Изобретение относится к машиностроению и предназначено для межоперационных перемещений деталей переменной длины в линиях с двухручьевым роликовым конвейером.
Известен способ межоперационного перемещения деталей переменной длины в линиях для обработки алюминиевых профилей, заключающийся в том, что детали в порядке технологического процесса перемещается по одноручьевому роликовому конвейеру между последовательно работающими станками, причем загрузкам выгрузка деталей осуществляется на один и тот же ручей конвейера.
Это приводит к снижению производительности линии.
Известен также способ межоперационного перемещения деталей в автоматической линии с двухручьевым роликовым конвейером, заключающийся в подаче деталей по одному ручью к рабочим позициям и
дальнейшем перемещении по другому ручью.
Однако такой способ межоперационного перемещения деталей не может быть использован в линиях с последовательно работающими станками.
Цель изобретения - расширение технологических возможностей путем обеспечения возможности обработки деталей в линиях с последовательно работающими станками.
Цель достигается тем, что в известном способе межоперационных перемещений деталей преимущественно в линиях с двухручьевым конвейером, заключающемся в подаче деталей по одному ручью к рабочим позициям и дальнейшем перемещении по другому ручью, смену ручьев для транспортировки деталей производят на каждой рабочей позиции.
Предлагаемый способ реализован на примере линии с двухручьевым роликовым
(Л
J
;GJ
СЛ Ю СЛ
конвейером для обработки алюминиевого профиля,
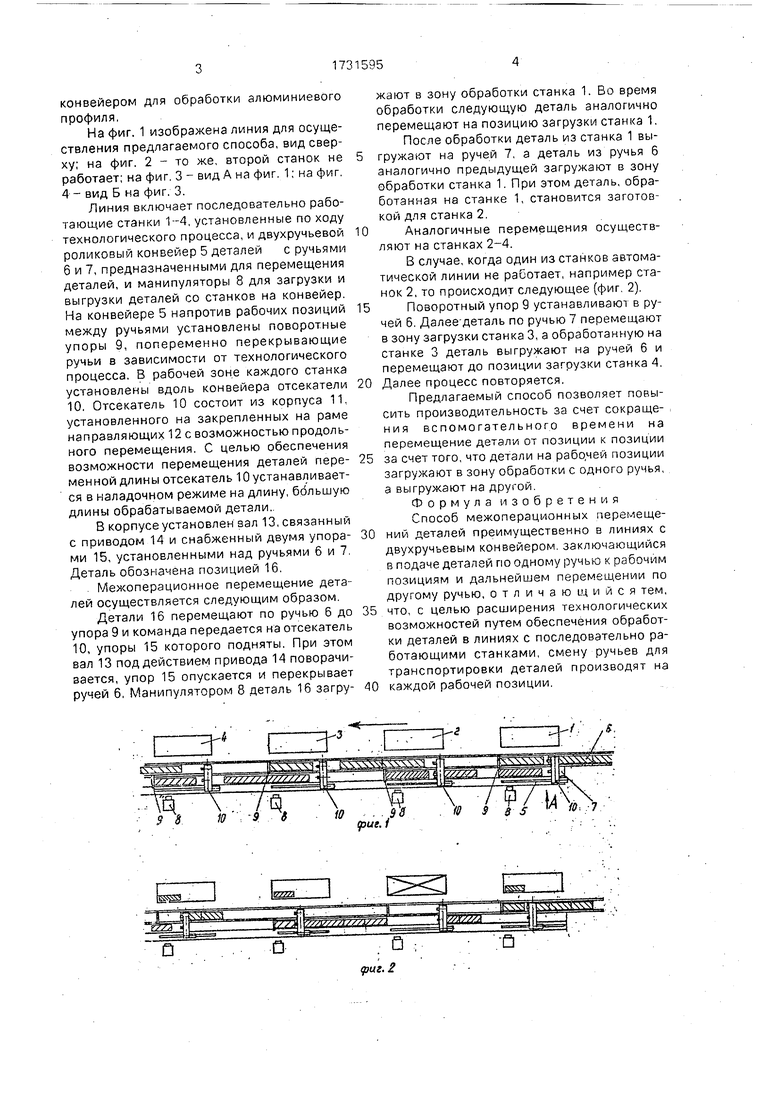
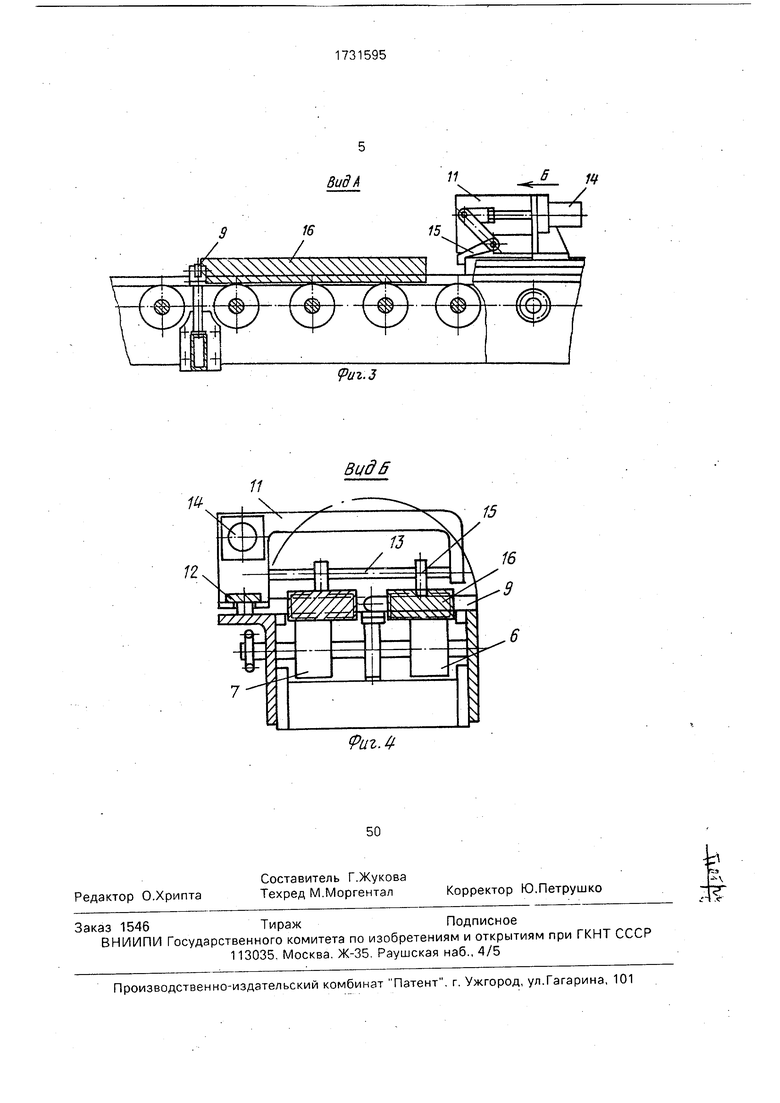
На фиг. 1 изображена линия для осуществления предлагаемого способа, вид сверху; на фиг. 2 - то же, второй станок не работает; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - вид Б на фиг. 3.
Линия включает последовательно работающие станки 1-4, установленные по ходу технологического процесса, и двухручьевой роликовый конвейер 5 деталей с ручьями 6 и 7, предназначенными для перемещения деталей, и манипуляторы 8 для загрузки и выгрузки деталей со станков на конвейер. На конвейере 5 напротив рабочих позиций между ручьями установлены поворотные упоры 9, попеременно перекрывающие ручьи в зависимости от технологического процесса. В рабочей зоне каждого станка установлены вдоль конвейера отсекатели 10. Отсекатель 10 состоит из корпуса 11 установленного на закрепленных на раме направляющих 12с возможностью продольного перемещения. С целью обеспечения возможности перемещения деталей пере- мен ной длины отсекатель 10 устанавливается в наладочном режиме на длину, большую длины обрабатываемой детали.
В корпусе установлен зал 13, связанный с приводом 14 и снабженный двумя упора- ми 15, установленными над ручьями 6 и 7 Деталь обозначена позицией 16.
