4: О 4: ЬО
СО
о
возникает усилие на кромке контакта В 23- ВТ 22, которое передается через шток 10 поршня 8 на рамку, вызывая ее дополнительное перемещение в сторону уменьшения величины рассогласования осей деталей до осуа1ествления процесса их сопряжения. 4 ил.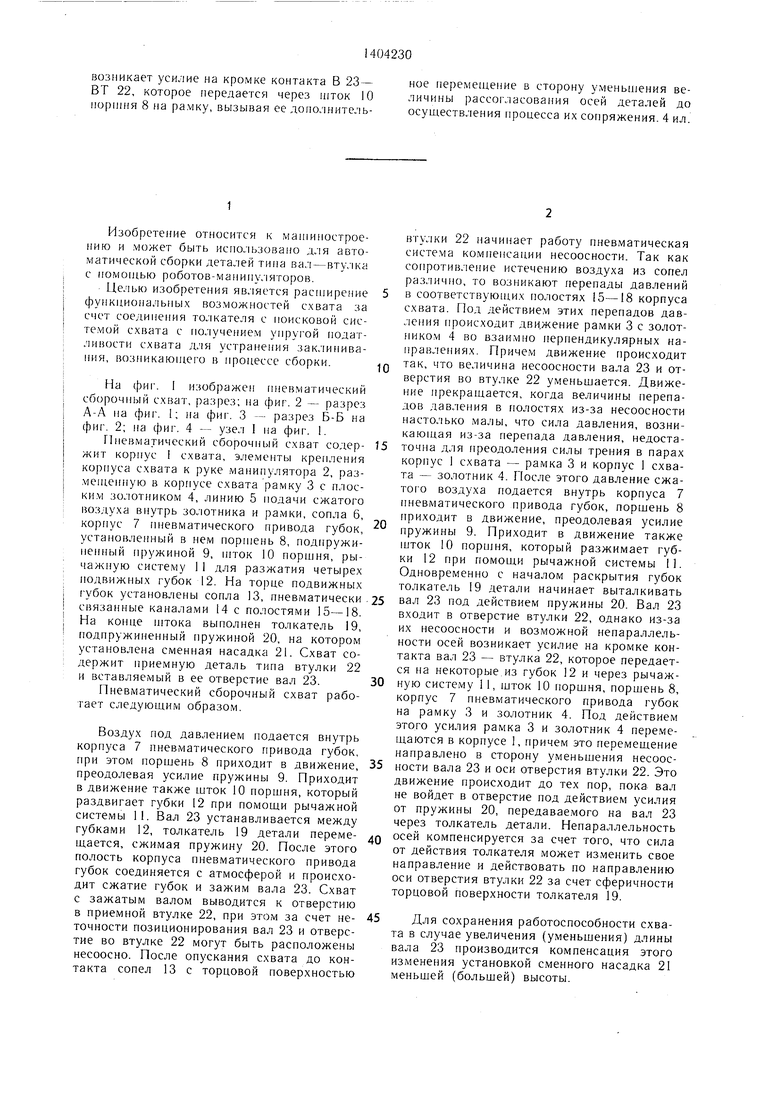
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический адаптивный сборочный схват | 1989 |
|
SU1794642A1 |
| Пневматический адаптивный сборочный схват | 1989 |
|
SU1701517A1 |
| Адаптивный схват | 1986 |
|
SU1395480A1 |
| Измерительный схват | 1986 |
|
SU1395481A1 |
| Устройство управления схватом манипулятора | 1987 |
|
SU1442395A2 |
| Очувствленный схват манипулятора | 1982 |
|
SU1134361A1 |
| Схват манипулятора | 1986 |
|
SU1445951A1 |
| Схват манипулятора для цилиндрических деталей | 1986 |
|
SU1323373A1 |
| Очувствленный схват робота | 1986 |
|
SU1366392A1 |
| Устройство для стыковки сменного инструмента манипулятора | 1984 |
|
SU1288047A1 |
Изобретение относится к машиностроению и может быть использовано для автоматической сборки деталей типа вал-втулка с HOMOHLbK) роботов-манипуляторов с целью расширения функциональных возможностсм за счет нолучения упругой нодатлнпости схвата для устранения :и1кли1П)вання, воз- никаюн1его в процессе сборки путем соединения толкателя с поисковой CHCTCMOII схвата. Схват с зажатым валом (В) 23 выводится к отверстию BTy. iKit (ВТ) 22. Hoc.ie опускания В 23 до контакта coiie/i 13 с TopnoBoii поверхностью ВТ 22 начинает работу инев- мосистема ко.мненсации песоосности дета.. Т. к. сопротивление истечению воздуха из соиел различно, то возникают ие нм1ады лений в соответствуюпи1х по.постях 5 8, что вызывает движепие рамки в cTOjioHy уменьшения несоосности деталей . Вторичная ориентация осей В и ВТ осу1п.еств.1яется при последующем (после первичной ориентации деталей } раскрытии губок, когда подпружиненный толкатель начннает выта.-|ки- вать В 23 в отверстие ВТ 22. Однако нз-за возможного рассогласования осей детале) S (Л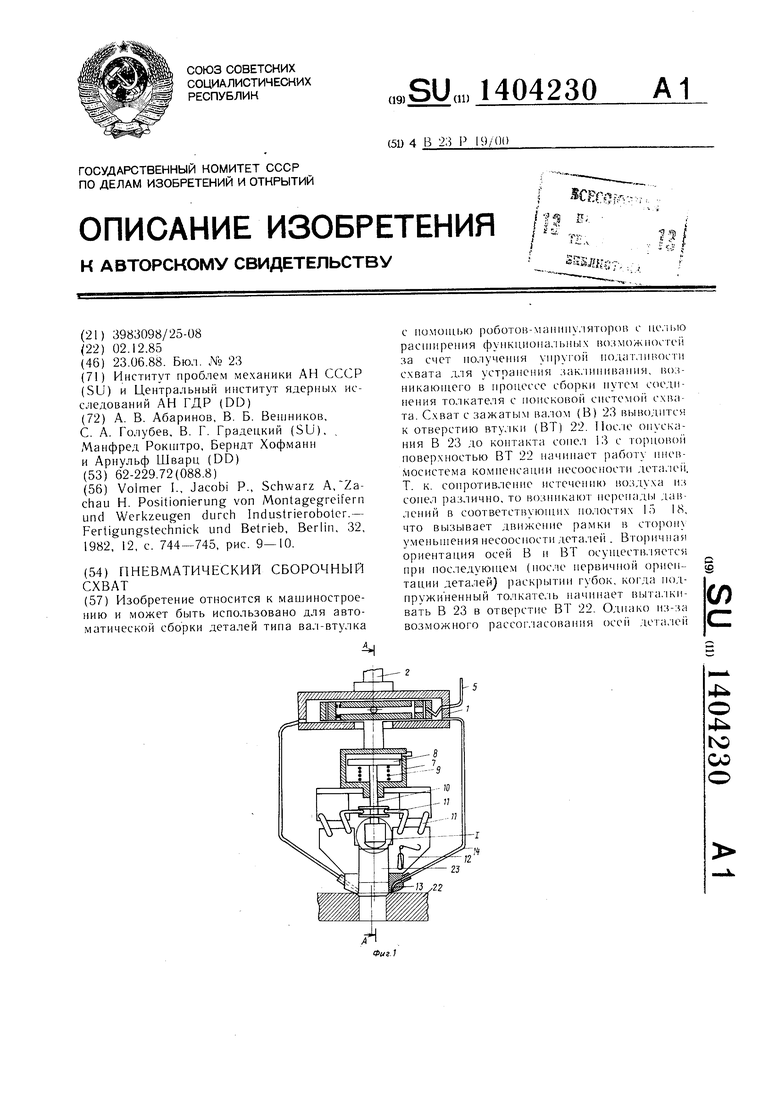
Изобретение относится к ман1инострое- нию и .может быть использовано д:1я автоматической сборки деталей тина ва.л - втулка с помощью роботов-манипу. 1яторов.
Целью изобретения является pacinnpeiine функциональных возможностей схвата за счет соедипе 1ия толкателя с поисковой системой схвата с получение.м упругой подат- /1ИВОСТИ схвата д. 1я устранения зак. 1инива- 1П1Я, возникающего в процессе сборки.
