Изобретение относится к металлообработке, а именно к устройствам для охлажде- ния и очистки шлифовального круга, особенно для абразивных кругов большого диаметра.
Цель изобретения - повышение эффективности охлаждения и очистки круга.
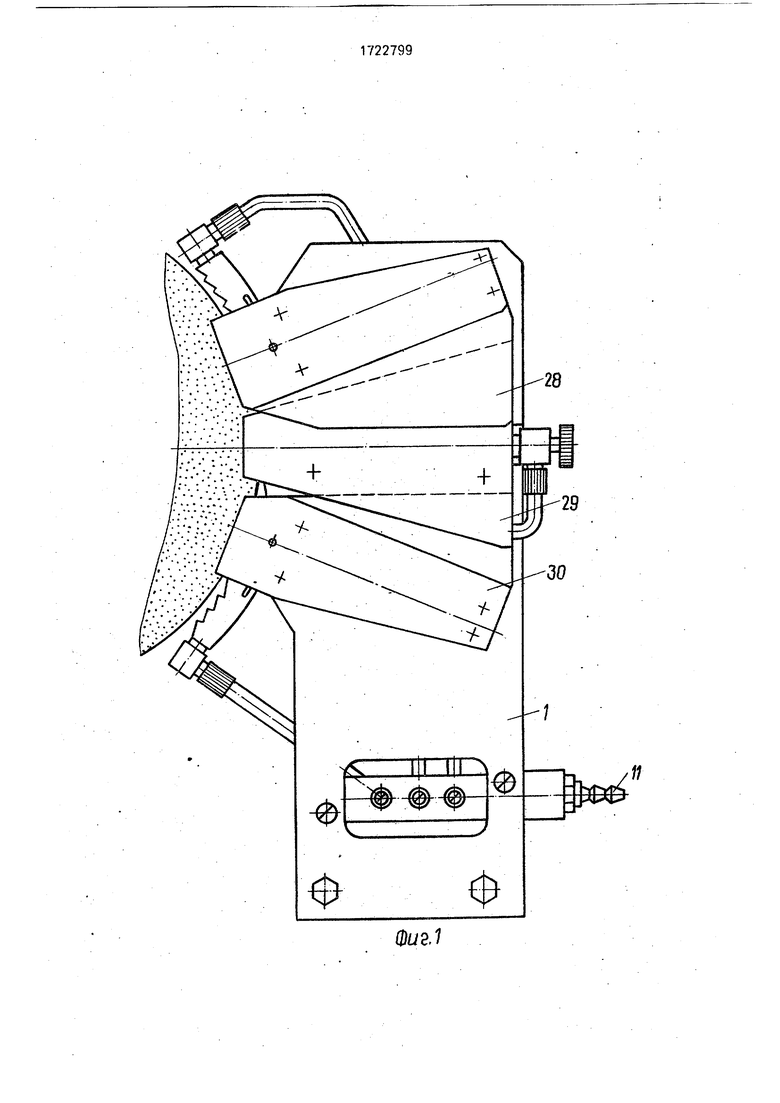
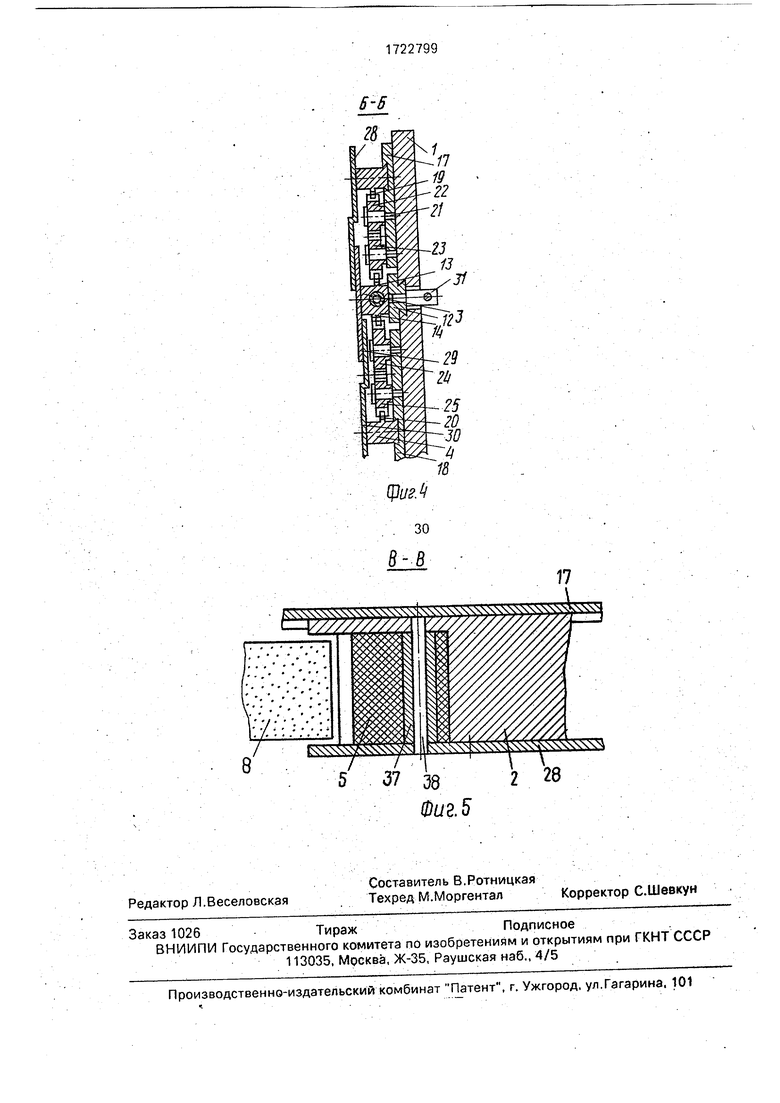
На фиг. 1 показано устройство, общий вид; на фиг. 2 -тоже, видна блоки с гребенкой при снятых щеках; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - сечение В-В на фиг. 2 (связь гребенки с блоком).
Устройство содержит корпус 1, набор последовательно установленных блоков 2, 3 и 4, эластичную гребенку 5 из полиуретана, на которой выполнены ребра 6, плоскости 7 которых образуют пазы, обращенные к кругу 8. В гребенке 5 выполнены каналы 9 и 10, связанные с трубопроводом 11 подачи сма- зочно-охлаждающей жидкости (СОЖ). Блок 3 посредством направляющей 12 установлен в корпусе 1 и снабжен зубчатыми рейками 13 и 14, образующими клин с наклонными поверхностями 15 и 16, а блоки 2 и 4 -соответственно на планках 17 и посредством направляющих, например, типа ласточкина хвоста. Планки 17 и 18 связаны шарнирно с возможностью поворота относительно оси, совпадающей с осью вращения шлифовального круга 8, а блоки 2 и 4 снабжены зубчатыми рейками 19 и 20. На планке 17 на осях 21 установлены зубчатые колеса 22 и 23, а на планке 18 - зубчатые колеса 24 и 25. Зубчатая рейка 19 и зубчатые колеса 22 и 23 так же, как