Изобретение относится к машиностроению, в частности к производству установок для сборки и контактной сварки уголков с рамой.
Известны устройства, содержащие механизмы автоматической подачи деталей в рабочее пространство сварочной машины и механизм контактной сварки.
Наиболее близким к изобретению является устройство для сборки и контактной сварки изделий, содержащее смонтированные на основании опорный элемент для одного из собираемых изделий с приводом его перемещения в плоскости, перпендикулярной плоскости основания, склизы с подающими механизмами для других собираемых деталей в зону сборки и сварки, сварочный аппарат.
Недостатком известного устройства являются ограниченные технологические возможности, в том числе невозможность его применения для сборки и сварки уголков с рамой, когда рамы сложены в стопу.
Целью изобретения является расширение технологических возможностей устройства путем обеспечения качественной и производительной сборки и сварки уголка с рамой из сложенной из рам стопы, а также повышение производительности труда за счет того, что вспомогательное время на установку и демонтаж рамы на опорный элемент устройства для сборки и сварки с применением стопы оам многократно меньше, чем при установке и демонтаже каждой рамы в отдельности.
Поставленная цель достигается тем, что в устройстве для сборки и контактной сварки изделий, содержащем смонтированные на основании опорный элемент для одного из собираемых изделий с приводом его перемещения в плоскости, перпендикулярной плоскости основания, склизы с подающими механизмами для других собираемых деталей (изделий) в зону сборки и сварки, сварочный аппарат. опорный элемент оснащен механизмом выравнивания стопы рам, выполненным в виде подвижных Г-образных упоров с выравнивающими поверхностями для внутренних боковых сторон стопы рам и приводами их радиального перемещения, привод перемещения опорного элемента оснащен равномерно расположенными по периметру опорного элемента силовыми цилиндрами с тормозом на каждом из них, при этом устройство оснащено датчиками включения тормозов, расположенными в плоскости, параллельной плоскости основания.
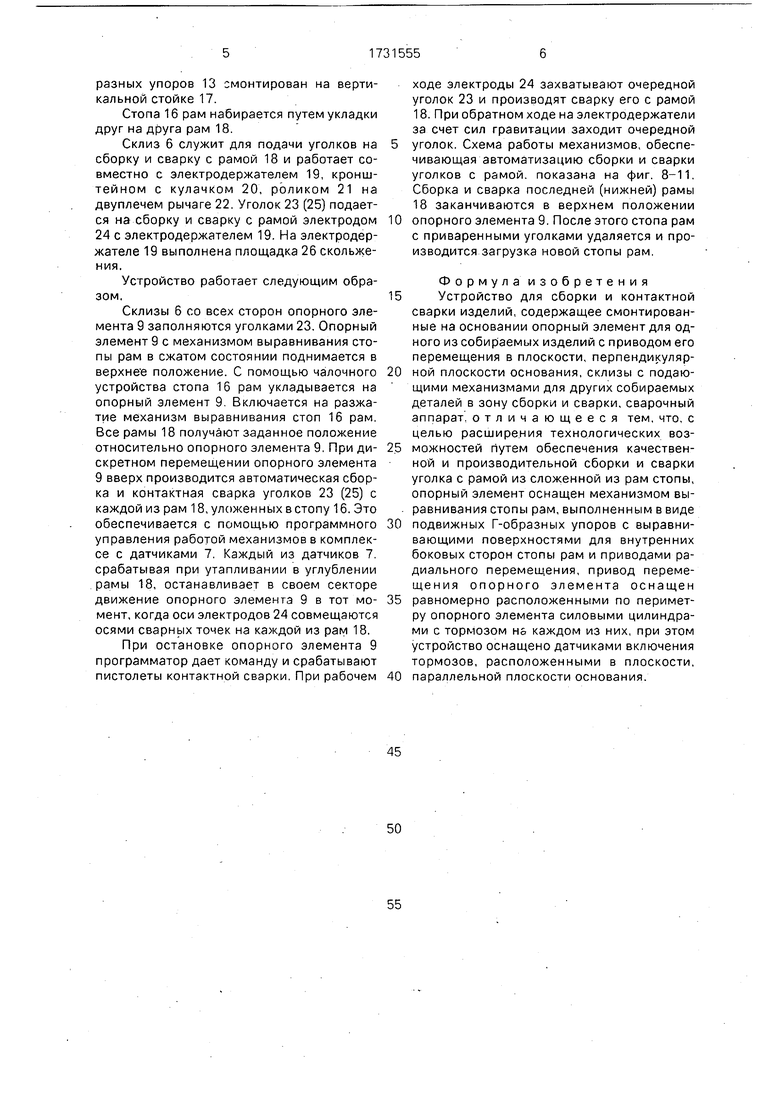
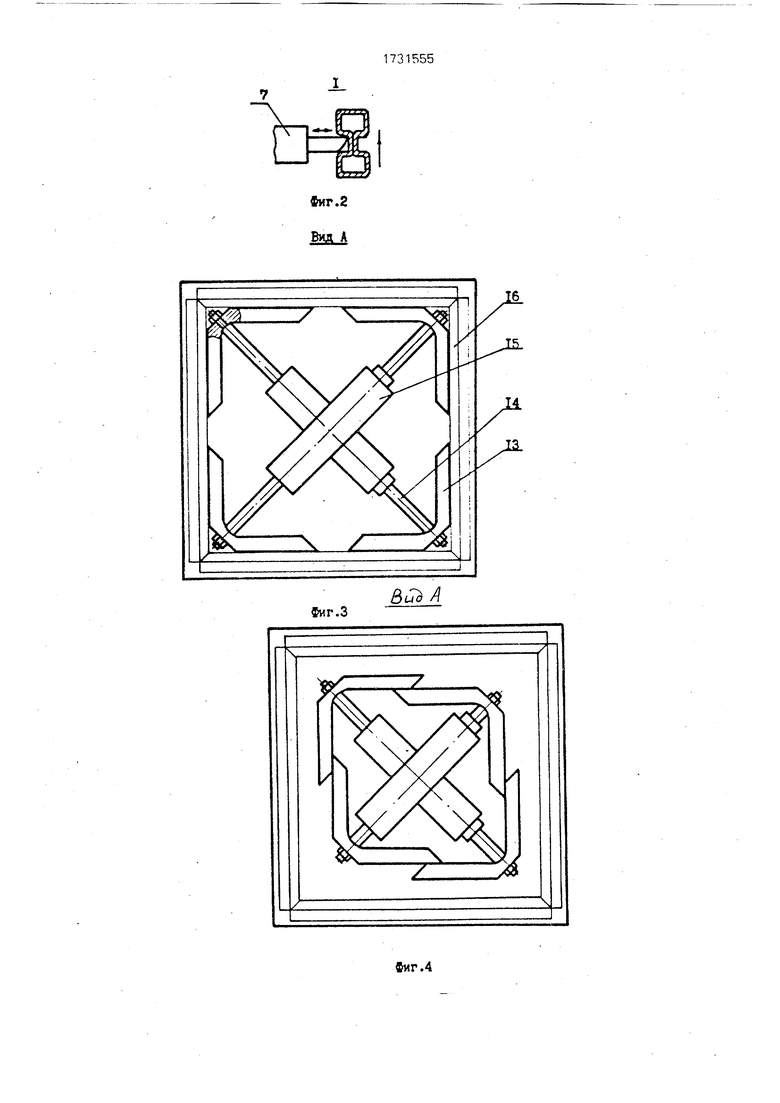
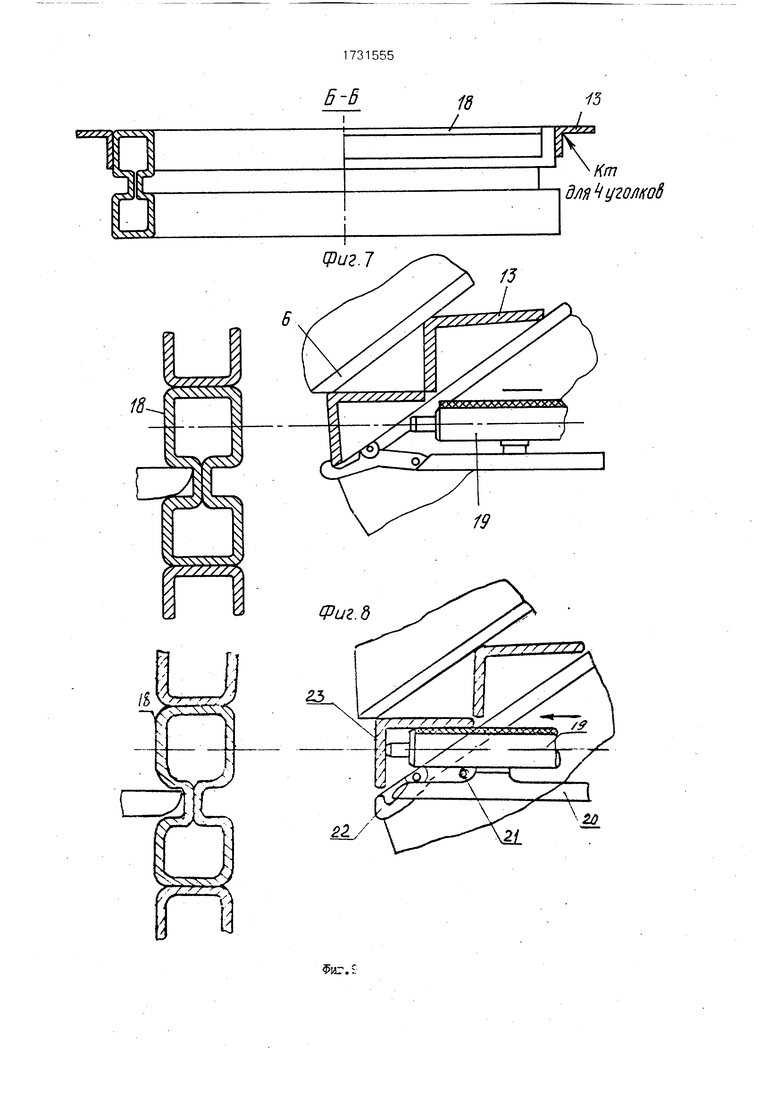
На фиг. 1 показано устройство, общий вид; на фиг. 2 - узел I на фиг. 1: на фиг. 3 вид А на фиг. 1; на фиг. 4 - то же, в сжатом состоянии; на фиг. 5 - центрирующее устройство в разжатом виде, повернутое на 90°, вид сбоку; на фиг.б - конструкция рамы
