Известны устройства для формовки сниральношовных труб, содержащие вращающуюся от привода оправку с диаметром, равным внутреннему диаметру трубы. В этих устройствах лента подается на вращающуюся оправку роликами, виток прижимается к олравке роликами с регул1-;руемой силой прижима и сталкивается готовая труба при помощи роликов.
Новым в описываемом устройстве является то, что оно снабжено двумя вращающимися дисками, которые возвратно-поступательно перемещаются от привода, размещенного внутри трубы и попеременно соединяются с трубой посредством гибких оболочек, расположенных иа периферии дисков. Это обеспечивает патяжеиие сворачиваемой ленты путем непрерывного стягивания с Оправки готовой трубы.
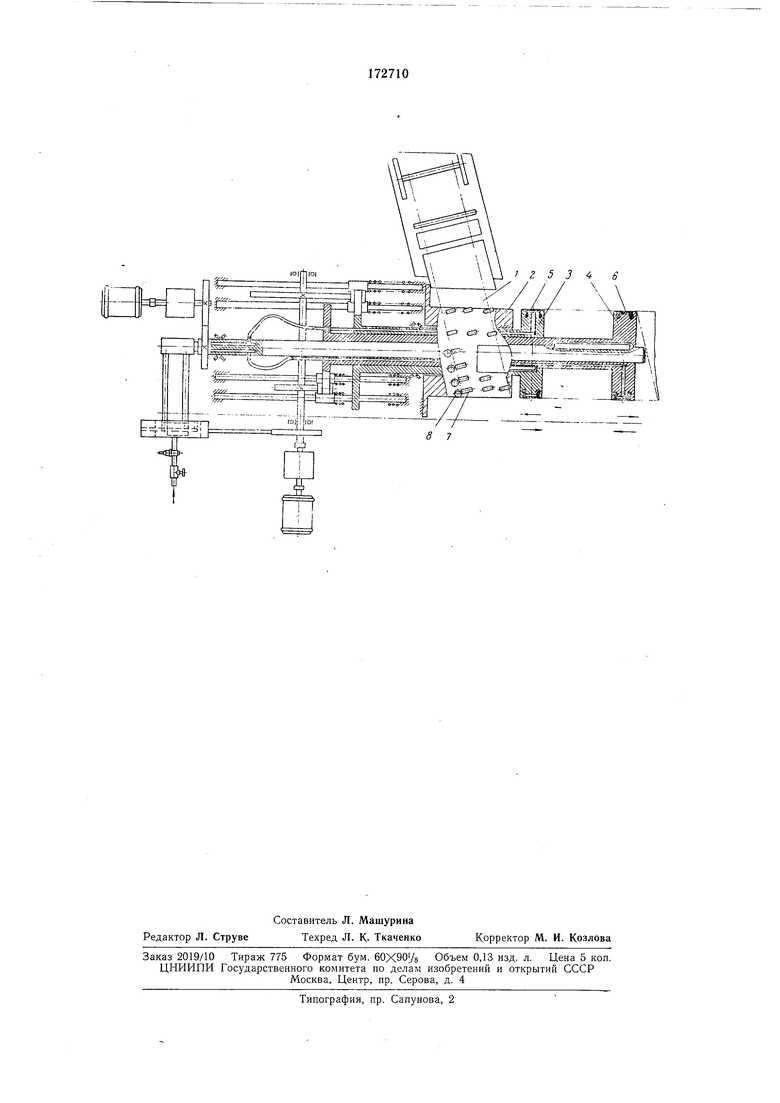
На чертеже изображено описываемое устройство.
В устройстве лента / подается на вращающуюся онравку 2 двумя дисками 3 и 4, получающими от привода вращательное и возвратно-ностунателыюе движения. На периферии дисков размещены пневматические гибкие оболочки (манжеты) 5 и 5.
Для начальной свар-ки ленту заправляют в трубу, внутренний диаметр которой равен наруж1ному диаметру свариваемой трубы, и в
манжету 5 подают сжатый воздух. После получения сваренного участка трубы диски, благодаря ноочередному с небольщим перекрытием во времени контакту манжет с внутренней поверхностью готовой трубы, затягивают лепту на оправку и стягивают трубу с оправки. Зажим трубы манжетами осуществляется пневматически, причем при поступлении сжатого воздуха в одну из манжет, другая соединяется с атмосферой.
Оправка снабжена роликами 7, развернутыми под углом захода ленты, н торцовыми роликами S, служаними для обеспечения торцового касания.
Устройство позволяет сваривать трубы неограниченной длины с высокими скоростями и обеспечивает легкий сход их со стапа.
Предмет изобретения
Устройство для формовки спиральношов)1ых труб, включающее вращающуюся от оправку, отличающееся тем, что, с целью создания иатяжеиия сворачиваемой ленты путем ненрерывного стягивания с оправки готовой трубы, оно снабжено двумя вращающимися дисками, возвратно-поступателыю перемещаемыми приводом виутри трубы и понеременно соединяемыми с ней с помощью раздуваемых гибких оболочек, размещенных на пе
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| Устройство для формовки спиральношовных труб | 1982 |
|
SU1017403A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ | 1967 |
|
SU192616A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Устройство для намотки ленты на оправку | 1986 |
|
SU1368244A1 |
| Машина для обработки и формования теста | 1928 |
|
SU33028A1 |
| УСТРОЙСТВО для ФОРМОВКИ и СВАРКИ ТРУБ | 1970 |
|
SU282561A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ | 1972 |
|
SU426773A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКОВ | 1969 |
|
SU234650A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |