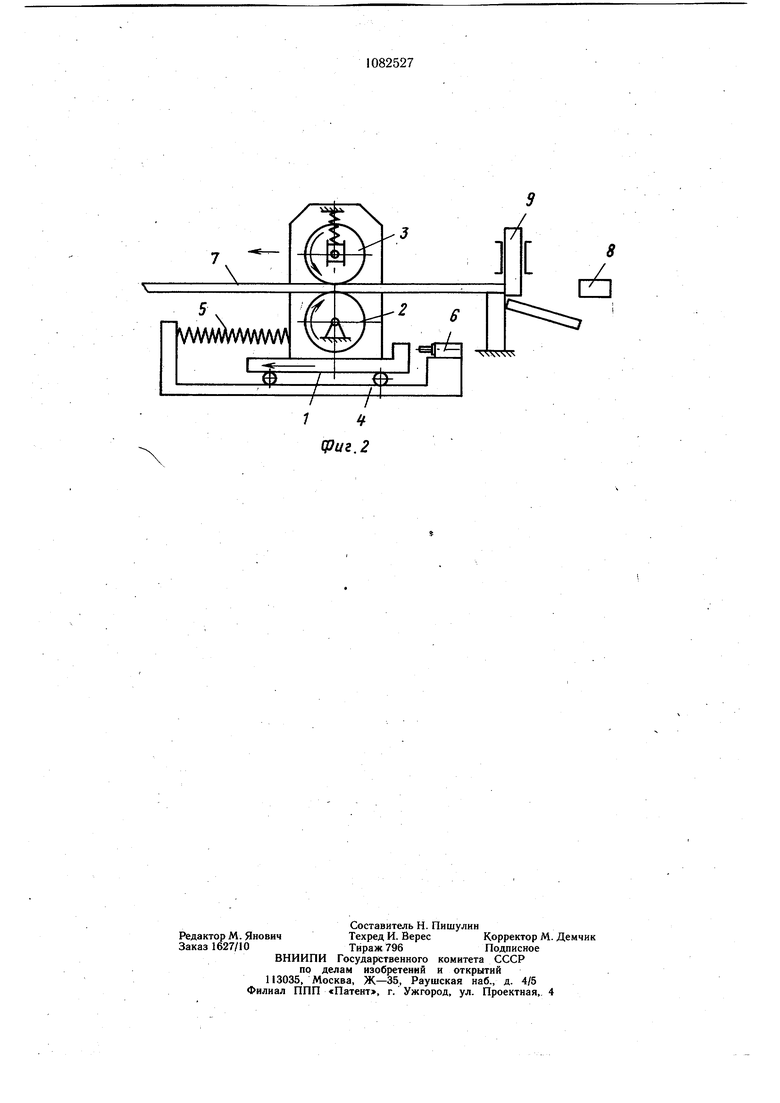
Изобретение относится к обработке металлов давлением и может быть использовано для автоматизации подачи проката в рабочую зону пресса. Известно устройство для подачи проката в рабочую зону ножниц, у которого холостой ролик выполнен подъемным. Ролик поднимается рычагом от пневматического .или гидравлического цилиндра. При резке проката на мерные длины его подают после каждого реза на заданную длину автоматически посредством командоаппарата сельсинной следящей системой или другой какой-Либо счетной импульсной аппаратурой, связанной с приводом подающего ролика, 1. Однако такое устройство сложно в эксплуатации, требуется дорогостоящая аппаратура. Наиболее близки.м по технической сущности и достигаемому результату к предлагаемому является устройство для подачи полосового проката в рабочую зону щтампа пресса. Оно содержит установленную на нижней плите штампа подпружиненную подающую каретку с захватным органом, выполненным в виде роликов, приводимую в движение от клина, закрепленного на верхней плите штампа. Каретка снабжена зубчатой рейкой, неподвижно закрепленной на нижней плите штампа. На одном ролике установле} а обгонная муфта с зубчатым колосом, входящим в зацепление рейкой 2 Однако данное устройство подает прокат па один строго определенный шаг, обусловленный конструкцией устройства, и не позволяет быстро переналаживать устройство на другой шаг в автоматическом цикле работы, что сужает технологические возможности устройства. Цель изобретения - расширение диапазона длин отрезаемых заготовок. Поставленная цель достигается тем, что устройство для подачи проката в рабочую зону пресса, содержащее установленную на плите с возможностью перемещения подпружиненную подающую каретку с 3axBafным органом, выполненным в виде подаюniero и прижимного роликов, снабжено элементом управления пресса, размещенным с возможжностью взаимодействия с кареткой, и упором, расположенным по оси подачи проката, при этом подающий ролик снабжен приводом постоянного вращения в одном направлении. Автоматизация подачи проката в рабочую зону пресса достигается за счет взаимодействия каретки с элементом управления привода пресса, команду на рабочий ход пресс получает от каретки после останова заготовки упором. Расширение диапазона длин отрезаемых заготовок обеспечивается быстрой перестановкой упора, что позволяет получать заготовки различной длины. На фиг. 1 схематично изображено устройство в момент подачи проката к упору; на фиг. 2 - то же, в момент проката. Устройство для подачи проката в рабочую зону пресса включает подвижную каретку 1, на которой расположены подающий ролик 2, имеющий самостоятельный привод через цепную передачу от мотораредуктора или от электродвигателя через редуктор (привод условно не показан) и прижимной ролик 3, плиту 4 с выступами по краям, по которой перемещается каретка 1. К одному из выступов прикреплена пружина 