Изобретение относится к черной металлургии, а именно к способу производства ленты из малоуглеродистой стали, преимущественно для изготовления теневых масок. кинескопов.
Целью изобретения является повышение пластичности.
Пример. Способ опробован при производстве ленты из малоуглеродистой стали для масок кинескопов.
Обработка по предлагаемому способу включала следующие операции: выплавку стали марки 08Ю в конверторе; горячую прокатку на полосу толщиной 4 мм; травление; холодную прокатку полосы до толщины 2 мм; термообработку в агрегате непрерывного отжига при температуре нагрева и выдержки 670-740°С; холодную прокатку на полосу толщиной 0,5 мм (для вар. 1-10, 12)
и 1,3 мм (для вар. 11, 13-17), обезуглероживающий отжиг при 780-840°С в атмосфере, содержащей 25% Н2 + 75% N2; т.р. +(30 - 40°С); холодную прокатку до толщин (мм): вариант 1 - 0,20; 2 - 0,17; 3-0,18; 4 - 0,23; 5 - 0,25; 6 - 0,19; 7 - 0,20; 8 - 0,24; 9 - 0,38; 10-0,50; 11 -1,15; 12-0,26; 13-0,60; 14- 1,00; 15-0,70; 16-1,15; 17- 1,00. Термообработку в агрегате непрерывного отжига при 610-640°С; заключительную холодную прокатку до толщины 0,15 мм; травление отверстий методом фотолитографии (при этом варьировали ширину перемычек между отверстиями 0,03-0,465,мм), разделение ленты на маски, отжигмасок при 850-875°С; оценка пластичности по величине относительного удлинения (5) в зоне перемычек при испытании на растяжение поперечных образцов, вырезанных из масок.
VI
ГО
о ел
00
о
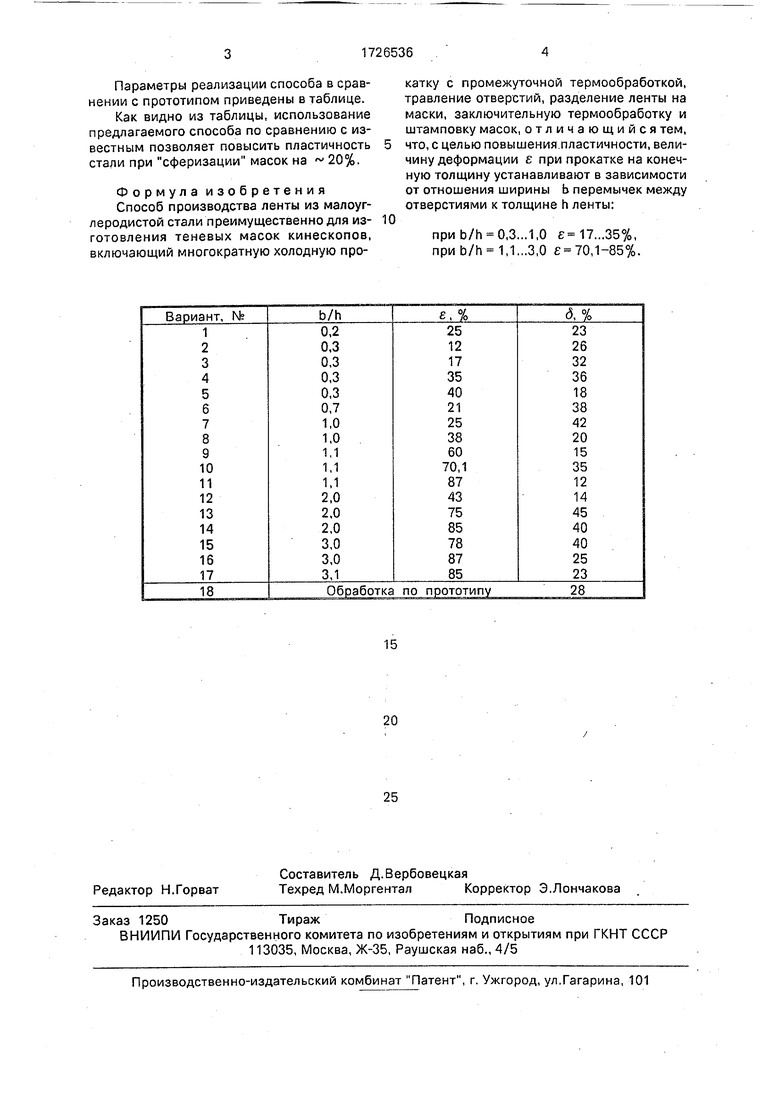
Параметры реализации способа в сравнении с прототипом приведены в таблице.
Как видно из таблицы, использование предлагаемого способа по сравнению с известным позволяет повысить пластичность стали при сферизации масок на 20%.
Формула изобретения Способ производства ленты из малоуглеродистой стали преимущественно для изготовления теневых масок кинескопов, включающий многократную холодную про0
катку с промежуточной термообработкой, травление отверстий, разделение ленты на маски, заключительную термообработку и штамповку масок, отличающийся тем, что, с целью повышения.пластичности, величину деформации Ј при прокатке на конечную толщину устанавливают в зависимости от отношения ширины Ь перемычек между отверстиями к толщине h ленты:
приЬ/п 0,3...1,0 ...35%, приЬ/п 1,1.,.3,0 ,1-85%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕНЕВЫХ МАСОК КИНЕСКОПОВ | 1991 |
|
RU2026371C1 |
| Способ производства тонких полос | 1987 |
|
SU1447890A1 |
| Способ изготовления теневых масок кинескопов цветных телевизоров | 1986 |
|
SU1404535A1 |
| Способ производства ленты из малоуглеродистой стали | 1990 |
|
SU1735396A1 |
| Способ производства прецизионной ленты из малоуглеродистой стали для теневых масок кинескопов | 1991 |
|
SU1787604A1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223336C2 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ термической обработки стали | 1987 |
|
SU1446176A1 |
| Способ изготовления теневой маски | 1989 |
|
SU1705366A1 |
| Способ получения кинескопной ленты из низкоуглеродистой электротехнической стали | 1980 |
|
SU889162A1 |
Изобретение относится к черной металлургии, к способам обработки стали для изготовления теневых масок кинескопов. Цель изобретения - повышение пластичности металла. Изобретение предусматривает проведение многократной холодной прокатки с промежуточной термообработкой, травление отверстий, разделение ленты на маски, заключительную термообработку и штамповку масок. При этом величину деформации Ј на заключительной стадии холодной прокатки устанавливают в зависимости от отношения ширины перемычек между отверстиями (в) к толщине ленты (h): при b/h 0,3-1,0 Ј 17-33%, при b/h 1.1-3,0 Ј 70,1-85%. Изобретение позволяет повысить пластичность при изготовлении масок из стали 08Ю на 20%. 1 табл. (Л
| Способ производства тонких полос | 1987 |
|
SU1447890A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления теневых масок кинескопов цветных телевизоров | 1986 |
|
SU1404535A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
