Изобретение относится к обработке ме таллов различными способами, а более конкретно к маркировочным установкам для клеймения и нанесения сразу всех рисок одновременно на изделиях арматуры, например, на алюминиевых корпусах соединительных и прессуемых зажимов.
Известно приспособление для клеймения букв и цифр на криволинейных поверхностях деталей, содержащее корпус,, выполненный с полостью, заполненной гидропластом, воздействующим на концы пуансонов независимо от формы детали.
Данное приспособление, построенное по принципу гидравлического воздействия с использованием специального гидропласта, не годится для условий многосерийного производства линейной арматуры, которое характеризуется широкой номенклатурой изделий, большими партиями их выпуска. В таких условиях это приспособление отличается большими затратами на техническое
обслуживание, переналадку, поставку комплектующих.
Наиболее близким к изобретению является маркировочная установка для изделий арматуры, содержащая смонтированные на станине роликовую опору, установленный в направляющих механизм клеймений к привод, включающий электродвигатель И пульт управления.
Эта установка не обеспечивает выполнение операций нанесения рисок на деталях, имеющих как круглые, так и плоские поверхности, когда риска или клеймо ставятся только на дугах деталей, а также одновременное клеймение и нанесение рисок на заданном расстоянии.
Кроме того, техническое обслуживание и работа на этой установке достаточно сложны, что не позволяет достичь на ней необходимого уровня производительности труда при массовом производстве деталей (порядка нескольких миллионов штук).
сл С
ч ы со ю о -N
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что в маркировочной установке для изделий арматуры, содержащей смонтированные на станине роликовую опору, установленный в направляющих механизм клеймения и привод, ёключающий электродвигатель и пульт управления, она имеет установленные в направляющих станины с возможностью фик- сируемого перемещения прижимные рблйки, наносящие риски на изделия, и опорные центры для изделия, один из которых выполнен в вИДе пневмоцилиндра, шток которого несет опорный элемент для изделия и установлен в направляющих станины, а другой посредством шкива Имеет возможность периодического контакта с электрдвигателем привода, при этом роликовая опора установлена в направляющих станины,
Кроме того, механизм клеймения содержит вертикальный подпружиненный шток, несущий электромагнит и регулировочный винт, Свлёйнный со Штоком посредством шарнйрно-рычажного механизма.
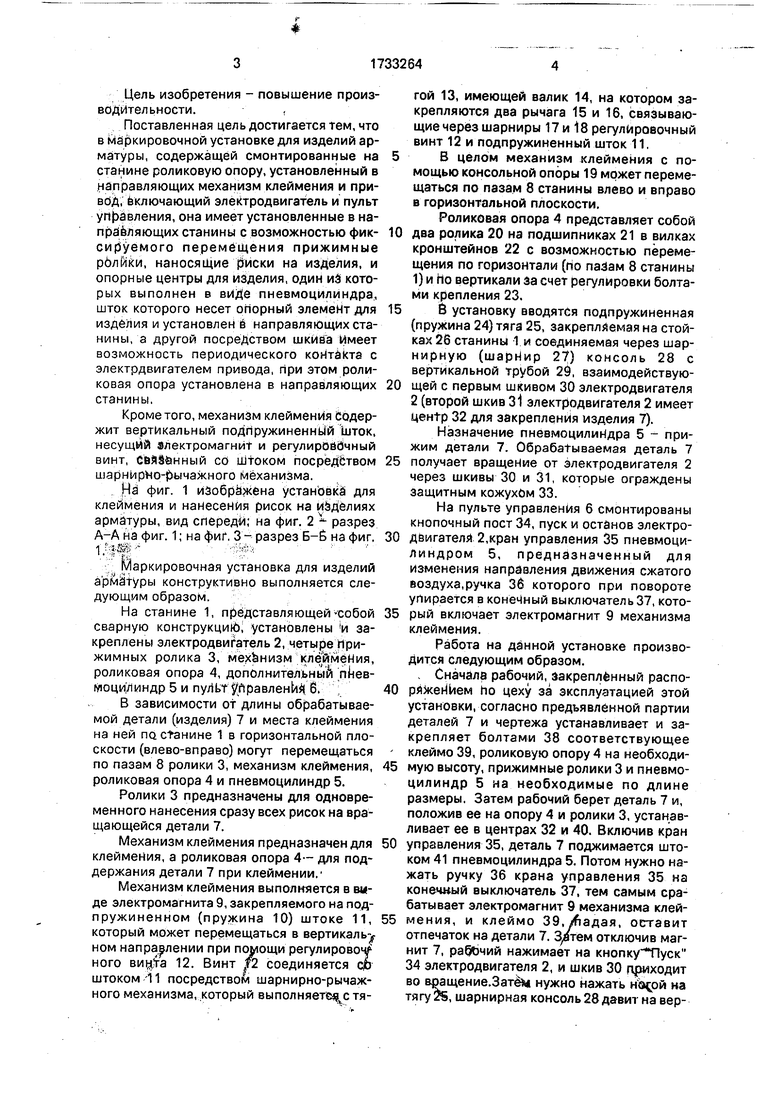
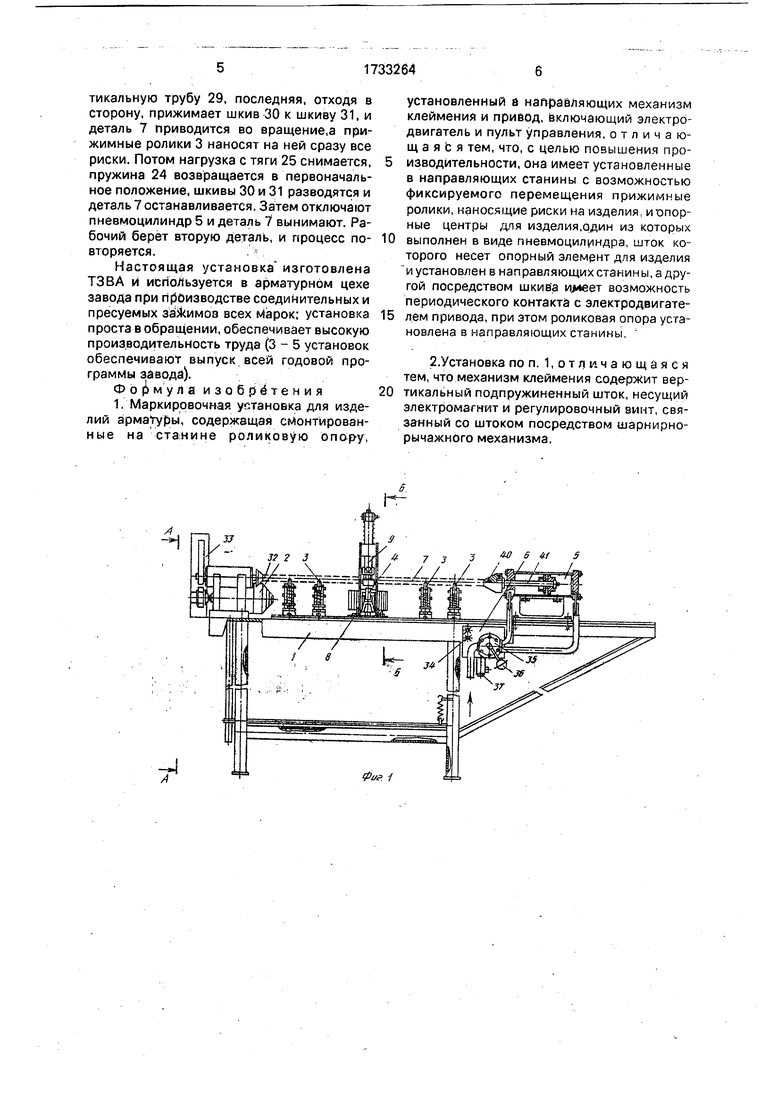
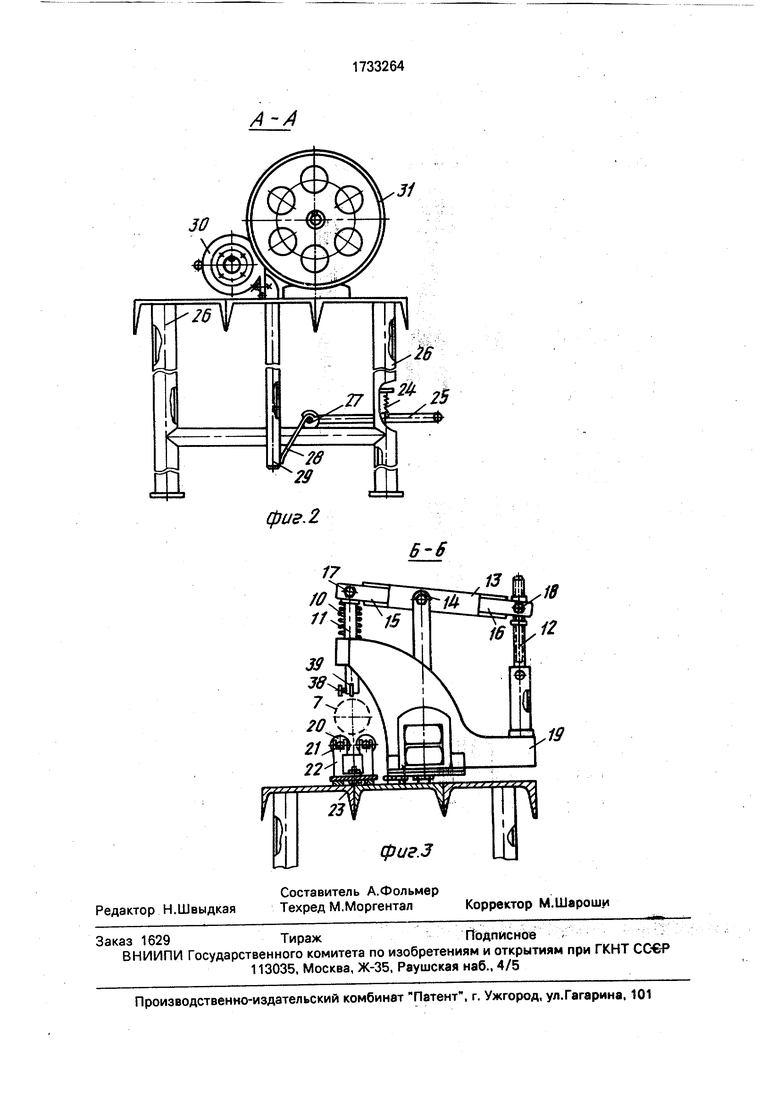
Йа фиг. 1 изображена установка для клеймения и нанесения рисок на изделиях арматуры, вид спереди; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Ё на фиг. 1.
Маркировочная установка для изделий арматуры конструктивно выполняется следующим образом.
