1
Маобротение касаепся производства труС) и может Ьыть использовано на предприятиях трубной промышленнос1И,
Известна четырехроянковая головка для прокатки труб с крестообразным про- g фипем сечения, содержащая смонтированные в корпусе рабочие ролики с вьпюл- ненными на их поверхности профильными ручьями и сонрикасаюшнеся между собой пи поверхностям стыковки с оЬразованием JO замкнутого калибра. Однако при прокатке труЬ возможно оьраэование складок на вершинах профиля трубы.
Предлагаемая головка отличается тем, что на вершинах профиля трубы поверхноо- 15 ти стыковки роликов выполнены несимметричными по отношению к ручью таким образом, что при образовании калибра линии стыковки между роликами смещены отно сителвно линий, проходящих через центр20
калибра, в направлении вершины ручья канодого ролика..
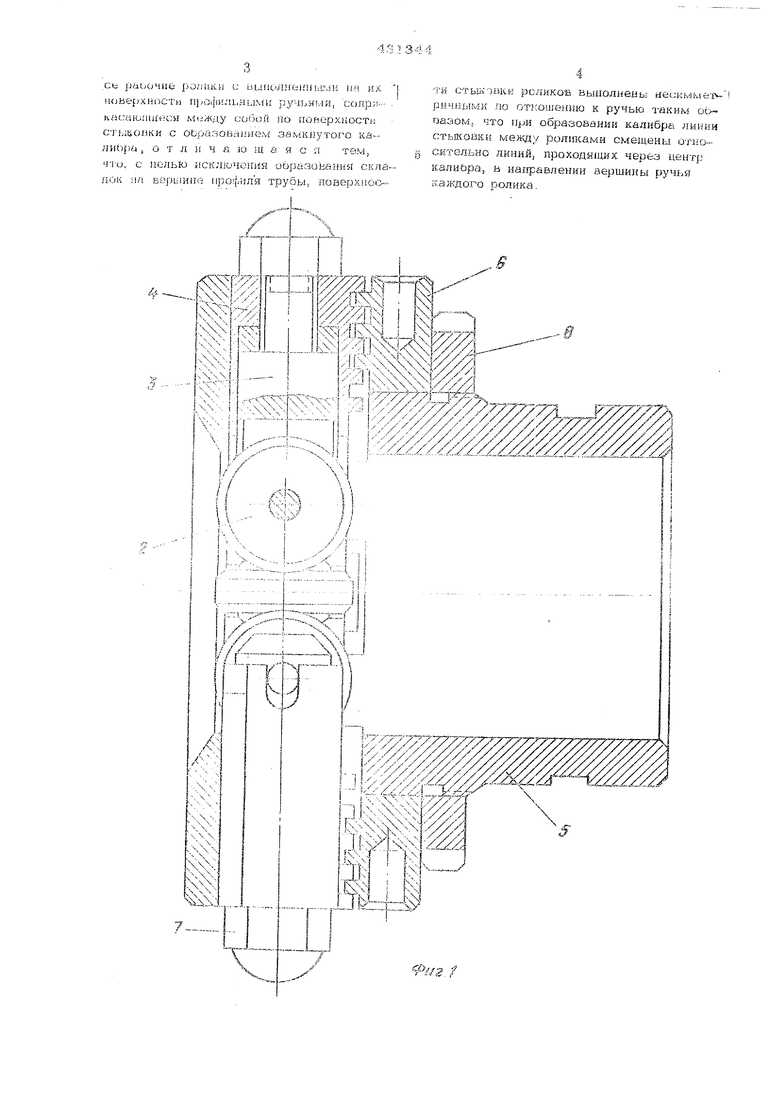
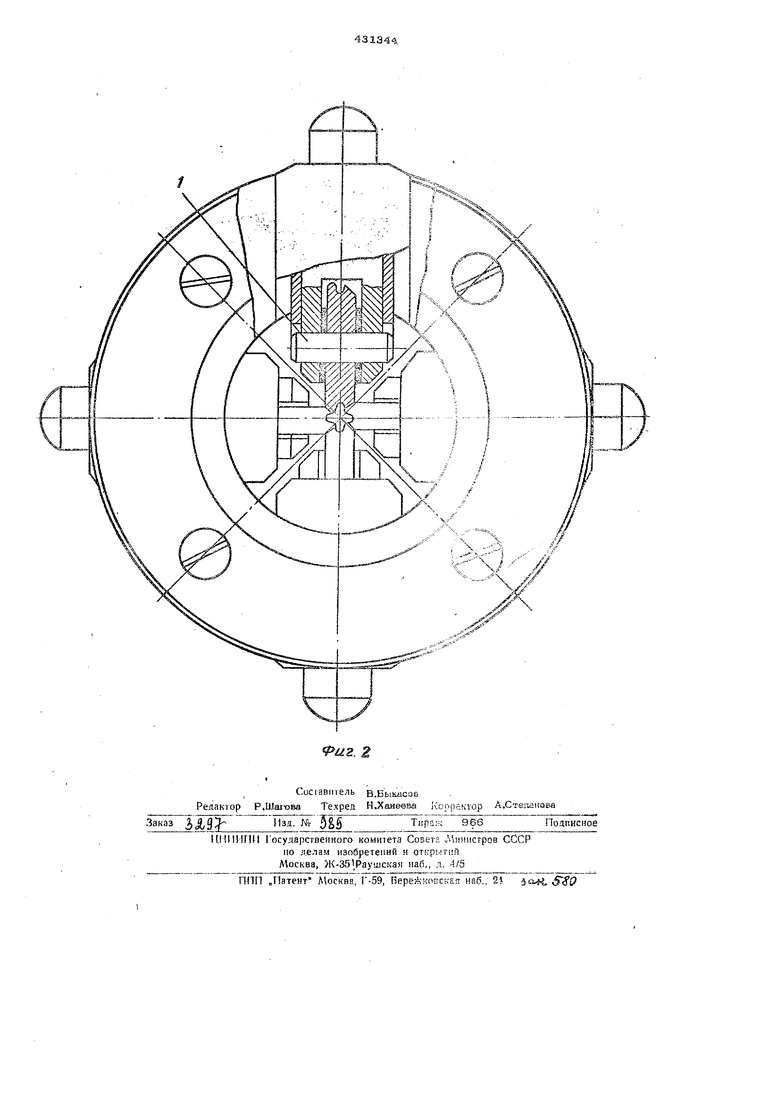
На фиг. 1 изображена четьфехроликовая г.оловка, продольный разрез; на фиг. 2 - вид спереди.8б
lej :,, роликоэар . голоВка солерж чт
ОС I j.CnUKaM И. СМОН1-НрОиН1И1ЬЛ И
в : - .а. 3, Кула-шк 4 устаноашиь в пазы Kiji: уса 5 и. соедянены с улиткой 6. Внл- . ки в кулачках захшты гайками 7, а улкт, ка гайкий 8.
Профилирование труб производится Cse дуюпшм оьразом: профилирующая .)ех- роликовая головка подводятся к передней бабке станка. Труба с осах.«инььм кошюм ,}ютавляется между роликами 2 и закрепляется Б патроне станка за осаженный коь ,нец, Для получения необходимого размера .профили трубы кулачки 4 сводятся на осаженной части Трубы путем поворачи :. улитки 6, после чего ставок включается на рабочий ход, и труба получает враща(Телыюе движение, а профилирующая поступательное движение С заданны. шагом винтовой линии, направленное от |,передней бабки станка.
