Известно, что -в подающих устройствах м.ногопозициоиных станков питатель совершает одно возвратно-поступательное движение для подачи деталей в каждую позицию. В многопозиЦионны.х станках параллельного действия, где одинаковые операции выполняются одновременно .на нескольких позициях, следовательно, требуется подать несколько деталей. Необходимость отдельного движения питателя для подачи каждой детали приводит к увеличению времени подачи и требует дополнительных распределительных устройств.
Предлагаемое устройство отличается от известных тем, что для обеспечения одновременной подачи нескольких деталей на разные позиции с помощью одного питателя в каждом приемном гнезде питателя установлен независимый от других подпружиненный держатель.
Каждый держатель имеет защелку, установленную на пути движения ползуна для освобождения детали при нажатии ползуна на выступающую часть защелки.
Ползун питателя выполнен с уступами по щирине, очертания и число которых соответствует форме и числу Подаваемых деталей.
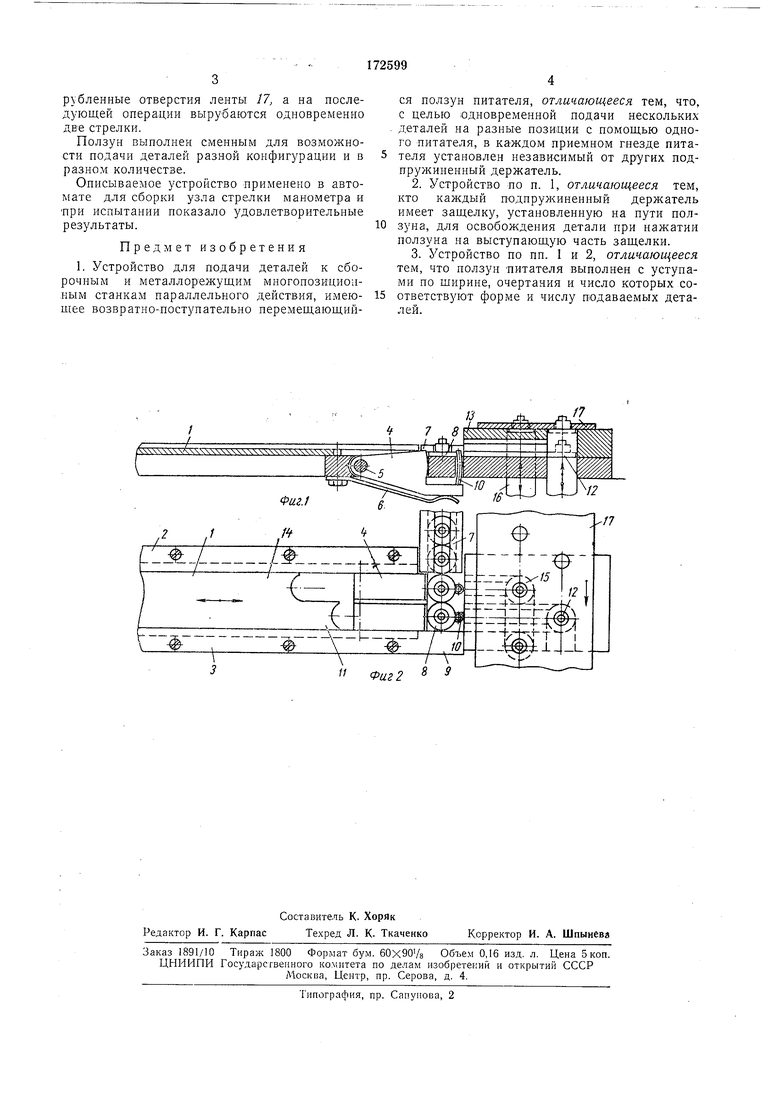
фиг. 2 - питатель и приемные гнезда лотка, вид сверху.
Устройство состоит из ползуна J питателя, перемещающегося возвратно-поступательно в
направляющих 2 и 3, защелок 4, установленных на оси 5 и поджатых плоскимн пружинами 6, и лотка 7.
Защелки выполнены сменными и их щирина соответствует ширине загружаемых деталей
8. Предохранение деталей от выпадения из защелок обеспечивается выступом 9 направляющей 3 и ограничителями 10, установленнымн в защелках. Работа устройства осуществляется следующим образом. При отходе ползуна / в исходное положение (влево) детали 8 по лотку 7 поступают в приемные гнезда защелок 4 до упора в выступ 9 направляюи ей 3. При движении ползуна / в рабочее положение (вправо) сначала его длинный выступ и нажмет на соответствующую защелку, утопит ее, захватит деталь 8 и перенесет ее на рабочую позицию 12 сборочного приспособления 13. Затем короткий выступ 14 ползуна также нажмет на другую защелку, захватит другую деталь и неренесет ее на рабочую позицию 15, а ползун возвратится в исходное положение (влево).
