Изобретение относится к машиностроению, а именно к конструкции схватов манипуляторов, которые могут быть использованы при сборочных операциях с применением дуговой сварки.
Известны схваты манипуляторов, входящие в комплекты сменных приспособлений для промышленных роботов. В конструкцию схватов, предназначенных для работы с жесткими (металлическими) деталями определенной формы, входит, как правило, корпус, связанный с манипулятором, одна или две подвижные губки и устройство привода подвижных губок.
Наиболее близким к предлагаемому яв- ляется схват, в процессе работы которого губки могут совершать радиальные перемещения, что, как правило, имеет место при работе с цилиндрическими деталями, либо перемещаться плоскопараллельно, что предпочтительно, так как в этом случае конструкция схвата упрощается, становится более компактной и, кроме того, возрастает надежность и точность его работы.
В конструкцию данного схвата входит корпус, закрепленный на руке промышленного робота, смонтированный в корпусе привод и связанные с приводом подвижные параллельные губки, обеспечивающие захват детали.
Однако данный схват характеризуется ограниченными функциональными возможностями, что проявляется, в частности, в ходе сборочно-сварочных технологических операций.
Предлагаемый схват обеспечивает выполнение операций захвата и перемещение детали к месту установки, однако собственно крепление ее должно производиться либо с помощью параллельно работающего второго промышленного робота, который приварит деталь, удерживаемую в это вре-; мя схватом первого робота, либо должно использоваться дополнительное сборочно- сварочное приспособление, которое после доставки детали к месту сварки роботом обеспечивает ее фиксацию в требуемом положении на необходимое время.
Цель изобретения - расширение функциональных возможностей схвата манилу- лятора путем придания ему способности обеспечения предварительной фиксации подаваемой детали в месте ее установки.
Поставленная цель достигается тем, что в схвате манипулятора для роботизирован- ной сборки сварных конструкций, содержащем корпус, закрепленный на руке робота, подвижные губки, по меньшей мере одна из которых выполнена подвижной, и привод перемещения губок, на рабочей поверхности губок предусмотрены накладки из токо- проводящего материала, связанные гибкими токопроводами с одной из клемм источника сварочного напряжения, а корпус схвата электрически изолирован от руки манипулятора.
Принципиальным отличием предлагаемого схвата от известного является его способность обеспечивать подвод сварочного напряжения к захваченной детали.
Перечисленные отличия схвата позволяют при вводе переносимой детали в контакт с собираемым изделием, которое также связано известным образом с источником сварочного напряжения, добиваться эффекта частичного оплавления поверхностей детали и изделия и их прихватывания один к другому по типу контактной стыковой сварки, благодаря чему достигается их взаимная предварительная фиксация.
На чертеже изображен схват, вид сбоку.
Схват манипулятора для роботизированной сборки содержит корпус 1 с приводом 2 любого известного типа, например пневматическим. Корпус 1 закреплен на руке 3 промышленного робота через изолятор 4. На корпусе установлены параллельные подвижные губки 5, связанные с приводом 2 и снабженные плоскими токопроводящи- ми накладками 6, расположенными на рабочих поверхностях губок. Каждая из накладок связана через гибкий токопровод (кабель) 7 с одной из клемм источника 8 сварочного напряжения, в качестве которого может быть использован, например, источник типа ВДУ-506.
Вторая клемма источника 8 связана с собираемым изделием 9, на котором должна крепиться подаваемая схватом деталь 10, Накладки 6 выполнены из меди, изолятор 4 - из гетинакса, остальные детали схвата - из стали. В приведенном варианте выполнения схвата контактные накладки 6 выполнены плоскими, что при работе с плоской деталью обеспечивает максимальную площадь контакта. При работе.с деталями иной формы поверхность накладок должна по возможности повторять форму поверхности детали, что позволяет в любом случае получить максимальную площадь контакта и предельно снижать сопротивление перехода между накладками и деталью.
Схват работает следующим образом.
При захватывании детали 10, происходящем при смыкании губок 5 под действием привода 2, деталь размещается между накладками 6, которые обеспечивают ее механическую фиксацию. При перемещении руки 3 робота деталь 10 оказывается подведенной к месту своей установки на изделии
9. В момент касания торца детали 10 к изделию 9 электрическая цепь источника 8 сварочного напряжения оказывается замкнутой. Поскольку площадь контакта детали 10 с изделием 9 заведомо меньше площади ее контакта с накладками 6 и электрическое сопротивление в этой зоне выше, здесь происходит интенсивный разогрев металла, его частичное оплавление и, как следствие, частичная сварки с металлом изделия 9, протекающая по принципу стыковой контактной сварки. Затем подачу сварочного напряжения от источника 8 прекращают, раскрывают губки схвата и отводят его от детали, которая оказывается прихваченной по месту своей установки. Таким образом, с помощью одного робота на изделии может быть установлен целый комплект необходимых деталей, причем без использования каких-либо дополнительных сборочных фиксирующих приспособлений. В дальнейшем после замены схвата на сварочный инструмент этот же робот может
осуществить также окончательную сварку всего изделия.