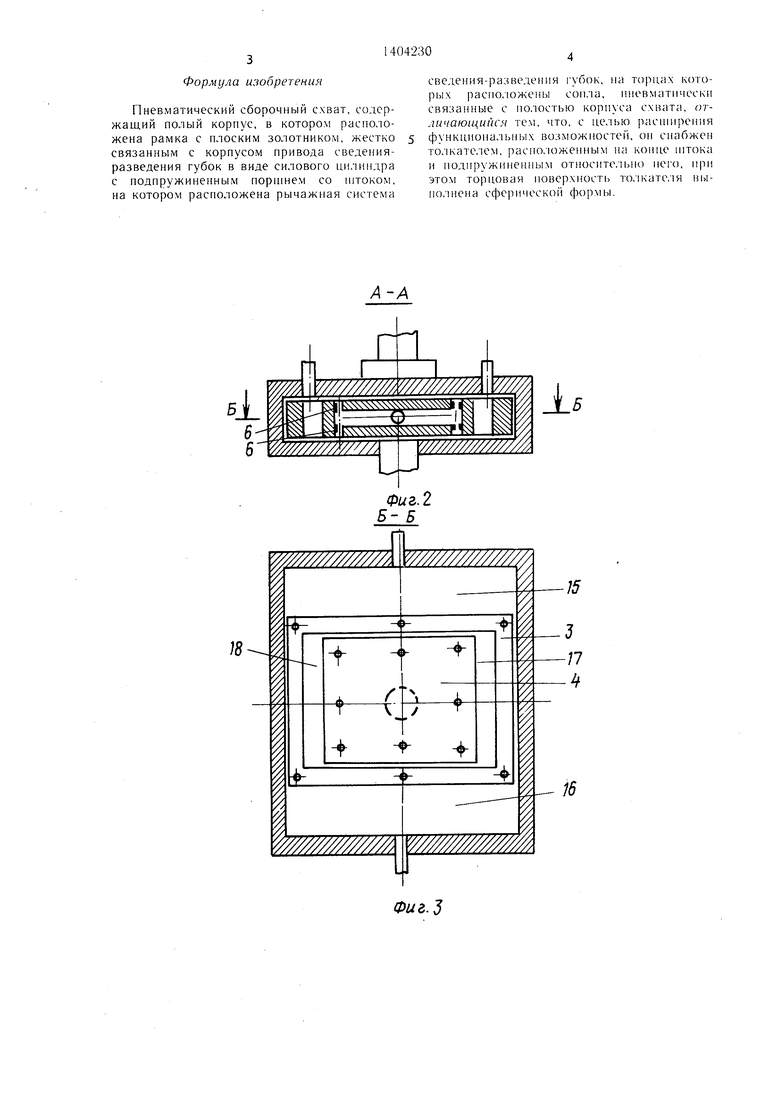
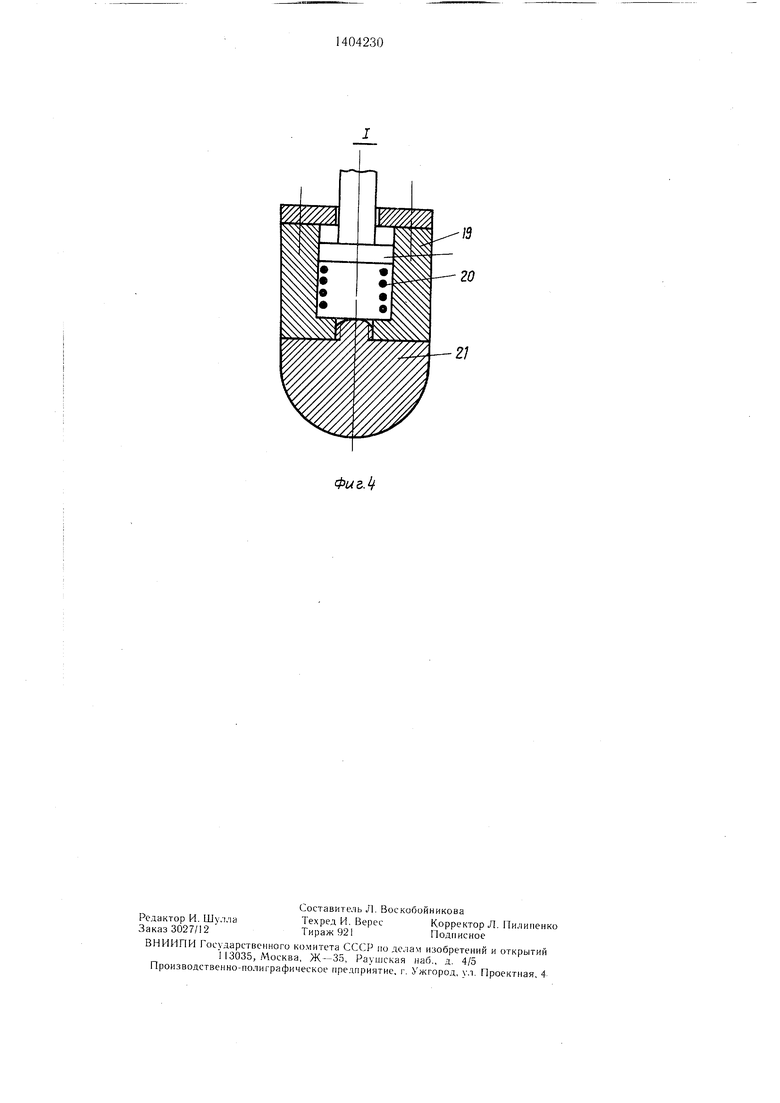
На фиг. 1 изображен пнев.матический сборочпый схват, разрез; на фиг. 2 - разрез А-А па фиг. 1; на фиг. 3 - разрез )-Б на фнг. 2; на фиг. 4 - узел I па фиг. 1.