с уголком, вид в плане; на фиг. 7 - разрез Б-Б на фиг. 6; на фиг. 8 - взаиморасположение уголков в склизе и электродержателе в момент фиксации опорного элемента с помощью тормоза для сборки сварки очеред0 ной рамы с уголками; на фиг. 9 - момент при движении электродержателя, когда укрепленный на нем кронштейн с кулачком, надавливая на ролик двуплечего рычага, освобождает движение уголка на сборку с
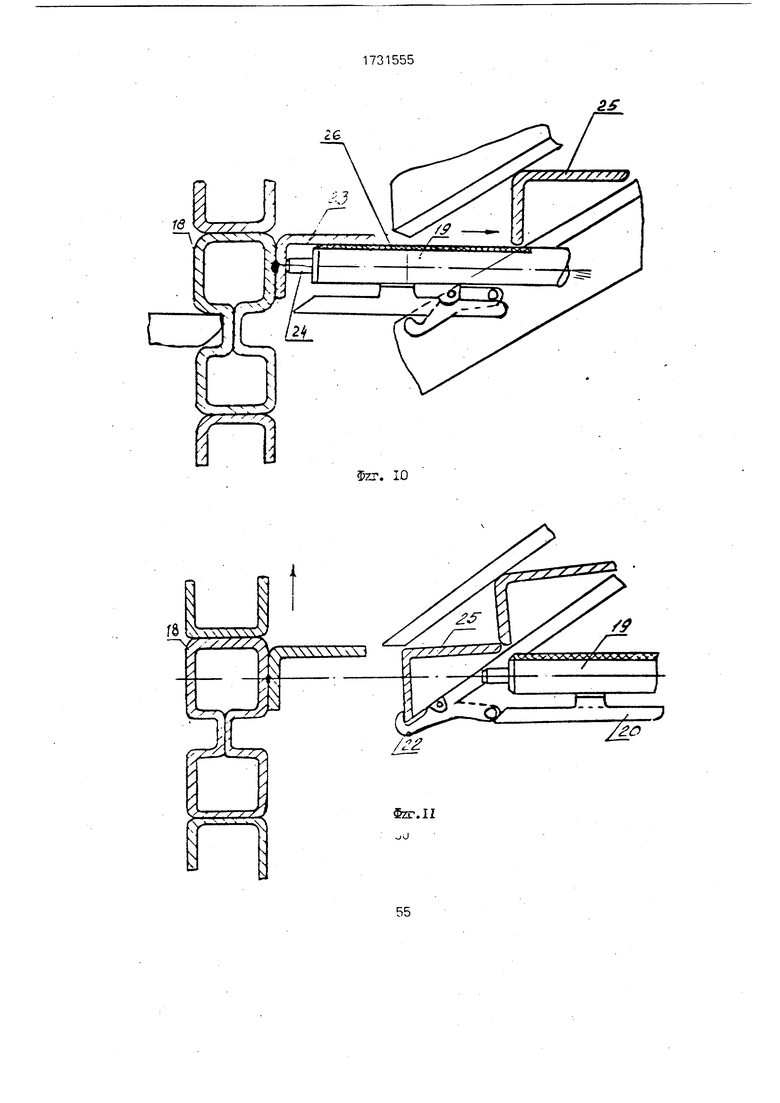
5 рамой; на фиг. 10 - момент, когда электродержатель доводит уголок до рамы и производится точечная контактная сварка электродом, а очередной уголок, оставаясь неподвижным, находится на площадке
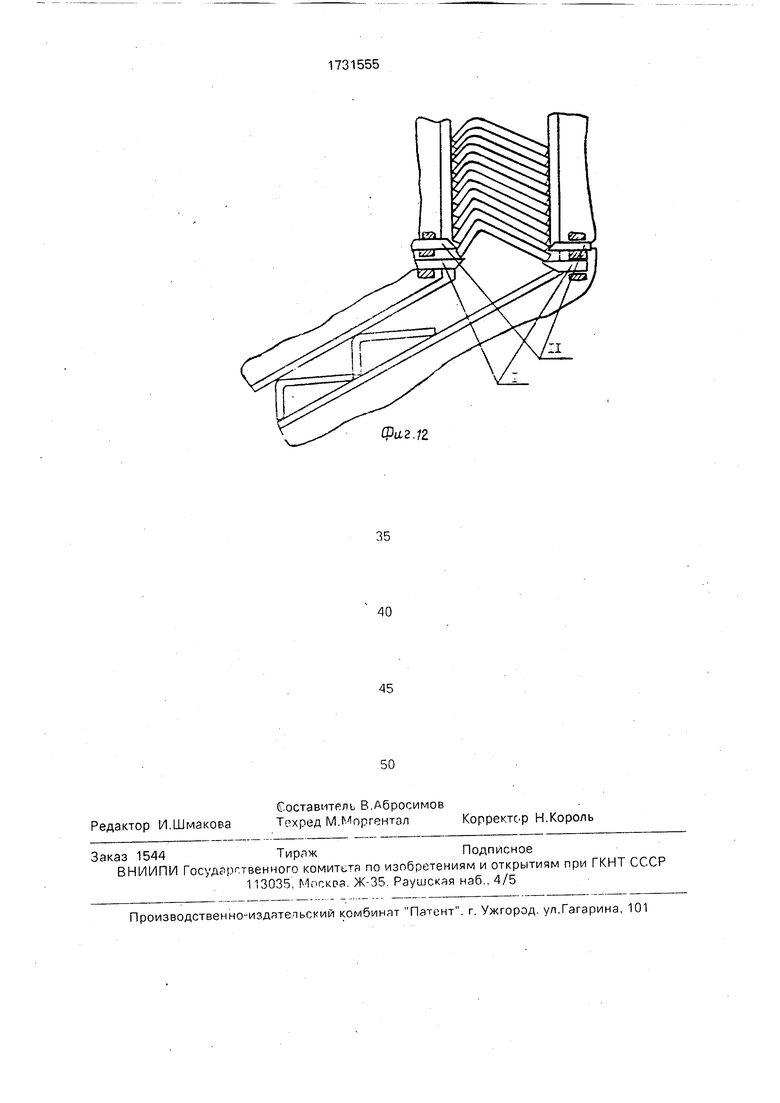
0 скольжения электродержателя; на фиг. 11 - момент, когда электродвигатель возвращается в исходное положение, кронштейн с кулачком освобождает двуплечий рычаг, площадка скольжения освобождает движе5 ние очередному уголку и он перемещается до упора в выступ двуплечего рычага; на фиг. 12 - схема компоновки склиза с механизированным магазином для компактной укладки уголков и подачи их по одной штуке
0 в склиз после сборки и сварки каждой из рам.
Устройство для сборки и сварки уголка с