рейка 20 и колеса 24 и 25, кинематически связаны, а посредством пружин 26 и 27 они также связаны с клиновыми рейками 13 и 14. Щеки гребенки со стороны планок 17,18 и корпуса 1 выполнены, как элементы конструкции блоков 2 и 4 или направляющей 12, а расположенные с внешней стороны щеки 28,29 и 30 выполнены в виде пластин, закреплены на соответствующих блоках и выполняют одновременно роль ограждения для по(Л
С
х| to ю
V4 Ю О
движных элементов устройства. Устройство содержит механизм регулирования кривизны гребенки, выполненный в.виде гайки 31, закрепленной на направляющей 12 блока 3, в которую ввернут винт 32 с рукояткой 33. От осевых перемещений винт удерживает кронштейн 34, жестко прикрепленный к корпусу 1. В гребенке 5 по дуге окружности, ось которой совпадает с осью вращения шлифовального круга, выполнены пазы 35 и 36. В пазах расположены ролики 37, установленные на осях 38, которые закреплены концами в крайних блоках и щеках - 2, 28 и 4,30.
Средний блок 3 жестко связан со сред- ней частью гребенки 5 пустотелым стержнем 39, размещенным в радиальном отверстии блока 3 и ввернутым резьбовым концом 40 в гребенку 5, Головка 41 стержня связана с трубопроводом 11 подачи СОЖ, а центральное отверстие стержня - с каналом 9 гребенки 5.
Контролировать величину перемещения блоков с гребенкой при регулировке зазора Е можно, например, по линейке 42, закрепленной в пазу корпуса 1.
Устройство работает следующим образом.
