Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов и сплавов.
Целью изобретения является улучшение качества отливаемых заготовок за счет равномерной температуры металла расплавленного участка.
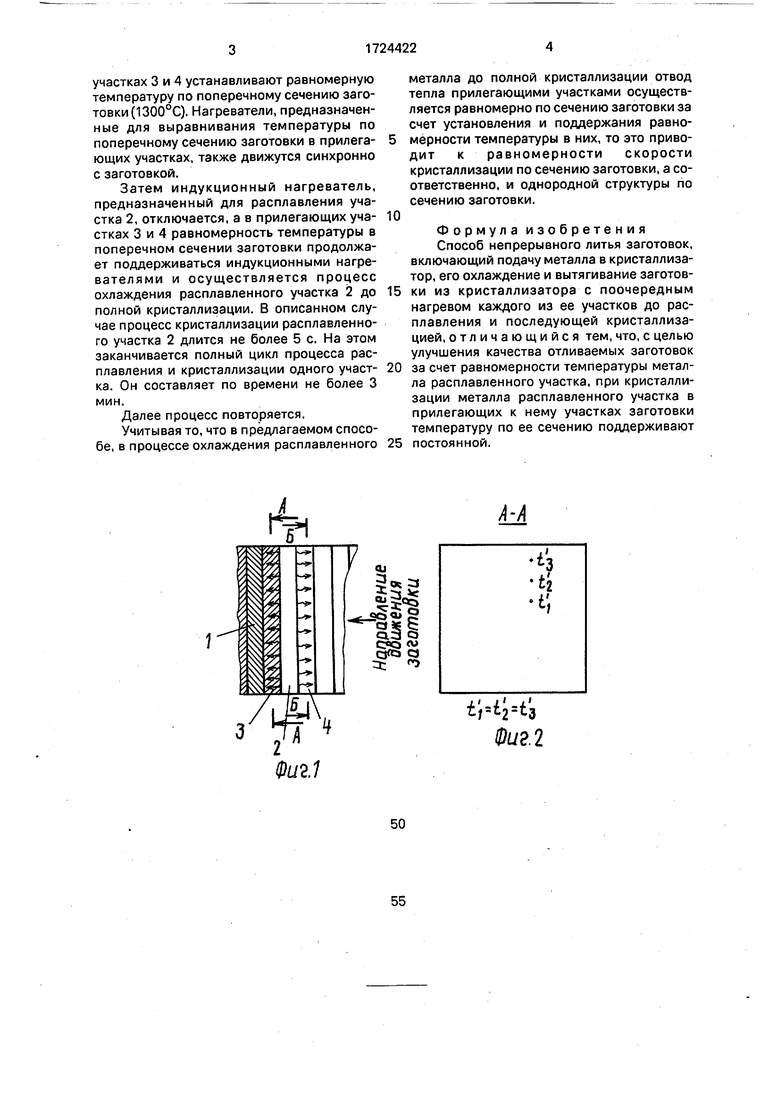
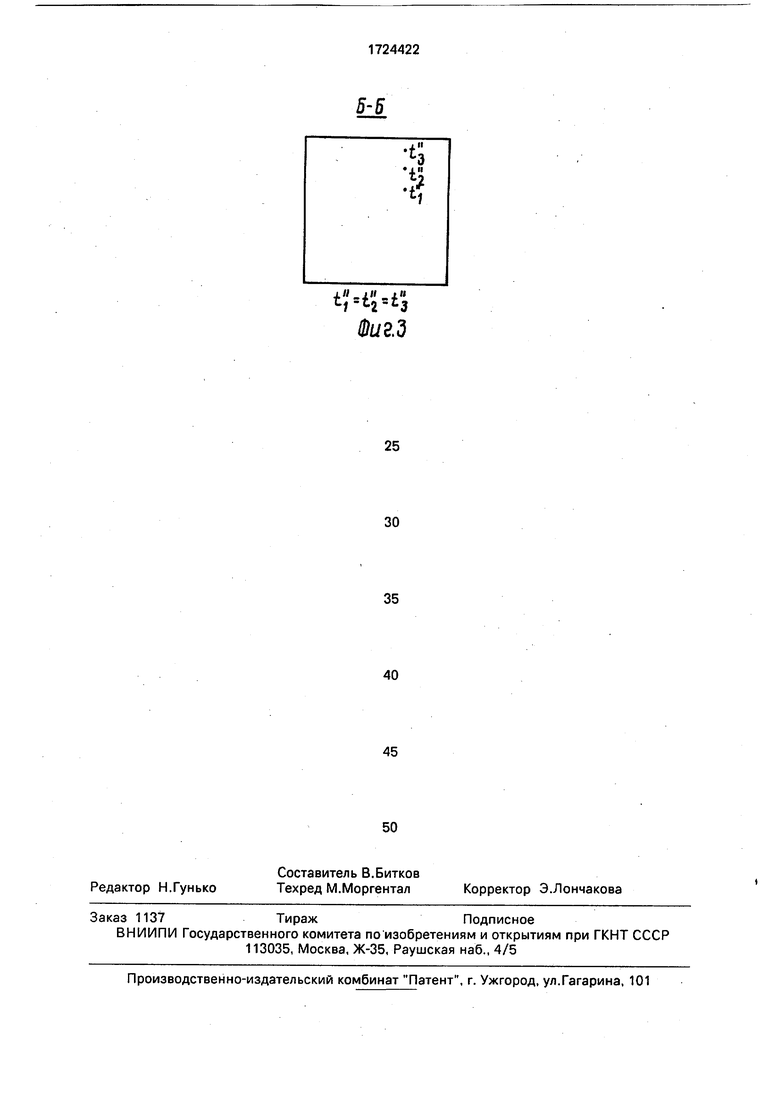
На фиг. 1 представлена заготовка, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Движущуюся заготовку 1 условно разбивают на участки 2, которые с помощью индукционных нагревателей (не показаны) поочередно нагреваются до полного расплавления металла, при этом длина участков 2 определяется с учетом удержания расплавленного металла в нем за счет поверхностного натяжения. В прилегающих к участку 2 участках 3 и 4 индукционными нагревателями устанавливают температуру по сечению заготовки равномерной до полной кристаллизации расплавленного металла участка 2, т.е. и (фиг. 2 и 3). Выравнивание температуры осуществляют путем разогрева прилегающих участков.
Способ непрерывного литья заготовок осуществляется следующим образом.
Непрерывнолитая полностью закристаллизовавшаяся заготовка из Ст.З сечением 125x125 мм2 движется со скоростью 2,0 м/мин. Температура в поперечном сечении заготовки неравномерная: на поверхности 880°С, а в центре 1000°С. Заготовку предварительно условно разбивают на участки 2, 3 и 4 длиной 1 мм, причем длина определяется с учетом возможности удержания расплавленного металла в каждом участке за счет поверхностного натяжения. Поочередно каждый участок 2 подвергают разогреву индукционным нагревателем до температуры расплавления 1500°С за 2 мин (время разогрева индукционным нагревателем