На станине 1, представляющей-собой сварную конструкцию, установлены и закреплены электродвигатель 2, четыре Прижимных ролика 3, механизм клеймения, роликовая опора 4, дополнительный пнев- моциЛиндр 5 и пульт правления; 6.
В зависимости от длины обрабатываемой детали (изделия) 7 и места клеймения на ней по. станине 1 в горизонтальной плоскости (влево-вправо) могут перемещаться по пазам 8 ролики 3, механизм клеймения, роликовая опора 4 и пневмоцилиндр 5.
Ролики 3 предназначены для одновременного нанесения сразу всех рисок на вращающейся детали 7.
Механизм клеймения предназначен для клеймения, а роликовая опора 4-- для поддержания детали 7 при клеймении/
Механизм клеймения выполняется в виде электромагнита 9, закрепляемого на подпружиненном (пружина 10) штоке 11, который может перемещаться в вертикаль- ном направлении при помощи регулировоч ного 12. Винт /2 соединяется qb штоком 11 посредством шарнирно-рычаж- ного механизма, который выполняете тягой 13, имеющей валик 14, на котором закрепляются два рычага 15 и 16, связывающие через шарниры 17 и 18 регулировочный винт 12 и подпружиненный шток 11,
Б целом механизм клеймения с помощью консольной опоры 19 может перемещаться по пазам 8 станины влево и вправо в горизонтальной плоскости.
Роликовая опора 4 представляет собой два ролика 20 на подшипниках 21 в вилках кронштейнов 22 с возможностью перемещения по горизонтали (по пазам 8 станины 1) и Но вертикали за счет регулировки болтами крепления 23.