Предлагаемый схват позволяет упростить и ускорить сборку сварных конструк- ций, а также дает возможность отказаться от использования дополнительного, часто дорогостоящего, оборудования.
Формула изобретения Схват манипулятора для роботизированной сборки сварных конструкций, содер- жащий корпус, закрепленный на руке робота, подвижные губки, установленные на корпусе, отличающийся тем, что, с целью расширения функциональных возможностей, он снабжен источником сварочного напряжения, а на рабочей поверхности каждой губки закреплена накладка из токо- проводящего материала, при этом накладки электрически связаны с одной из клемм источника сварочного напряжения, а корпус схвата электрически изолирован от руки манипулятора.

| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА РОБОТИЗИРОВАННОЙ СБОРКИ КРУПНОГАБАРИТНЫХ ФЕРМ, В ТОМ ЧИСЛЕ НА ОРБИТЕ ЗЕМЛИ ИЛИ ЛУНЕ | 2021 |
|
RU2790311C2 |
| Групповой схват промышленного робота | 1981 |
|
SU975389A1 |
| Устройство для сборки деталей | 1977 |
|
SU663525A1 |
| Пневматический сборочный схват | 1985 |
|
SU1404230A1 |
| Исполнительный орган сборочного манипулятора | 1980 |
|
SU961939A1 |
| Схват промышленного робота | 2023 |
|
RU2813251C1 |
| Устройство управления схватом манипулятора | 1987 |
|
SU1442395A2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| КОМБИНИРОВАННОЕ ЗАХВАТНОЕ УСТРОЙСТВО РОБОТА-МАНИПУЛЯТОРА | 2019 |
|
RU2730343C1 |
| Манипулятор | 1986 |
|
SU1430257A1 |
Использование: для роботизированной сборки сварных конструкций, для автоматизации сборочных операций. Сущность изобретения: схват манипулятора содержит корпус 1 с приводом 2 и губками 5. На рабочей поверхности губок 5 закреплены токопрово- дящие накладки 6, связанные гибкими токо- подводами с источником сварочного напряжения. Изолятор 4 расположен между схватом и рукой промышленного робота. 1 ил.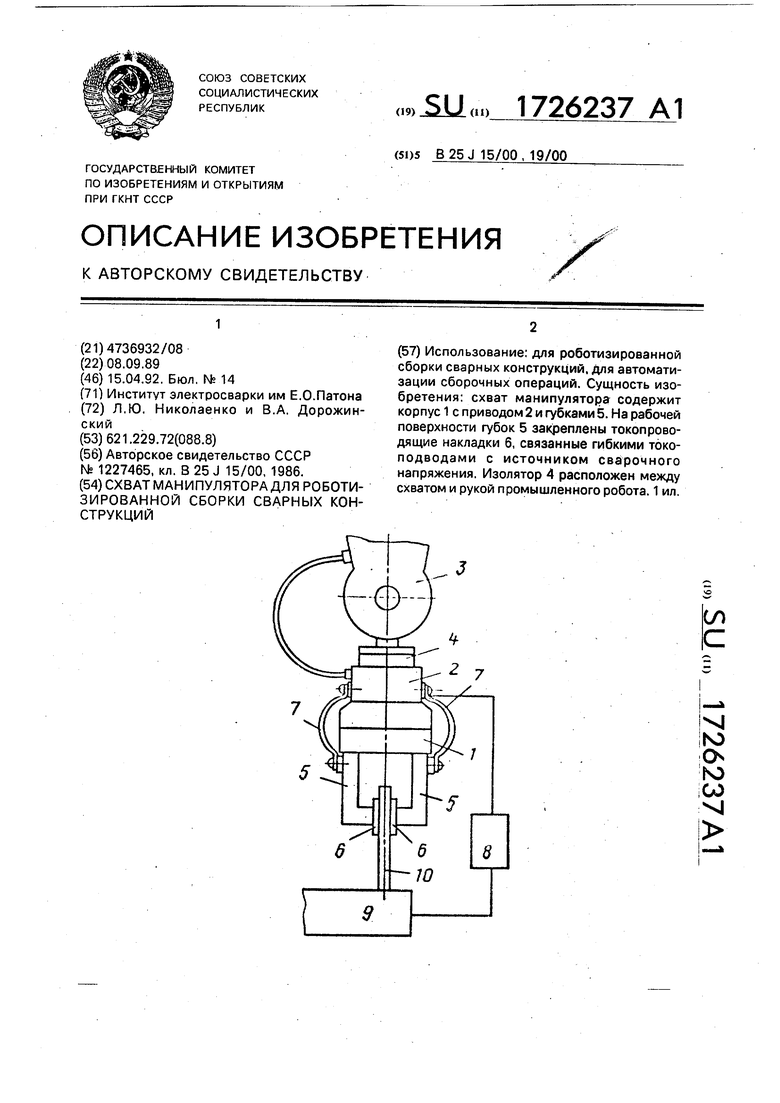
| Захватное устройство | 1984 |
|
SU1227465A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