Пневматический сборочный схват содер- жит корпус 1 схвата, элементы крепления Kopfiyca схвата к руке манипулятора 2, раз- меп1.енную а корпусе схвата рамку 3 с илос- ки.м зо;1отником 4, линию 5 подачи сжатого воздуха внутрь золотника и рамки, сопла 6, корпус 7 пневматического привода губок, установленный в нем nopnienb 8, подпружи- пенпый пружиной 9, шток 10 норшня, рычажную систему 1 1 для разжатия четырех подвижных губок 12. На торце подвижных г убок установлены сопла 13, пневматически связанные каналами 14 с полостями 15-18. На конце штока выполнен толкатель 19, подпружиненный пружиной 20, на котором установлена сменная насадка 21. Схват содержит приемную деталь типа втулки 22 и вставляемый в ее отверстие вал 23.
Пневматический сборочный схват работает следующим образом.
Воздух под давлением подается внутрь корпуса 7 пневматического привода губок, при этом поршень 8 приходит в движение, преодолевая усилие пружины 9. Приходит в движение также шток 10 поршня, который раздвигает губки 12 при помощи рычажиой системы 11. Вал 23 устанавливается между губками 12, толкатель 19 детали переме- щается, сжимая пружину 20. После этого полость корпуса пневматического привода губок соединяется с атмосферой и происходит сжатие губок и зажим вала 23. Схват с зажатым валом выводится к отверстию в приемной втулке 22, при этом за счет не- точности позиционирования вал 23 и отверстие во втулке 22 могут быть расположены несоосно. После опускания схвата до контакта сопел 13 с торцовой поверхностью
втулки 22 начинает работу пневматическая система компепсации несоосности. Так как сопротивление истечению воздуха из сопел различно, то возникают перепады давлений в соответствующих полостях 15-18 корпуса схвата. Под действием этих перепадов давления происходит дви.жение рамки 3 с золотником 4 во взаимно перпендикулярных на- нрав; ениях. Причем движение происходит так, что величина несоосности вала 23 и отверстия во втулке 22 уменьшается. Движение прекращается, когда величины перепадов давления в полостях из-за несоосности настолько малы, что сила давления, возникающая из-за перепада давления, недостаточна для преодоления силы трепия в парах корпус 1 схвата - рамка 3 и корпус 1 схвата - золотник 4. После этого давление сжатого возлтуха подается внутрь корпуса 7 пневматического привода губок, порщень 8 приходит в движение, преодолевая усилие пружины 9. Приходит в движение также шток 10 , который разжимает губки 12 при помощи рычажной системы II. Одновременно с началом раскрытия губок толкатель 19 детали начинает выталкивать вал 23 под действием пружины 20. Вал 23 входит в отверстие втулки 22, однако из-за их несоосности и возможной непараллельности осей возникает усилие на кромке контакта вал 23 - втулка 22, которое передается на некоторые.из губок 12 и через рычажную систему 11, 1UTOK 10 порщня, поршень 8, корпус 7 пневматического привода губок на рамку 3 и золотник 4. Под действием этого усилия рамка 3 и золотник 4 перемещаются в корпусе 1, причем это перемещение направлено в сторону уменьшения несоос- пости вала 23 и оси отверстия втулки 22. Это движение происходит до тех пор, пока вал не войдет в отверстие под действием усилия от пружины 20, передаваемого на вал 23 через толкатель детали. Непараллельность осей компенсируется за счет того, что сила от действия толкателя может изменить свое направление и действовать по направлению оси отверстия втулки 22 за счет сферичности торцовой поверхности толкателя 19.
Для сохранения работоспособности схвата в случае увеличения (уменьшения) длины вала 23 производится компенсация этого изменения установкой сменного насадка 21 меньшей (большей) высоты.
Формула изобретения
Пневматический сборочный схват, содержащий полый корпус, в котором расположена рамка с плоским золотником, жестко связанным с корпусом привода сведения- разведения губок в виде силового цилиндра с подпружиненным порн1нем со штоком, на котором расположена рычажная система
сведения-разведения 1 убок, на торнах которых расположены сопла, нневматпческн связанные с полостью корнуса схвата, отличающиеся тем, что, с целью расширения функциональных возможностей, он снабжен толкателем, распо.юженным на конце штока и подпружиненным относительно него, нри этом торцовая поверхность то, 1кате. 1я но.чнена сферическо формы.
Фиг.З
Фид..
Zl
| Volmer I., Jacob P., Schwarz A | |||
| Za- chau H | |||
| Positionierung von Montagegreifern und Werkzeugen durch Industrieroboter.- Fertigungstec inick und Betrieb, , 32, 982, 2, c | |||
| КОННОПРИВОДНОЙ ПОРШНЕВОЙ НАСОС | 1922 |
|
SU744A1 |
| . | |||