Межоперационное перемещение деталей осуществляется следующим образом
Детали 16 перемещают по ручью 6 до упора 9 и команда передается на отсекатель 10, упоры 15 которого подняты. При этом вал 13 поддействием привода 14 поворачивается, упор 15 опускается и перекрывает ручей 6, Манипулятором 8 деталь 16 загру-
жают в зону обработки станка 1. Во время обработки следующую деталь аналогично перемещают на позицию загрузки станка 1.
После обработки деталь из станка 1 выгружают на ручей 7, а деталь из ручья 6 аналогично предыдущей загружают в зону обработки станка 1. При этом деталь, обработанная на станке 1, становится заготовкой для станка 2.
Аналогичные перемещения осуществляют на станках 2-4.
В случае, когда один из станков автоматической линии не работает, например станок 2, то происходит следующее (фиг 2).
Поворотный упор 9 устанавливают в ручей 6. Далее деталь по ручью 7 перемещают в зону загрузки станка 3, а обработанную на станке 3 деталь выгружают на ручей 6 и перемещают до позиции загрузки станка 4. Далее процесс повторяется.
Предлагаемый способ позволяет повысить производительность за счет сокращения вспомогательного времени на перемещение детали от позиции к позиции за счет того, что детали на рабочей позиции загружают в зону обработки с одного ручья, а выгружают на другой
Формула изобретения
Способ межоперационных перемещений деталей преимущественно в линиях с двухручьевым конвейером заключающийся в подаче деталей по одному ручью к рабочим позициям и дальнейшем перемещении по другому ручью, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки деталей в линиях с последовательно работающими станками, смену ручьев для транспортировки деталей производят на каждой рабочей позиции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1189659A1 |
| Горизонтальный двухъярусный накопитель | 1982 |
|
SU1088918A1 |
| Транспортная система гибкой автоматической линии | 1976 |
|
SU722731A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| ПОТОЧНАЯ ЛИНИЯ РЕМОНТА РОЛИКОВЫХ БУКС | 1991 |
|
RU2047516C1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
Использование: станкостроение, межоперационные перемещения деталей переменной длины в автоматических с двухручъевым конвейером. Сущность изобретения: в линиях с двухручьевым конвейером детали подают по одному ручью к рабочим позициям, которые включают в себя последовательно работающие станки. Дальнейшее перемещение осуществляют по другому ручью, а смену ручьев для дальнейшей транспортировки производят на каждой рабочей позиции. При этом по ходу технологического прсцесса деталь, обработанная на предыдущем станке, становится заготовкой для последующего станка. 4 ил.
10S3
дзиг,1
№ 7
Q
Вид А
16
/
/
Х
(риг.З
Buds
Риг. 4
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