зоны до температуры расплавления зависит от мощности нагревателя, размера и физико- химических свойств заготовки, в этом способе не ограничивает скорости разливки и производительности УНРС, так как индукционный нагреватель с момента разогрева движется синхронно, с одной и той же скоростью с заготовкой). К моменту охлаждения участка 2 в прилегающих к нему
fe
ч|
го
ю
Ю
участках 3 и 4 устанавливают равномерную температуру по поперечному сечению заготовки (1300°С). Нагреватели, предназначенные для выравнивания температуры по поперечному сечению заготовки в прилегающих участках, также движутся синхронно с заготовкой.
Затем индукционный нагреватель, предназначенный для расплавления участка 2, отключается, а в прилегающих уча- стках 3 и 4 равномерность температуры в поперечном сечении заготовки продолжает поддерживаться индукционными нагревателями и осуществляется процесс охлаждения расплавленного участка 2 до полной кристаллизации. В описанном случае процесс кристаллизации расплавленного участка 2 длится не более 5 с. На этом заканчивается полный цикл процесса расплавления и кристаллизации одного участ- ка. Он составляет по времени не более 3 мин.
Далее процесс повторяется.
Учитывая то, что в предлагаемом способе, в процессе охлаждения расплавленного
металла до полной кристаллизации отвод тепла прилегающими участками осуществляется равномерно по сечению заготовки за счет установления и поддержания равномерности температуры в них, то это приводит к равномерности скорости кристаллизации по сечению заготовки, а соответственно, и однородной структуры по сечению заготовки.