рамой из сложенной из рам стопы имеет
трехъярусное основание 1, охватывающее
со всех сторон обрабатываемые рамы. В
5 центре нижнего яруса основания 1 к нему
, жестко закреплен цилиндр 2, по периметру
нижнего яруса основания 1 под углом 120°
друг к другу установлены силовые цилиндры
3. На втором ярусе основания 1 установле0 ны сварочные трансформаторы 4. на третьем - пистолеты 5 контактной сварки, склизы 6 и датчики 7. В цилиндр 2 с разрядкой входит труба 8, жестко соединенная с опорным элементом 9, представляющим собой
5 круглый стол, по периметру которого равномерно расположены сферические опорные поверхности для штоков 10 силовых цилиндров 3. На опорном элементе 9 шарнирно подвешены три штанги 11, а на силовых
0 цилиндрах 3 - тормоза 12. включаемые в работу датчиками 7.
На вертикальной оси опорного элемента 9 смонтирован механизм выравнивания 5 стопы рамы, содержащий Г-образныеупоры 13 с выравнивающими поверхностями, перемещаемые штоками 14 двухъярусных радиальных приводэв 15.
Опорный элемент 9 служит для укладки стопы 16 рам. Радиальный привод 15 Г-образных упоров 13 смонтирован на вертикальной стойке 17.
Стопа 16 рам набирается путем укладки друг на друга рам 18.