Предмет изобретен ин Четырехроликовая гопивка дли прокат,ки труб с крестообразным профилем сеченин, содержащая смонтированные в коряу3
Си paiiOHiie po.iiiiiu с UbUiojiHeH ii:if.iH ня ня iUjBefJXiiocTH njjOijiHJU.HLiMH ручья -ли. corsp;;.-ка(.:аю иийс:и между )l по noBepxiiocTt; c -biS OiiKK с оьразованием замкнутого ка лиора J о т л ч а ю щ а я с я TtiM, что. с целью исключеиня образования скла/iijK ;i/i BapiiiHiie 11рО риля трубы, поверхиоо.
iiLj-Ji
.Ji hfЛ-„.
ти етьшзвки рСЛиков вьшолиень; ескмслет ричными по отношению к ручью тйким ot оаэом, что образовании калибра линии стыковки мейсду ролшсами смещены отио--. сительно линий,, проходящих через центр калиЬра. в направлении гзершииы ручья кал-сдого ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для профилирования труб с продольными гофрами | 1990 |
|
SU1731340A1 |
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| СТАНОК ДЛЯ ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 2006 |
|
RU2324559C2 |
| Способ изготовления многогранных труб | 1987 |
|
SU1463367A1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1271593A1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Станок для изготовления гибких шлангов из металлической ленты | 1940 |
|
SU63194A1 |
| УСТРОЙСТВО ДЛЯ ПОПАРНОЙ ОБРАБОТКИ КАЛИБРОВ-ВАЛКОВ ПЛАНЕТАРНЫХ СТАНОВ | 1970 |
|
SU263367A1 |
fiff/y -f
f ... (.5 у.