рубленные отверстия ленты 17, а на последующей операции вырубаются одновременно две стрелки.
Ползун выполнен сменным для возможности подачи деталей разной конфигурации и в разном количестве.
Описываемое устройство применено в автомате для сборки узла стрелки манометра и прн испытании показало удовлетворительные результаты.
Предмет изобретения
1. Устройство для подачи деталей к сборочиым и металлорежущим многопозиционным станкам параллельного действия, имеющее возвратно-поступательно перемещающийся ползун питателя, отличающееся тем, что, с целью одновременной подачи нескольких деталей на разные позиции с помощью одного питателя, в каждом приемном гнезде питателя установлен независимый от других подпружиненный держатель.
2.Устройство по п. 1, отличающееся тем, кто каждый подпружиненный держатель имеет защелку, установленную на пути ползуна, для освобождения детали при нажатии ползуна на выступающую часть защелки.
3.Устройство по пп. 1 и 2, отличающееся тем, что ползун питателя выполнен с уступами по ширине, очертания и число которых соответствуют форме и числу подаваемых деталей.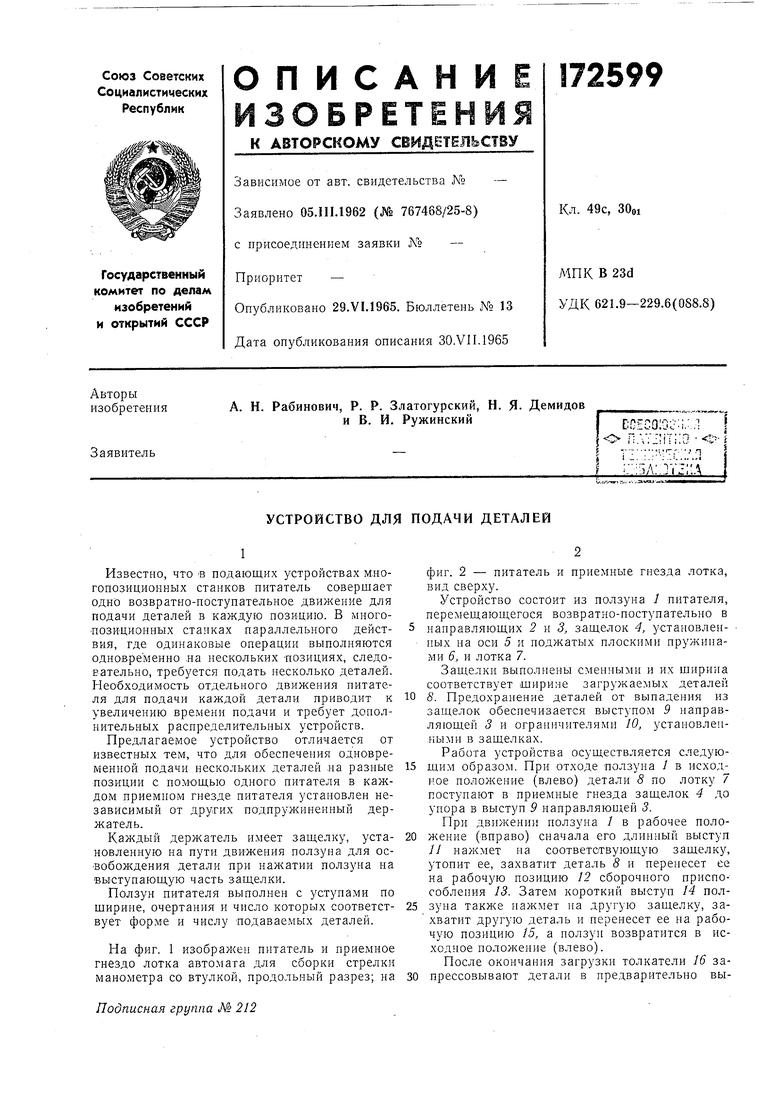
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1990 |
|
SU1743794A1 |
| Механизм поштучной выдачи деталей | 1980 |
|
SU973302A1 |
| Загрузочное устройство | 1990 |
|
SU1745514A1 |
| Загрузочное устройство | 1983 |
|
SU1129052A1 |
| Автоматический станок для накатывания знаков на цилиндрических изделиях | 1960 |
|
SU133785A1 |
| Загрузочный ротор | 1991 |
|
SU1816642A1 |
| Загрузочное устройство | 1979 |
|
SU929392A1 |
| Устройство для подачи деталей | 1983 |
|
SU1098754A1 |
| Устройство для подачи и удаления заготовок | 1976 |
|
SU564946A1 |
| Устройство для ориентации и загрузки деталей в гнезда кассеты | 1987 |
|
SU1436158A1 |
Фиг2 /
