Известны устройства для подачи заготовок в зоиу обработки при помощи транспортера, выполиениого в виде пластинчатой цепи и сиабжеииого упорами.
Предлагаемое загрузочное устройство позволяет синхронизировать цикл обработки с ритмом подачи заготовок.
С этой целью упоры подающего цепного механизма выполиены взаимодействуюнщми с ког.ечиым выключателем, управляющим через реле времеин электропиевматнческим клапаном, переключающим подачу потоков воздуха в рабочий ппевмоцилиндр, шток которого кинематически связан через обгонную муфту с приводиой звездочкой подающего устройства, а отсекатель бункера, пневматически связанный с электропневматическим клапаном, иастроеи lia совершеиие хода выдачи заготовки в мбмеит остаиовок подающего устройства.
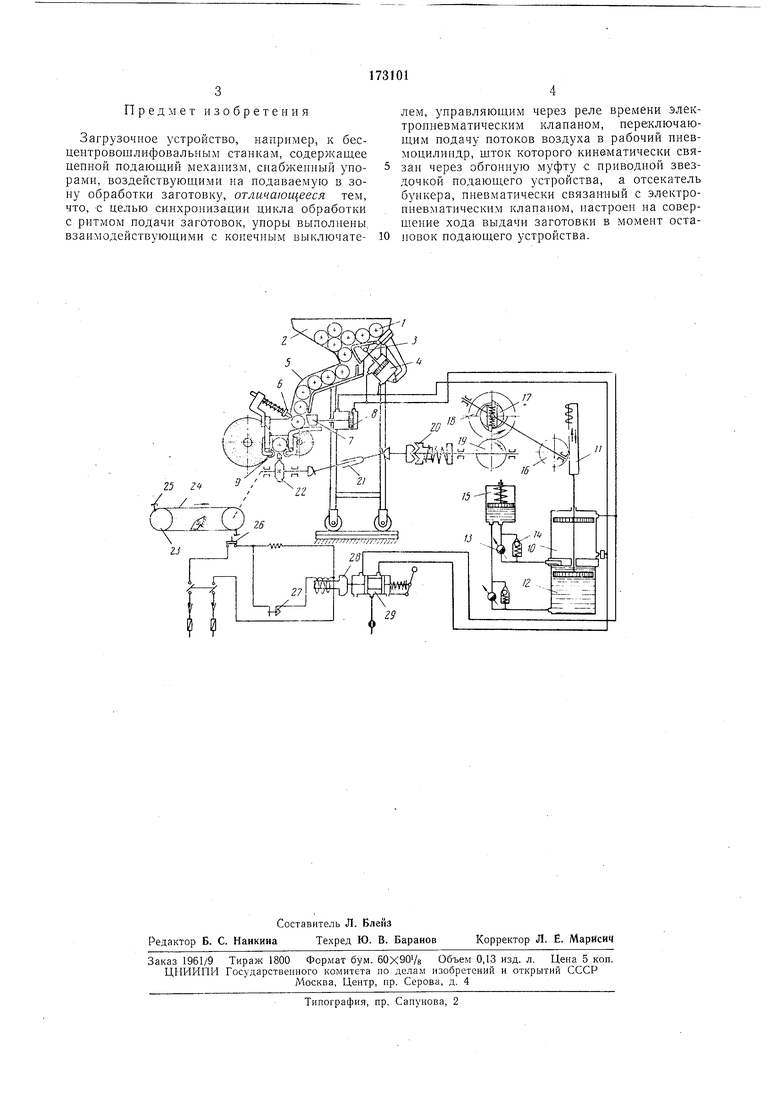
Па чертеже изображено описываемое устройство.
Заготовки / загружаются в бункер 2, имеющий ворошитель 3, приводимый в движение цилиндром 4. По наклониому лотку 5 заготовки скатываются до отжимающихся упоров 6. При перемещении отсекателя 7, укреплепного на щтоке цилиндра 8, заготовка отжимает упоры и поступает на иаправляющие ролики 9. После этого вступает в работу узел подачи, приводимый в движение цилиндром W, на
штоке которого жестко закреплены рейка 11
и поршень гндравлического стабилизатора 12.
Гидравлический стабилизатор включает
дроссели 13, обратные клапаиы 14 и компеисатор 15. Рейка 11 взаимодействует с шестерней 16, жестко устаиовлеииой на одном валу с обоймой муфты обгоиа 17, шестерия 18 которой, с свою очередь, соедиияется с шестерней /Я жестко установлепиой на одном валу
с нолумуфтой муфты 20 настройки положения упора по циклу.
От муфты 20 крутящий момент через кардаццый вал 21 передается иа ведущую звездочку 22. Ведущую 22 и ведомую 23 звездочки охватывает цепь 24, снабженная двумя упорами 25, равно удаленными один от другого, поочередно подающими заготовку в рабочую зону.
В конце хода упор 25 нажимает иа конечный выключатель 26, замыкая электрическую цепь. Происходит включеиие реле времени 27, которое, в свою очередь, включает магнит 28
иа время, необходимое для холостых ходов цилиидров 10 н 4 и рабочего хода цилиндра 8. По истечении этого времеии происходит отключение магнита 28, срабатывает электропиевматический клапан 29, и цикл повторяПредмет изобретения
Загрузочное устройство, например, к бесцентровошлифовальным станкам, содержащее цепной подающий механизм, снабженный упорами, воздействующими на подаваемую в зону обработки заготовку, отличающееся тем, что, с целью синхронизации цикла обработки с ритмом подачи заготовок, упоры выполнены, взаимодействующими с конечным выключателем, унравляющим через реле времени электронневматическим клапаном, переключающим подачу потоков воздуха в рабочий иневмоцилиндр, шток которого кинематически связан через обгонную муфту с приводной звездочкой подающего устройства, а отсекатель бункера, пневматически связанный с электропневматическим клапаном, настроен на соверщение хода выдачи заготовки в момент остановок подающего устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи прутков | 1959 |
|
SU129619A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство к ножницам для укладки листовых заготовок в стопу | 1986 |
|
SU1318353A1 |
| Устройство для подачи заготовок в трубогибочную машину | 1987 |
|
SU1574327A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Загрузочное устройство | 1986 |
|
SU1373523A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И УПАКОВКИ В НИХ МЕЛКОШТУЧНЫХ ПРЕДМЕТОВ | 1967 |
|
SU201191A1 |
| Устройство для подачи проката в рабочую зону пресса | 1982 |
|
SU1082527A1 |
| Устройство для подачи заготовок в трубогибочную машину | 1989 |
|
SU1685571A1 |