Изобретение относится к механосборочному производству и может быть использовано для сборки деталей типа кулачков и колец с полым валом.
Целью изобретения является повышение производительности сборки.
Поставленная цель достигается путем одновременной подачи соориентированных комплектующих деталей на позицию сборки.
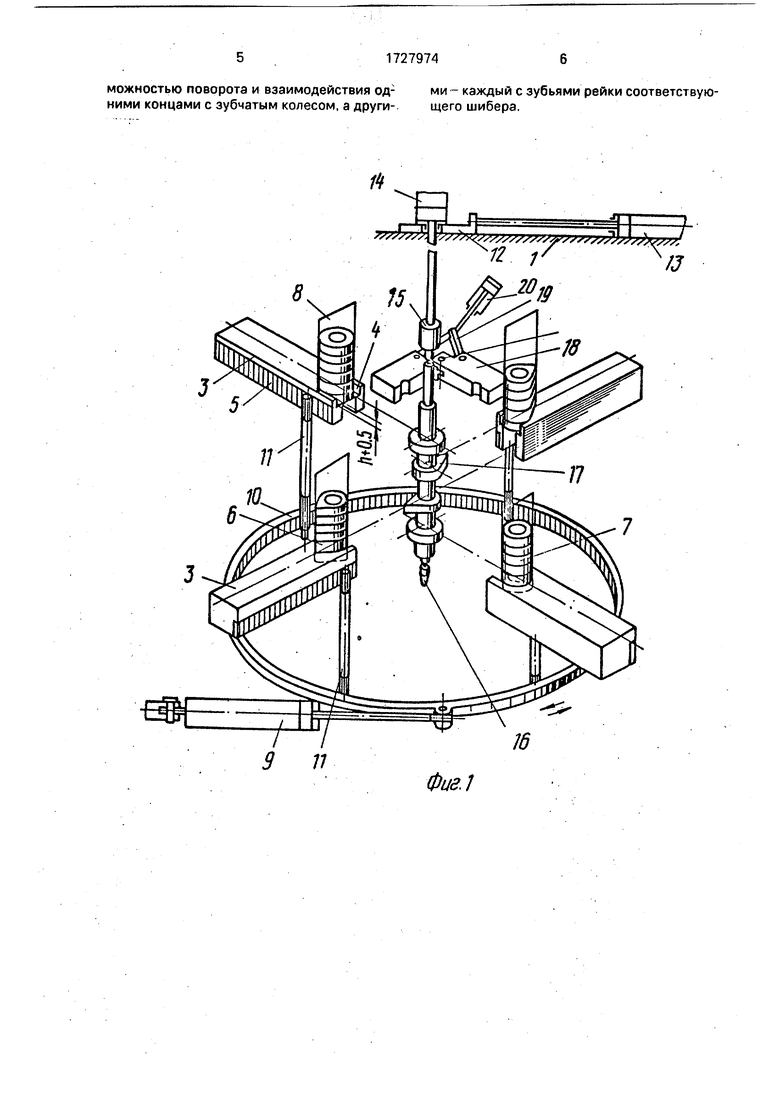
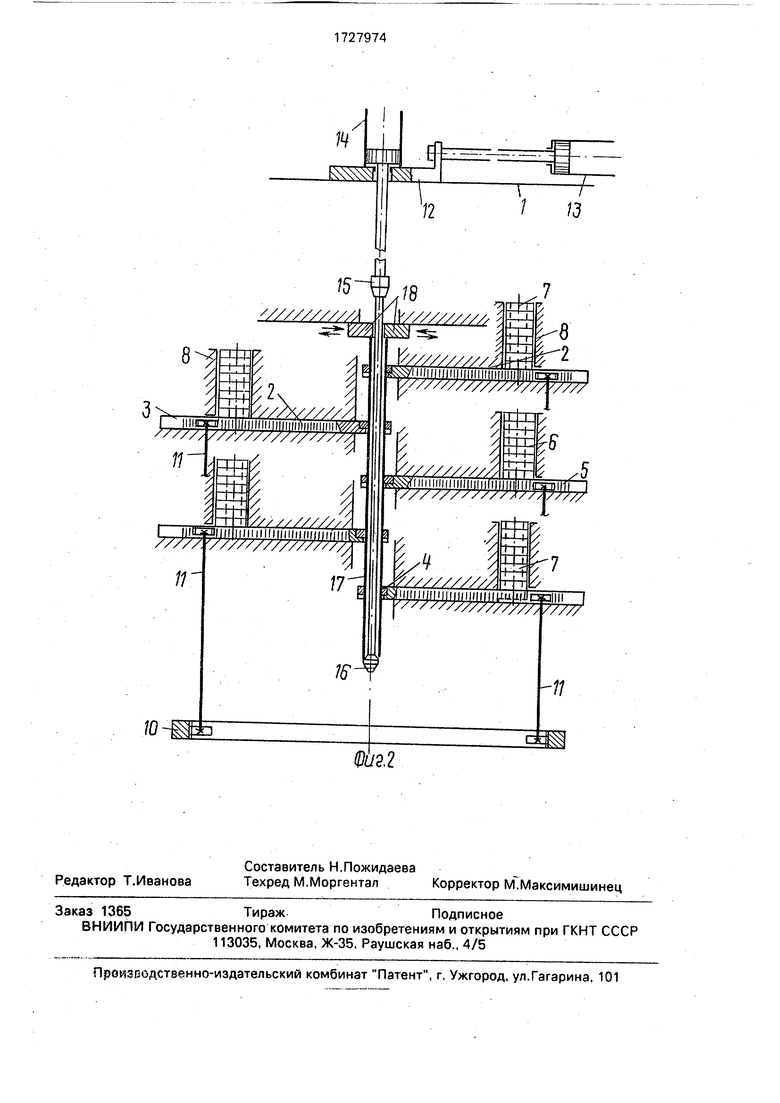
На фиг. 1 схематично изображен общий вид автомата в аксонометрической проек- ции; на фиг. 2 - то же, разрез по плоскости, проходящей через продольную ось механизма дорнования.
Автомат содержит основание 1 с ради- ально направленными относительно продольной оои механизма дорнования пазами 2. В последних с возможностью поступательного перемещения установлены шиберы 3 с закрепленными на них ложементами
4 и зубчатыми рейками 5. Каждый из механизмов установки и ориентации кулачков 6 и опорных колец 7 содержит, кроме одного из шиберов 3, также магазин 8 для соответствующих деталей, размещенный над шибером, Находящиеся в магазинах 8 комплектующие детали заранее сориентированы нужным образом и нижние из них опираются на ложементы 4, которые выполнены с открытым спереди и сквозным по толщине пазом и ступенчатой, сделанной по форме детали, обращенной к магазину 8 поверхностью,
Привод перемещения ложементов 4 с шиберами 3 состоит из смонтированного на основании 1 силового цилиндра 9, зубчатого колеса 10, установленного в плоскости, параллельной плоскостям перемещения шиберов 3, с возможностью поворота и связанного со штоком силового цилиндра 9, а также валов-шестерен 11 разной длины с
VJ
N3 VI
О vj 4
зубьями на обоих концах, установленных с возможностью поворота и взаимодействия одними концами с зубчатым колесом 10, а другими с зубьями реек 5 соответствующих шиберов 3,
Механизм дорнования содержит каретку 12, установленную с возможностью перемещения на основании 1 от силового цилиндра 13. На каретке 12 закреплен силовой цилиндр 14, шток которого через захват 15 связан с дорном 16. На последний заранее надевается полый вал 17. Продольная ось механизма дорнования совпадает с остью силового цилиндра 14 и дорна 16 и соосна с осью поворота зубчатого колеса 10. Для запирания полого вала 17 в продольном направлении во время дорнования предназначены раздвижные плиты 18, привод которых выполнен в виде тяг 19 и силового цилиндра 20.
Автомат работает следующим образом.