Склиз 6 служит для подачи уголков на сборку и сварку с рамой 18 и работает совместно с электродержателем 19, кронштейном с кулачком 20, роликом 21 на двуплечем рычаге 22. Уголок 23 (25) подается на сборку и сварку с рамой электродом 24 с электродержателем 19. На электродержателе 19 выполнена площадка 26 скольжения.
Устройство работает следующим образом.
Склизы 6 со всех сторон опорного элемента 9 заполняются уголками 23. Опорный элемент 9 с механизмом выравнивания стопы рам в сжатом состоянии поднимается в верхнее положение. С помощью чалочного устройства стопа 16 рам укладывается на опорный элемент 9 Включается на разжатие механизм выравнивания стоп 16 рам. Все рамы 18 получают заданное положение относительно опорного элемента 9. При ди- скретном перемещении опорного элемента 9 вверх производится автоматическая сборка и контактная сварка уголков 23 (25) с каждой из рам 18, уложенных в стопу 16. Это обеспечивается с помощью программного управления работой механизмов в комплексе с датчиками 7. Каждый из датчиков 7. срабатывая при утапливании в углублении рамы 18, останавливает в своем секторе движение опорного элемента 9 в тот мо- мент, когда оси электродов 24 совмещаются осями сварных точек на каждой из рам 18.
