Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов и сплавов.
Целью изобретения является улучшение качества отливаемых заготовок.
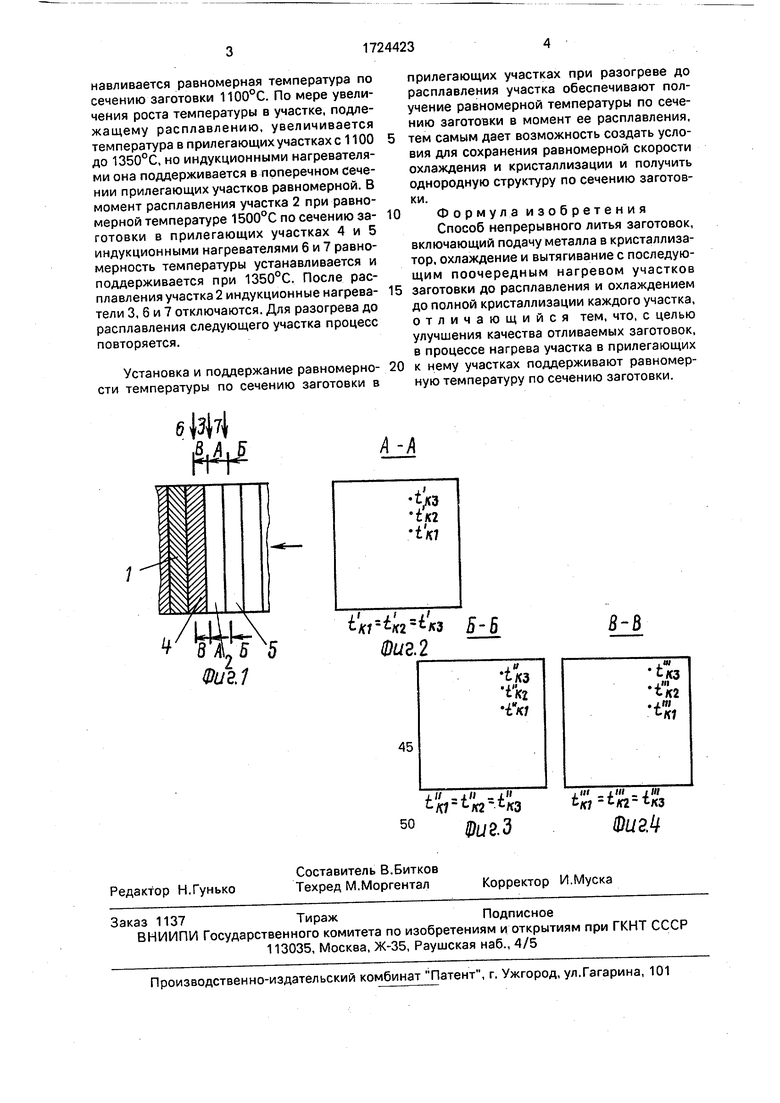
-На фиг. 1 представлена заготовка, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3-сечение Б-Б на фиг. 1; на фиг. 4-сечение В-В на фиг. 1.
Движущаяся заготовка 1 (фиг. 1) условно разбивается на участки 2, которые с помощью индукционного нагревателя 3 поочередно нагреваются до полного расплавления металла, при этом длина участков 2 определяется с учетом удержания расплавленного металла в нем за счет поверхностного натяжения. В последующем участке 4 происходит охлаждение металла до его полной кристаллизации. В предыдущем участке 5 металл также полностью закристаллизовался после выхода заготовки из кристаллизатора установки непрерывной разливки. С помощью дополнительно установленных индукционных нагревателей 6 и 7 в соседних участках 4 и 5 при расплавлении металла в участке 2 поддерживается равномерность температуры по сечению заготовки 1, что представлено на фиг. 3 и 4. Поддержание равномерности температуры по сечению заготовки В-В и С-С на участках
4 и 5 (tlc i tlc 2 tfe и tlc i tic1 t|& ) обеспечивает равномерное распределение температуры по сечению А-А (фиг. 2)
расплавленного участка 2 (tlci ).
П р и м е р. В движущейся закристаллизовавшейся непрерывнолитой заготовке 1 из ст. 3 сечением 125x125 мм в поперечном сечении температура распределена неравномерно (температура поверхности 800°С, а центра 1000°С). Заготовку разбивают на участки 2, 4 и 5 длиной 1 мм. Длину участка определяют из условия удержания расплавленного металла в нем за счет поверхностного натяжения. Поочередно каждый участок2 индукционным нагревателем 3, который движется синхронно с заготовкой 1, подвергают разогреву до расплавления 1500°С, а затем охлаждению до полной кристаллизации при отключении индукционного нагревателя 3. В процессе нагрева участка 2, подлежащего расплавлению, в прилегающих к нему участках 4 и 5 индукционными нагревателями 6 и 7, которые также движутся синхронно с заготовкой 1,устасо
4 Ю Јь - ГО CJ
навливается равномерная температура по сечению заготовки 1100°С. По мере увеличения роста температуры в участке, подлежащему расплавлению, увеличивается температура в прилегающих участках с 1100 до 1350°С, но индукционными нагревателями она поддерживается в поперечном сечении прилегающих участков равномерной. В момент расплавления участка 2 при равномерной температуре 1500°С по сечению заготовки в прилегающих участках 4 и 5 индукционными нагревателями б и 7 равномерность температуры устанавливается и поддерживается при 1350°С. После расплавления участка 2 индукционные нагреватели 3, 6 и 7 отключаются. Для разогрева до расплавления следующего участка процесс повторяется.
Установка и поддержание равномерности температуры по сечению заготовки в
прилегающих участках при разогреве до расплавления участка обеспечивают получение равномерной температуры по сечению заготовки в момент ее расплавления,
тем самым дает возможность создать условия для сохранения равномерной скорости охлаждения и кристаллизации и получить однородную структуру по сечению заготовки.
Ф о р м у л а и з о б р е т е н и я
Способ непрерывного литья заготовок, включающий подачу металла в кристаллизатор, охлаждение и вытягивание с последующим поочередным нагревом участков
заготовки до расплавления и охлаждением до полной кристаллизации каждого участка, отличающийся тем, что, с целью улучшения качества отливаемых заготовок, в процессе нагрева участка в прилегающих
к нему участках поддерживают равномерную температуру по сечению заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1988 |
|
SU1724422A1 |
| Способ непрерывного литья заготовок | 1988 |
|
SU1666269A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА ИЗ СТАЛЕЙ И СПЛАВОВ С ПОНИЖЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2691481C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ ЗАГОТОВОК КРУПНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2063297C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ СОРТОВЫХ ИЛИ БЛЮМОВЫХ ЗАГОТОВОК | 2005 |
|
RU2388572C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2100130C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| Способ непрерывной разливки металла | 1990 |
|
SU1770052A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НА МАШИНАХ КРИВОЛИНЕЙНОГО ТИПА | 1999 |
|
RU2173604C2 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
Изобретение относится к металлургии, а именно к непрерывной разливке металлов и сплавов. Целью изобретения является улучшение качества отливаемых заготовок. Способ включает поочередный нагрев участков заготовки до расплавления и их охлаждение до полной кристаллизации. При этом в п ро цессе на грева участка до рас п л а в- ления в прилегающих к нему участках устанавливают и поддерживают температуру по сечению заготовки равномерной. 4 ил.
б
Л
А А
| Способ непрерывного литья заготовок | 1988 |
|
SU1666269A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