Вертикальные магазины 8 заполняются кулачками 6 и опорными кольцами 7. Причем находящиеся в них детали, в том числе и нижние, лежащие в шиберах 3, уже заранее расположены в заданном угловом положении и на разной высоте, которые соответствуют расположению каждого кулачка и опорного кольца на собранном валу. Автоматический цикл начинается с включения силового цилиндра 9. При этом ведущее центральное зубчатое колесо 1 поворачивается по часовой стрелке на определенный угол, заставляя вращаться валы-шестерни 11, которые, в свою очередь, перемещают шиберы 3 из исходного загрузочного положения в рабочее. Величина перемещения всех шиберов 3 одинакова и рассчитана так, чтобы оси отверстий всех кулачков 6 и опорных колец 7 совпали с осью механизма дорнования, совпадающей с осью собираемого кулачкового вала. Кулачки 6 и опорные кольца 7, выведенные на эту вертикальную ось, остаются зафиксированными своими шиберами 3, которые, кроме того, запирают один другого в вертикальном направлении. Затем под действием силового цилиндра 13 каретка 12 с размещенным на ней силовым цилиндром 14 перемещает закрепленный в захвате 15 дорн 16 с полым валом 17 на общую вертикальную ось поданных на позицию сборки шиберами 3 кулачков 6 и опорных колец 7. После этого силовой цилиндр 14 опускает дорн 16с валом 17 вниз. При этом последний проходит сквозь отверстия кулачков 6 и опорных колец 7, которые оказываются нанизанными на нее и зафиксированными в нужном положении шиберами 3. Далее срабатывает силовой цилиндр 20 и плиты 18 посредством
тяг 19 запирают вал 17 в вертикальном направлении. Цилиндр 14 включается на обратный ход и протаскивает дорн 16 через внутреннее отверстие вала 17 вверх, осуществляя при этом его раздачу, за счет чего происходит надежная фиксация кулачков 6 и опорных колец 7 на нем в заданном положении. После этого перемещается в обратном направлении шток силового цилиндра
0 9, поворачивая тем самым против часовой стрелки зубчатое колесо 10 и связанные с ним валы-шестерни 11, в результате чего шиберы 3 возвращаются в исходное положение, освобождая при этом собранный ку5 лачковый вал. Затем расходятся в разные стороны плиты 18 и разгрузочный манипулятор (на фиг. не показан) убирает готовый кулачковый вал из рабочей зоны автомата. Каретка 12 с размещенным на ней силовым
0 цилиндром 14, приводимая в движение силовым цилиндром 13, перемещает закрепленный в захвате 15 дорн 16 на позицию загрузки-разфузки (на фиг. не показана), где захват отсоединяет этот дорн от штока
5 и присоединяет другой, с надетым на него
очередным валом 17. Далее цикл повторяет.
Формула изобретения
Автомат для сборки кулачковых валов,
содержащий основание с пазами и смонти0 рованные на основании механизм дорнования с силовым приводом и механизмы установки и ориентации кулачков и опорных колец с ложементами и реечными приводами перемещения последних, причем пазы
5 основания расположены в плоскостях, перпендикулярных продольной оси механизма дорнования, отличающийся тем, что, с целью повышения производительности путем обеспечения одновременной подачи
0 соориентированных элеметов на.позицию сборки, пазы основания выполнены направленными радиально относительно продольной оси механизма дорнования, каждый из механизмов установки и ориентации кулач5 ков и опорных колец выполнен в виде шибера с закрепленной на нем зубчатой рейкой, установленного с возможностью поступательного перемещения в одном из упомянутых пазов, и магазина, размещенного над
0 шибером, причем ложементы смонтированы на соответствующих шиберах, а привод перемещения ложементов с шиберами выполнен в виде смонтированных на основании силового цилиндра, зубчатого колеса,
5 установленного в плоскости, перпендикулярной к оси механизма дорнования, и со- осно с ней с возможностью поворота, и связанного со штоком силового цилиндра, а также валов-шестерен разной длины с зубьями на обоих концах, установленных с воз
можностью поворота и взаимодействия од- ми - каждый с зубьями рейки соответствую- ними концами с зубчатым колесом, а други- щего шибера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки изделий типа прутковых транспортеров | 1989 |
|
SU1685671A1 |
| Устройство для сборки деталей | 1989 |
|
SU1646764A1 |
| Устройство для сборки деталей запрессовкой | 1980 |
|
SU921753A1 |
| Полуавтоматическая линия для сборки,преимущественно,петель | 1983 |
|
SU1088912A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Полуавтомат для сборки вальцовкой узлов | 1983 |
|
SU1138288A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Устройство для сборки кулачковых валов | 1985 |
|
SU1306678A1 |
| Устройство для подачи заготовок в зону обработки | 1985 |
|
SU1243868A1 |
Изобретение относится к механосборочному производству и может быть использовано для сборки деталей типа кулачков и колец с полым валом. Целью изобретения является повышение производительности путем одновременной подачи сориентированных комплектующих деталей на позицию сборки. При включении привода 9 выдвигаются шиберы 3, которые подают комплектующие детали 6 и 7 и соосно выставляют их. Затем полый вал 17 на дорне 16 кареткой 12 подается на эту же ось. При срабатывании силового цилиндра 14 вал 17 вводится в отверстия кулачков и колец. При обратном ходе дорна 16 происходит раздача внутренней поверхности вала. Шиберы возвращаются в исходное положение, собранный узел убирается и цикл повторяется. 2 ил.
| Устройство для сборки кулачковых валов | 1985 |
|
SU1306678A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
