Изобретение относится к черной металлургии.
Целью изобретения является повышение пластичности готовой стали.
Изобретение иллюстрируется следующими примерами.
Способ опробован при производстве холоднокатаной стали для изготовления масок кинескопов.
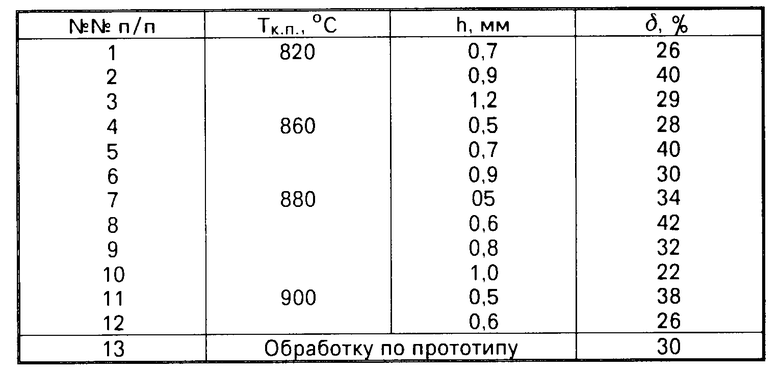
Обработка по предлагаемому способу включает выплавку стали марки 08Ю в конверторе; горячую прокатку на полосу толщиной 2 мм с варьированием температуры конца прокатки (Тк.п.) в интервале 820-900оС; травление горячекатаных полос; холодную прокатку полос до толщин (h) 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2 мм; обезуглероживающий отжиг при 720оС в атмосфере, содержащей 25% Н2+75% N2; т.р.=40оС; холодную прокатку до толщины 0,22 мм; термообработку в колпаковой печи при 640-660оС; заключительную холодную прокатку до толщины 0,15 мм; травление отверстий методом фотолитографии; разделение ленты на маски; отжиг масок при 850-875оС; оценку пластичности по величине относительного удлинения (δ) в зоне перемычек при испытании на растяжение поперечных образцов.
Конкретные параметры реализации предлагаемого способа в сравнении с прототипом приведены в таблице.
Использование предлагаемого способа по сравнению с известным позволяет значительно (примерно на 20%) повысить пластичность стали при "сферизации" масок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства ленты из малоуглеродистой стали | 1990 |
|
SU1726536A1 |
| Способ производства тонких полос | 1987 |
|
SU1447890A1 |
| Способ изготовления теневой маски | 1989 |
|
SU1705366A1 |
| Способ изготовления теневых масок кинескопов цветных телевизоров | 1986 |
|
SU1404535A1 |
| Способ производства прецизионной ленты из малоуглеродистой стали для теневых масок кинескопов | 1991 |
|
SU1787604A1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223336C2 |
| Сталь | 1986 |
|
SU1435652A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС ДЛЯ МАГНИТНЫХ ЭКРАНОВ | 2002 |
|
RU2223334C2 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| Способ получения кинескопной ленты из низкоуглеродистой электротехнической стали | 1980 |
|
SU889162A1 |
Сущность изобретения: горячекатанную полосу из стали 08Ю подвергают холодной прокатке до толщины  , где A - константа, 0,6 мм; Tк.п. - температура конца горячей прокатки; K - размерный коэффициент, 0,005°С. После проведения обезуглероживающего отжига проводят холодную прокатку, рекристаллизационный отжиг, холодную прокатку, травление отверстий и разделение ленты на маски. 1 табл.
, где A - константа, 0,6 мм; Tк.п. - температура конца горячей прокатки; K - размерный коэффициент, 0,005°С. После проведения обезуглероживающего отжига проводят холодную прокатку, рекристаллизационный отжиг, холодную прокатку, травление отверстий и разделение ленты на маски. 1 табл.
СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕНЕВЫХ МАСОК КИНЕСКОПОВ, включающий горячую прокатку, холодную прокатку, обезуглероживающий отжиг, холодную прокатку в два этапа с промежуточным рекристаллизационным отжигом, травление отверстий и разделение ленты на маски, отличающийся тем, что, с целью повышения пластичности готовой стали, холодную прокатку перед проведением обезуглероживающего отжига ведут до толщины h, определяемой по математической зависимости
h = A + (880 - Tк.п.) · K,
где A - константа, 0,6 мм;
Tк.п. - температура конца горячей прокатки, oС;
K - размерный коэффициент 0,005 мм/oС.
| Способ производства тонких полос | 1987 |
|
SU1447890A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
