Изобретение относится к производству сварных прямошовных труб и может быть использовано преимущественно для труб большого диаметра.
Целью изобретения является повышение точности геометрических размеров труб большого диаметра и качества сварки.
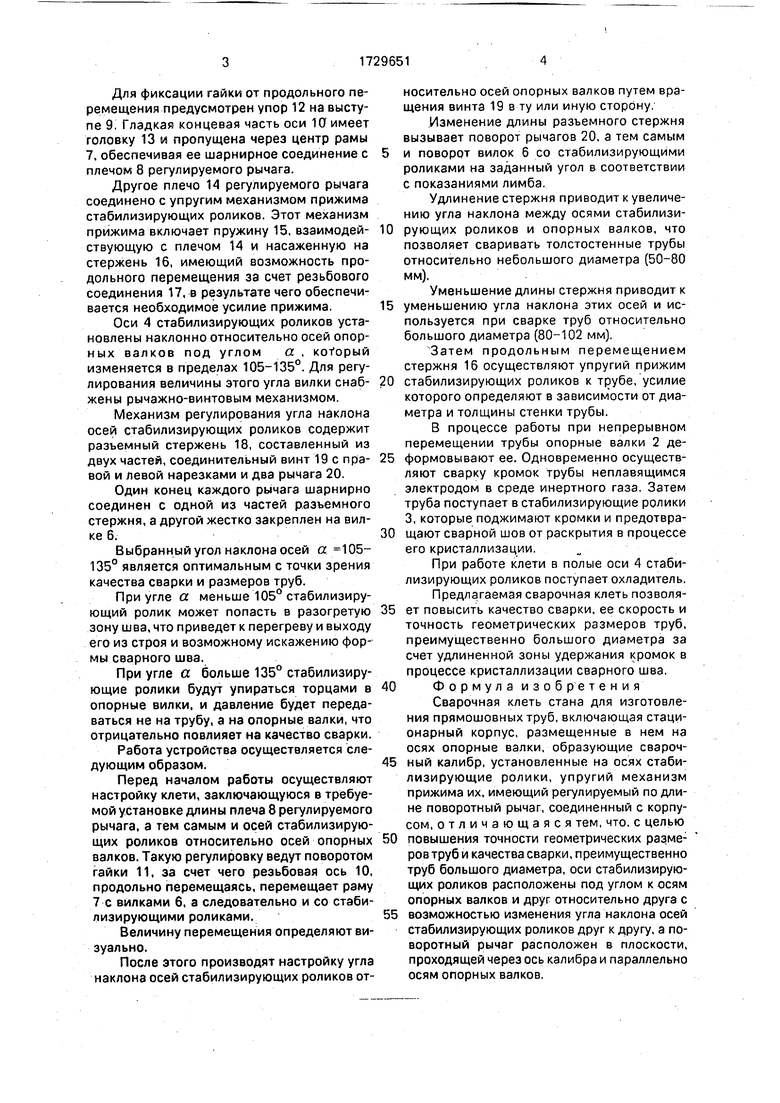
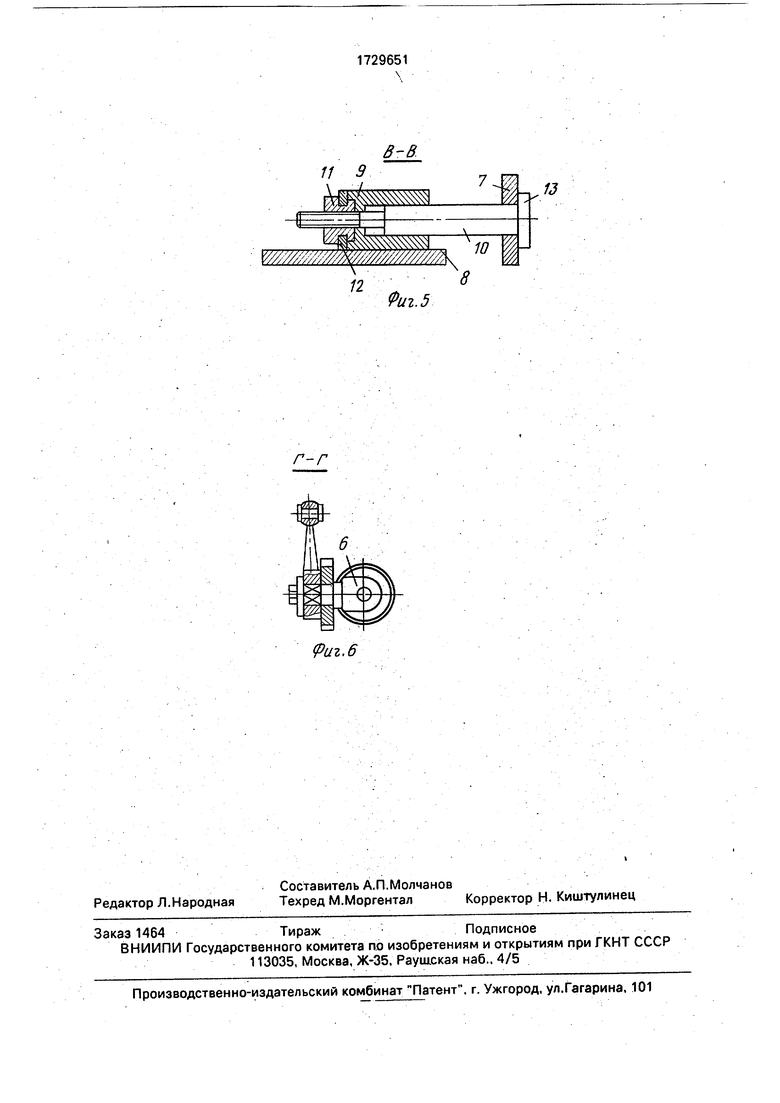
На фиг. 1 представлено устройство, общий вид; на фиг.2 - то же, план; на фиг.З -. разрез А-А на фиг.1; на фиг.4 - разрез Б-:Е5 на фиг.1; на фиг.5 - сечение В-В на фиг.2; на фиг.6 - разрез Г-Г на фиг.З.
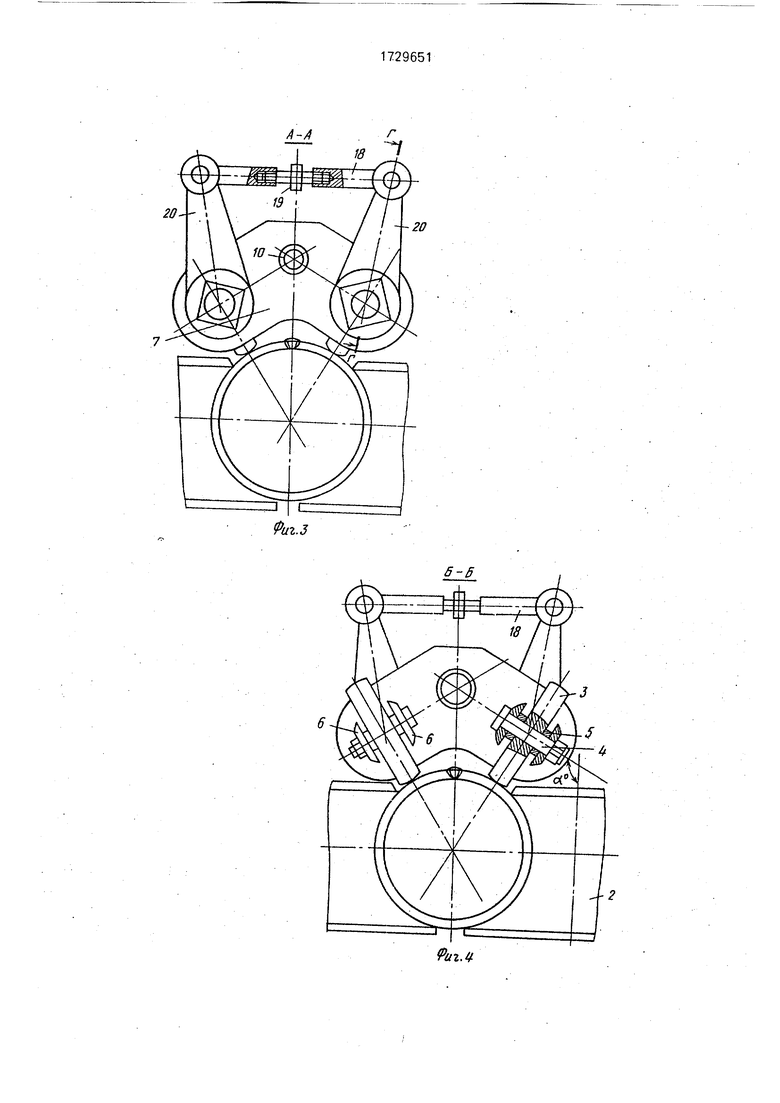
Сварочная клеть содержит стационарный корпус 1, размещенные в нем опорные валки 2, образующие сварочный калибр и стабилизирующие ролики 3, которые установлены на наклонных друг к другу осях 4 и
зафиксированы на них от продольного перемещения втулками 5. Каждая ось ролика 3 выполнена полой и смонтирована в вилке 6. Концы вилок шарнирно охвачены рамой 7, связанной с регулируемым по длине поворотным рычагом, ось качания которого соединена с корпусом.
