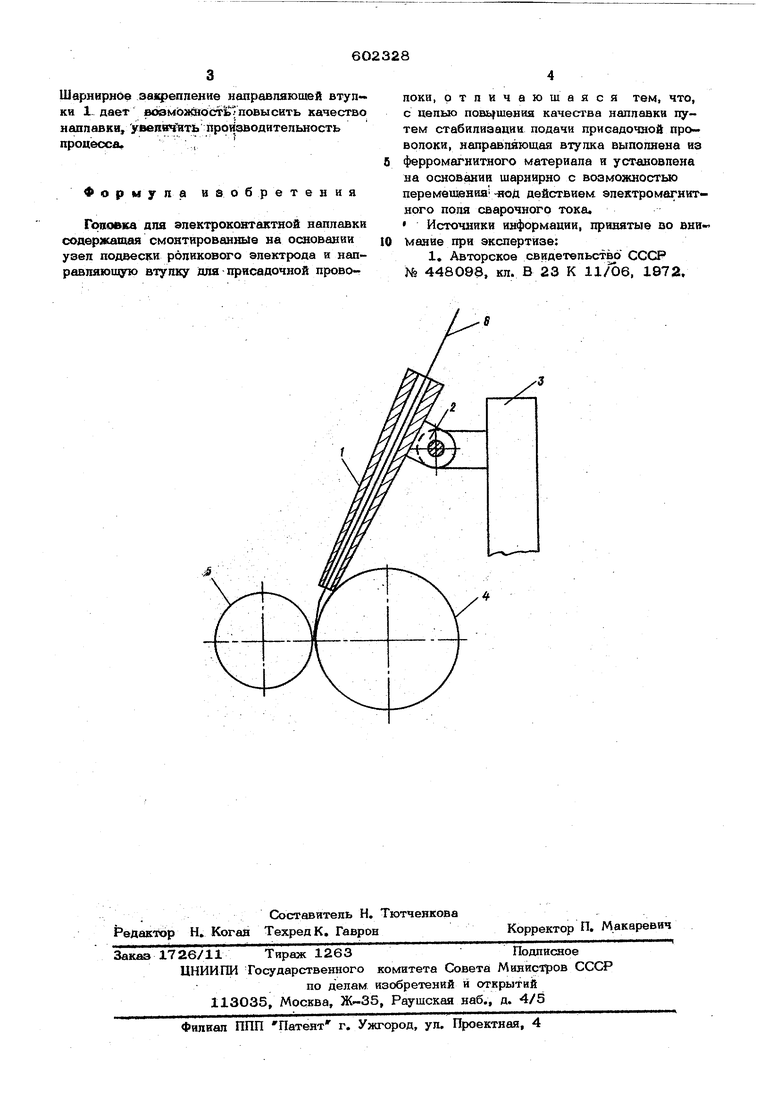
На чертеже представленаИголовка для электроконтактной наплавки.
Головка состоит из направляющей втулки 1, установленной при помощи щэрнира 2 на основании 3, и роликового электрода 4. Втулка 1 имеет возможность совершать колебательное движение в плоскости, перпендикулярной оси свариваемой детали 5
Перед началом наалавки присадочная проволока, 6 укладывается между деталью 5 и роликовым электродом 4. При включении сварочного трансформатора под действием электромагнитных сил втулка 1 притягивается к детали 4, при этом она поворачивается на шарнире 2 и прижимает выходяг-. щий из него участок проволоки 6, что обеспечивает фиксацию присадочной проволоки в заданном месте.
При выключении сварочного тока втулка 1 возврашаетсп в исходное положение, то есть отклоняется от детали под собственным весом, а также под действием упругих сил проволоки на некоторый угол.
Цикл : повторяется при посПедующем включении сварочного л-рансформатора.
Шарнирное за|феппенив направляющей втупки 1 дает возмЬа йость{ повысить качество наплавки, увеявч ть производительность процесса,-,
Формула изобретения
Грповка для эпектроконтактной наплавки содержащая смонтированные на основании узеи подвески роликового электрода и направпяюидпо втупку для присадочной провопоки, отличаю шаяся тем, что, с целью повышения качества наплавки путем стабилизации подачи присадочной проволоки, направляющая втулка выполнена из ферромагнитного материала и уст шовлена на основании шарнирно с возможностью перемещения -яод действием: электромагнитного поля сварочного тока. Источники информации, принятые во внИ мание при экспертизе:
1, Авторское свидетельство СССР № 448098, кя. В 23 К И/06, 1872.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2010 |
|
RU2466000C2 |
| Устройство для контактной сварки | 1980 |
|
SU897435A1 |
| Устройство для электроконтактной наплавки | 1975 |
|
SU551141A1 |
| Головка для электроконтактной наплавки плоских поверхностей тел вращения | 1975 |
|
SU572348A1 |
| Головка для электроконтактной наплавки деталей машин | 1972 |
|
SU448098A1 |
| Машина для электроконтактной сварки | 1982 |
|
SU1042929A1 |
| СПОСОБ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХ РОЛИКОВЫХ ЭЛЕКТРОДОВ, УСТАНОВКА ДЛЯ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА И СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2569289C2 |
| Устройство для электроконтактной наплавки | 1989 |
|
SU1722741A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2009 |
|
RU2412791C1 |
| Устройство для шовной элетроконтактной сварки | 1982 |
|
SU1044447A1 |