5, которая прижимает каретку к противоположному выступу плиты 4, на этом выступе расположен конечный выключатель .6, который может взаимодействовать с кареткой 1, и связан с приводом рабочего органа пресса. Прокат 7 подается до регулируемого упора 8 и, отрезается пуансоном 9. Скорость вращения подающего приводного ролика 2 подбирается такой, чтобы подача проката 7 до упора 8 осуществлялась после каретки 1 с конечным выключателем 6. Устройство работает следующим образом. Прокат 7 при помощи подающего приводного ролика 2 и прижимного ролика 3 перемещается к регулируемому упору 8. Каретка 1 в этот момент под действием пружины 5 находится в крайнем правом положении и взаимодействует со щтоком конечного выключателя 6, контакты которого находятся в разомкнутом положении (фиг. 1). Как только прокат 7 достигает регулируемого упора 8 и останавливается, подающий ролик 2 и прижимной ролик 3, обкатываясь по прокату 7, начинают перемещать каретку 1 влево, сжимая пружину 5 (фиг. 2). Каретка в то же время освобождает щток конечного выключателя 6, контакты которого замыкаются, и подается команда на привод рабочего органа пресса. Пуансон 9 совершает рабочий ход и отрезает заготовку от проката 7. Пока пуансон 9 соверщаёт рабочий ход и перекрывает зону реза, каретка 1 продолжает движение, сжимая пружину 6. После выхода пуансона 9 из зоны реза путь для подачи проката освобождается и каретка 1 под действием пружины 5 перемещается вправо (фиг. 1) до конечного выключателя 6 и размыкает его контакты. Прокат, продолжая движение, подается до упора 8. Цикл повторяется. Использование предлагаемого устройства по сравнению с базовым позволяет расширить диапазон длин получаемых заготовок.
7{
8
и

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Установка для резки листового проката | 1987 |
|
SU1470468A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| УПОР к ШТАМПУ ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА С ДИФФЕРЕНЦИРОВАННЫМ ЗАЖИМОМ | 1973 |
|
SU368022A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Устройство для мерной резки проката | 1978 |
|
SU841805A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОКАТА В.РАБОЧУЮ ЗОНУ ПРЕССА, содержащее установленную на плите с возможностью перемещения подпружиненную подающую каретку с захватным органом, выполненным в виде подающего и прижимного роликов, отличающееся тем, что, с целью расширения диапазона длин отрезаемых заготовок, оно снабжено элементом управления пресса, размещенным с возможностью взаимодействия с кареткой, и упором, расположенным по оси подачи проката, при этом подающий ролик снабжен приводом постоянного вращения в одном направлении. (Л 00 ю ел tC 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизм роликовой (валковой) подачи проката | 1960 |
|
SU137380A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1976 |
|
SU583847A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