Рычаг выполнен двуплечим одно из плеч 8 его расположено в плоскости, проходящей через ось сварочного калибра и параллельно осям опорных валков и выполнено регулируемым по длине. Для регулирования длины плеча 8 рычага на конце последнего выполнен выступ 9 с продольным отверстием под резьбовую ось 10, на которой расположена гайка 11.
XI
ho О
Os
ел
Для фиксации гайки от продольного перемещения предусмотрен упор 12 на выступе 9. Гладкая концевая часть оси 10 имеет головку 13 и пропущена через центр рамы 7, обеспечивая ее шарнирное соединение с плечом 8 регулируемого рычага.
Другое плечо 14 регулируемого рычага соединено с упругим механизмом прижима стабилизирующих роликов. Этот механизм прижима включает пружину 15, взаимодействующую с плечом 14 и насаженную на стержень 16, имеющий возможность продольного перемещения за счет резьбового соединения 17, в результате чего обеспечивается необходимое усилие прижима.
Оси 4 стабилизирующих роликов установлены наклонно относительно осей опорных валков под углом а , который изменяется в пределах 105-135°. Для регулирования величины этого угла вилки снабжены рычажно-винтовым механизмом.
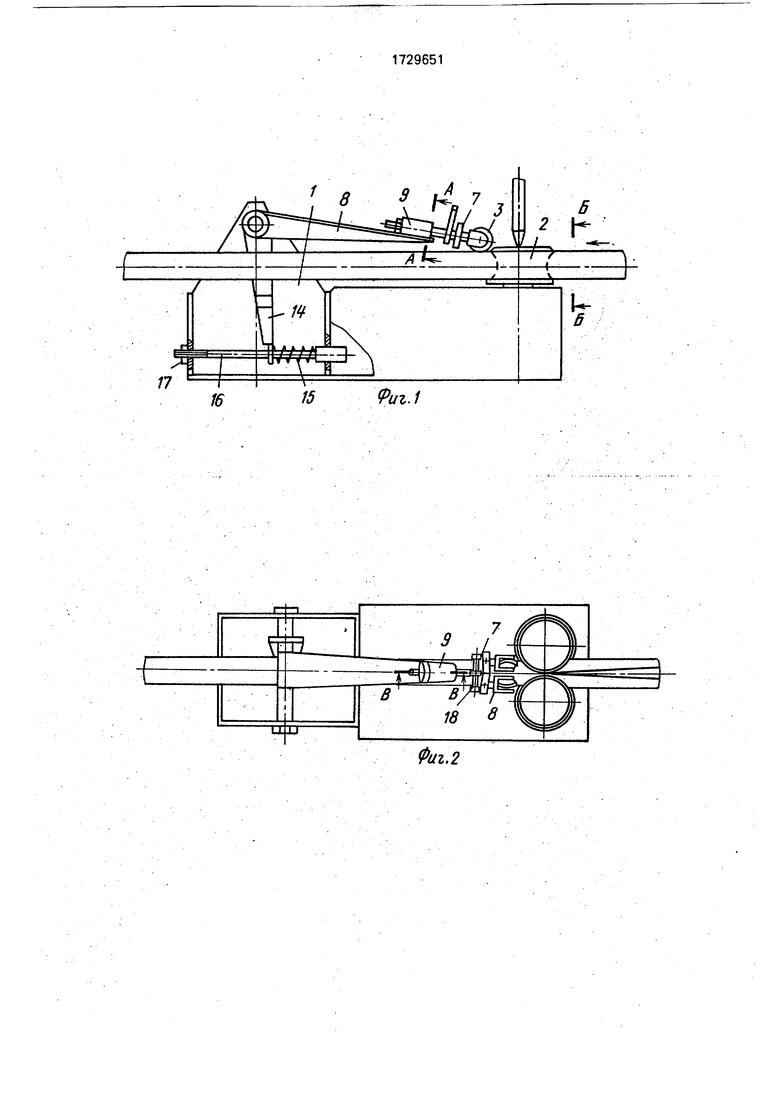
Механизм регулирования угла наклона осей стабилизирующих роликов содержит разъемный стержень 18, составленный из двух частей, соединительный винт 19 с правой и левой нарезками и два рычага 20.
Один конец каждого рычага шарнирно соединен с одной из частей разъемного стержня, а другой жестко закреплен на вилке 6.
Выбранный угол наклона осей а 105- 135° является оптимальным с точки зрения качества сварки и размеров труб.