Устанавливают устройство так, чтобы плоскости 7 гребенки 5 были эквидистантны кругу 8. После этого вращением рукоятки 33 с винтом 32 посредством гайки 31 передвигают направляющую 12 с блоком 3. Образующие клин рейки 13 и 14 вращают зубчатые колеса 23,22, 24 и 25 и одновременно пере- мещаются и поворачивают блоки 2 и 4 совместно с планками 17 и 18 относительно оси круга 8, сохраняя радиальное положение блоков по отношению к кругу. Зубчатые колеса 22 и 25, бзаимодействуя с рейками 19 и 20,-передвигают блоки 2 и 4 синхронно с блоком 3. Пружины 26 и 27 обеспечивают постоянное зацепление зубчатых колес 23 и 24 с рейками 13 и 14. При движении блоков 2, 3 и 4 совместно с ними за счет жесткой .связи- стержнем 39 со средним блоком и связи блоков 2 и 4, осуществляемой осями 38 посредством роликов 37, с пазами 35 и 36 гребенки 5, она также перемещается.
Эластичность гребенки и пазы 35 и 36, выполненные по дуге окружности, соосной кругу, обеспечивают сохранение оптимального зазора Е между кругом и рабочей поверхностью гребенки на всем протяжении времени его эксплуатации. Поверхности круга 8 и гребенки 5 всегда будут эквидистантны, так как три точки гребенки, как минимум (по числу блоков), движутся синхронно в радиальном направлении и всегда расположены на окружности, которая в данном случае эквидистантна кругу. СОЖ в рабочую зону подается по стержню-штуцеру 39 и дальше по системе каналов 9 и 10 в гребенке 5 или может дополнительно подводиться, например, с торцов гребенки.
После установки необходимого зазора Е между поверхностью круга 8 и рабочими поверхностями гребенки 5 СОЖ из трубопровода 11 подается во время вращения круга через полый стержень 39 и торцы гребенки в каналы 9 и 10. Вытекая оттуда и попадая на поверхность круга 8, СОЖ охлаждает и очищает его за счет многократного отражения от ребер гребенки 5 и поверхности круга 8. По мере износа круга 8 рукояткой 33 приближают блоки 2, 3 и 4 с гребенкой 5 к поверхности круга 8, поддерживая постоянный зазор Е. При перемещениях блоков 2, 3 и 4 щеки-ограждения 28, 29 и 30 двигаются вместе с ними, постоянно закрывая подвижные элементы устройства. Формула изобретения Устройство для охлаждения и очистки шлифовального круга, содержащее корпус, по крайней мере три блока с защитными щеками, установленный на корпусе механизм перемещения блоков, гребенку и систему подвода смазочно-охлаждающей жидкости (СОЖ) отлича ющееся тем, что, с целью повышения эффективности охлаждения .и очистки, гребенка выполнена эластичной с пазами, расположенными по дуге окружности, ось которой совпадает с осью вращения шлифовального круга, и каналами подвода СОЖ, при этом средняя часть гребенки жестко связана с центральным блоком, а крайние блоки снабжены осями; расположенными в пазах гребенки.
fc . l|l IO
n
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения и очистки шлифовального круга | 1990 |
|
SU1815192A1 |
| Устройство для охлаждения и очистки шлифовального круга | 1988 |
|
SU1516326A1 |
| Устройство для охлаждения и очистки шлифовального круга | 1988 |
|
SU1593933A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1992 |
|
RU2036777C1 |
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) | 1983 |
|
SU1161357A1 |
| Устройство для охлаждения и очистки шлифовального круга | 1986 |
|
SU1400866A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Устройство для удаления отходов из зоны обработки шлифовального станка | 1984 |
|
SU1284807A1 |
| Устройство для шлифования | 1981 |
|
SU1013242A1 |

Изобретение относится к металлообработке, а именно к устройствам для охлаждения и очистки шлифовального круга. Целью изобретения является повышение эффективности охлаждения и очистки круга. Во время работы по мере износа круга 8 перемещают блок 3. При этом за счет зацепления рейками 15 и 16 колес 23 и 24 вращаются колеса 22 и 25 и перемещаются рейки 19 и 20 с блоками 1 и 3. Последние перемещаются в радиальном направлении и одновременно поворачиваются вокруг оси вращения круга 8. При перемещении блоков 1-3 эластичная гребенка 5 меняет свою кривизну, оставаясь эквидистантной кругу 8 за счет расположения осей 36 и 37 блоков 1 и 3 в пазах 10 гребенки и жесткой связи с ней блока 2. 5 ил.
Фиг
Л -/I
§игМ
| Авторское свидетельство СССР по заявке № 4604534/08, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