Формула изобретения Способ непрерывного литья заготовок, включающий подачу металла в кристаллизатор, его охлаждение и вытягивание заготовки из кристаллизатора с поочередным нагревом каждого из ее участков до расплавления и последующей кристаллизацией, отличающийся тем, что, с целью улучшения качества отливаемых заготовок за счет равномерности температуры металла расплавленного участка, при кристаллизации металла расплавленного участка в прилегающих к нему участках заготовки температуру по ее сечению поддерживают постоянной.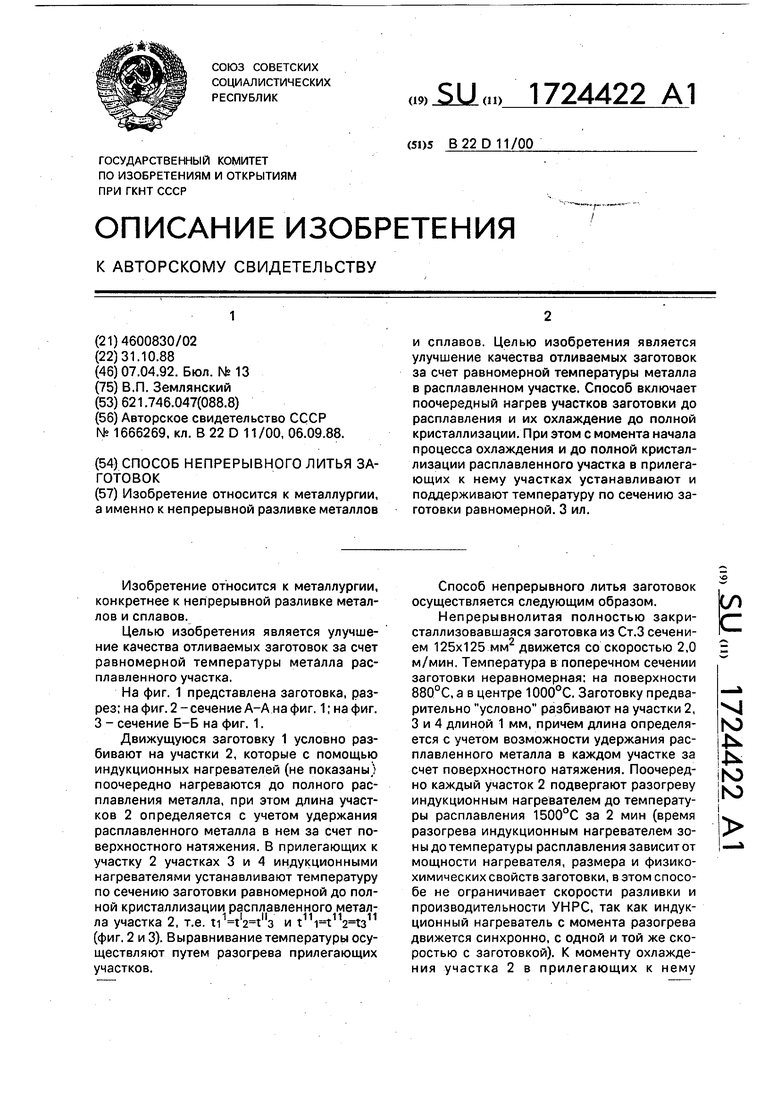
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1988 |
|
SU1724423A1 |
| Способ непрерывного литья заготовок | 1988 |
|
SU1666269A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ ЗАГОТОВОК КРУПНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2063297C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НА МАШИНАХ КРИВОЛИНЕЙНОГО ТИПА | 1999 |
|
RU2173604C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА ИЗ СТАЛЕЙ И СПЛАВОВ С ПОНИЖЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2691481C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149730C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2100130C1 |
Изобретение относится к металлургии, а именно к непрерывной разливке металлов и сплавов. Целью изобретения является улучшение качества отливаемых заготовок за счет равномерной температуры металла в расплавленном участке. Способ включает поочередный нагрев участков заготовки до расплавления и их охлаждение до полной кристаллизации. При этом с момента начала процесса охлаждения и до полной кристаллизации расплавленного участка в прилегающих к нему участках устанавливают и поддерживают температуру по сечению заготовки равномерной. 3 ил.
к
Фиъ.1
-Ч t ,
f,.tj.ti Фиг.2
J. „1 tf-t2-t3
0(/8.3
Г 13
4
tf
| Способ непрерывного литья заготовок | 1988 |
|
SU1666269A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