При угле а меньше 105° стабилизирующий ролик может попасть в разогретую зону шва, что приведет к перегреву и выходу его из строя и возможному искажению формы сварного шва.
При угле а больше 135° стабилизирующие ролики будут упираться торцами в опорные вилки, и давление будет передаваться не на трубу, а на опорные валки, что отрицательно повлияет на качество сварки.
Работа устройства осуществляется следующим образом.
Перед началом работы осуществляют настройку клети, заключающуюся в требуемой установке длины плеча 8 регулируемого рычага, а тем самым и осей стабилизирующих роликов относительно осей опорных валков. Такую регулировку ведут поворотом гайки 11, за счет чего резьбовая ось 10, продольно перемещаясь, перемещает раму 7с вилками 6, а следовательно и со стабилизирующими роликами.
Величину перемещения определяют визуально.
После этого производят настройку угла наклона осей стабилизирующих роликов относительно осей опорных валков путем вращения винта 19 в ту или иную сторону.
.Изменение длины разъемного стержня вызывает поворот рычагов 20, а тем самым
и поворот вилок 6 со стабилизирующими роликами на заданный угол в соответствии с показаниями лимба.
Удлинение стержня приводит к увеличению угла наклона между осями стабилизирующих роликов и опорных валков, что позволяет сваривать толстостенные трубы относительно небольшого диаметра (50-80 мм).
Уменьшение длины стержня приводит к
уменьшению угла наклона этих осей и используется при сварке труб относительно большого диаметра (80-102 мм).
Затем продольным перемещением стержня 16 осуществляют упругий прижим
стабилизирующих роликов к трубе, усилие которого определяют в зависимости от диаметра и толщины стенки трубы.
В процессе работы при непрерывном перемещении трубы опорные валки 2 деформовывают ее. Одновременно осуществляют сварку кромок трубы неплавящимся электродом в среде инертного газа. Затем труба поступает в стабилизирующие ролики 3, которые поджимают кромки и предотвращают сварной шов от раскрытия в процессе его кристаллизации.
При работе клети в полые оси 4 стабилизирующих роликов поступает охладитель. Предлагаемая сварочная клеть позволяет повысить качество сварки, ее скорость и точность геометрических размеров труб, преимущественно большого диаметра за счет удлиненной зоны удержания кромок в процессе кристаллизации сварного шва.
Формула изобретения
Сварочная клеть стана для изготовления прямошовныхтруб, включающая стационарный корпус, размещенные в нем на осях опорные валки, образующие Сварочный калибр, установленные на осях стабилизирующие ролики, упругий механизм прижима их, имеющий регулируемый по длине поворотный рычаг, соединенный с корпусом, отличающаяся тем, что, с целью
повышения точности геометрических разме: ров труб и качества сварки, преимущественно труб большого диаметра, оси стабилизирующих роликов расположены под углом к осям опорных валков и друг относительно друга с
возможностью изменения угла наклона осей стабилизирующих роликов друг к другу, а поворотный рычаг расположен в плоскости, проходящей через ось калибра и параллельно осям опорных валков,
Фиъ.2
у/////////////шмуттщ и 8
Риг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная клеть стана для изготовления прямошовных труб | 1983 |
|
SU1113197A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| СВАРОЧНАЯ КЛЕТЬ | 1971 |
|
SU314616A1 |
| Сварочная клеть трубосварочного стана | 1987 |
|
SU1438874A1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Сварочная клеть для изготовления прямошовных труб конечной длины | 1990 |
|
SU1738412A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
Изобретение относится к производству сварных прямошовных труб, преимущественно труб большого диаметра. Целью изобретения, является повышение точности геометрических размеров труб большого диаметра и качества сварки. Сварочная клеть стана для изготовления прямошовных труб содержит стационарный корпус, размещенные в нем на осях опорные валки, образующие сварочный калибр, стабилизирующие ролики, полая ось каждого из которых смонтирована в вилке, которая связана С регулируемым пр длине рычагом, при этом последний соединен осью качания с корпусом и с механизмом прижима стабилизирующих роликов. Регулируемый по длине рычаг выполнен двуплечим, а связь его с вилками образована рамой, к центру котр- рой прикреплено одно из плеч рычага, распо- ложенное в плоскости оси калибра и параллельно осям опорных валков, другое плечо рычага соединено с механизмом прижима. При этом стабилизирующие ролики зафиксированы от продольного перемещения на осях, которые относительно осей опорных валков установлены под регулируемым углом в пределах 105-135°, 6 ил.
Риг.6
| Сварочная клеть стана для изготовления прямошовных труб | 1983 |
|
SU1113197A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