При остановке опорного элемента 9 программатор дает команду и срабатывают пистолеты контактной сварки. При рабочем
ходе электроды 24 захватывают очередной уголок 23 и производят сварку его с рамой 18. При обратном ходе на электродержатели за счет сил гравитации заходит очередной уголок. Схема работы механизмов, обеспечивающая автоматизацию сборки и сварки уголков с рамой, показана на фиг. 8-11. Сборка и сварка последней (нижней) рамы 18 заканчиваются в верхнем положении опорного элемента 9. После этого стопа рам с приваренными уголками удаляется и производится загрузка новой стопы рам.
Формула изобретения Устройство для сборки и контактной сварки изделий, содержащее смонтированные на основании опорный элемент для одного из собираемых изделий с приводом его перемещения в плоскости, перпендикулярной плоскости основания, склизы с подающими механизмами для других собираемых деталей в зону сборки и сварки, сварочный аппарат, отличающееся тем, что. с целью расширения технологических возможностей путем обеспечения качественной и производительной сборки и сварки уголка с рамой из сложенной из рам стопы, опорный элемент оснащен механизмом выравнивания стопы рам, выполненным в виде подвижных Г-образных упоров с выравнивающими поверхностями для внутренних боковых сторон стопы рам и приводами радиального перемещения, привод перемещения опорного элемента оснащен равномерно расположенными по периметру опорного элемента силовыми цилиндрами с тормозом н& каждом из них, при этом устройство оснащено датчиками включения тормозов, расположенными в плоскости, параллельной плоскости основания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВОВПТ5ФОНД т^тт^ | 1971 |
|
SU419450A1 |
| Способ сборки под сварку и сваркиНА уНиВЕРСАльНО-СбОРОчНОМ СВАРОчНОМпРиСпОСОблЕНии Об'ЕМНыХ KAPKACOB изэлЕМЕНТОВ пРОКАТНОгО пРОфиля | 1979 |
|
SU823048A1 |
| Поточная линия для сборки и сварки уголков с поперечными армирующими элементами | 1987 |
|
SU1407738A1 |
| Установка для многоточечной контактной сварки | 1982 |
|
SU1092020A1 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| Установка для контактной сварки крупногабаритных криволинейных конструкций | 1977 |
|
SU742069A1 |
| Универсальное сборочно-сварочное приспособление для сборки и сварки деталей прокатного профиля | 1980 |
|
SU884921A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
Использование изобретения: для сварки рам, уложенных в пакет с уголком. Сущность изобретения: устройство для сборки и контактной сварки изделий содержит основание 1. На основании 1 смонтированы опорный элемент 9 для одного из собираемых изделий с приводом его перемещения Фиг 1 TJ в плоскости, перпендикулярной плоскости основания 1, склизы 6 с подающими меха- низмами для других собираемых деталей в зону сборки и сварки, сварочный аппарат 4. Опорный элемент 9 оснащен механизмом выравнивания стопы 16 рам, выполненным в виде подвижных Г-образных упоров 13 с выравнивающими поверхностями для внутренних боковых сторон стопы 16 рам и приводами их радиального перемещения. Привод перемещения опорного элемента 9 оснащен равномерно расположенными по периметру опорного элемента 9 силовыми цилиндрами 3 с тормозом 12 на каждом из них. Устройство оснащено датчиками включения тормозов 12, расположенными в плоскости, параллельной плоскости основания 1. 12 ил. Ё а (Л ,01 ел TJи
Фиг. 2 Вид А
фиг.З
s/
L
вЛ A
LO
LO Ю
CO Г-О
Ј
to
I
6-5
Фиг.7
18
i5
f3
г1- II-oz$
OJ7
/ГУЛУ УЧУ У
9J
01 Д2ф
GSSLC/.1
фиг. /2
| Установка для контактной приварки преимущественно арматуры посуды | 1986 |
|
SU1449278A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