В установку вводятся подпружиненная (пружина 24) тяга 25, закрепляемая на стойках 26 станины 1 и соединяемая через шар- нирную (шарНир 27) консоль 28 с вертикальной трубой 29, взаимодействующей с первым шкивом 30 электродвигателя 2 (второй шкив 31 электродвигателя 2 имеет центр 32 для закрепления изделия 7).
Назначение пневмоцилиндра 5 - прижим детали 7. Обрабатываемая деталь 7 получает вращение от электродвигателя 2 через шкивы 30 и 31, которые ограждены защитным кожухом 33.
На пульте управления 6 смонтированы кнопочный пост 34, пуск и останов электро- Дёигателя 2,кран управления 35 пневмоци- линдром 5, предназначенный для изменения направления движения сжатого воздуха,ручка 36 которого при повороте упирается в конечный выключатель 37, который включает электромагнит 9 механизма клеймения.
Работа на данной установке производится следующим образом.
Сначала рабочий, закреплённый распоряжением ho цеху за эксплуатацией этой установки, согласно предъявленной партии деталей 7 и чертежа устанавливает и закрепляет болтами 38 соответствующее клеймо 39, роликовую опору 4 на необходимую высоту, прижимные ролики 3 и пневмоцилиндр 5 на необходимые по длине размеры. Затем рабочий берет деталь 7 и, положив ее на опору 4 и ролики 3, устанавливает ее в центрах 32 и 40. Включив кран управления 35, деталь 7 поджимается штоком 41 пневмоцилиндра 5. Потом нужно нажать ручку 36 крана управления 35 на конечный выключатель 37, тем самым срабатывает электромагнит 9 механизма клеймения, и клеймо 39,, оставит отпечаток на детали 7. З/тем отключив магнит 7, рабочий нажимает на кнопкуПуск 34 электродвигателя 2, и шкив 30 приходит во воащение.Затё нужно нажать на тягу2§, шарнирная консоль 28 давит на вертикальную трубу 29, последняя, отходя в сторону, прижимает шкив 30 к шкиву 31, и деталь 7 приводится во вращение.а прижимные ролики 3 наносят на ней сразу все риски. Потом нагрузка с тяги 25 снимается, пружина 24 возвращается в первоначальное положение, шкивы 30 и 31 разводятся и деталь 7 останавливается. Затем отключают пневмоцилиндр 5 и деталь 7 вынимают. Рабочий берет вторую деталь, и процесс повторяется.
Настоящая установка изготовлена ТЗВА и используется в арматурном цехе завода при производстве соедийительных и пресуемых зажимов всех Марок; установка проста в обращении, обеспечивает высокую производительность труда (3-5 установок обеспечивают выпуск всей годовой программы завода).
Форму/la изобретения 1. Маркировочная установка для изделий армаУуры, содержащая смонтированные на станине роликовую опару,
установленный в направляющих механизм клеймения и привод, включающий электродвигатель и пульт управления, отличающаяся тем, что, с целью повышения производительности, она имеет установленные в направляющих станины с возможностью фиксируемого перемещения прижимные ролики, наносящие риски на изделия и опорные центры для изделия.один из которых
выполнен в виде пневмоцилиндра, шток которого несет опорный элемент для изделия и установлен в направляющих станины, а другой посредством шкива возможность периодического контакта с электродвигателем привода, при этом роликовая опора установлена в направляющих станины
2.Установка по п. 1,отличающаяся тем, что механизм клеймения содержит вер- тикальный подпружиненный шток, несущий электромагнит и регулировочный винт, связанный со штоком посредством шарнирно- рычажного механизма,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения детали | 1988 |
|
SU1611725A1 |
| Установка для клеймения изделий | 1990 |
|
SU1793981A3 |
| ПОЛУАВТОМАТ ДЛЯ ПОДГОТОВКИ МЕСТА КЛЕЙМЕНИЯ НА | 1973 |
|
SU384515A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1996 |
|
RU2111832C1 |
| Устройство для клеймения деталей | 1989 |
|
SU1738640A1 |
| ПНЕВМАТИЧЕСКИЙ КЛЕЙМИТЕЛЬ ПРОКАТА | 1971 |
|
SU288916A1 |
| Устройство для клеймения деталей в торец | 1980 |
|
SU937075A2 |
| Устройство для клеймения деталей | 1974 |
|
SU501800A1 |
| Станок для электрохимического маркирования изделий | 1981 |
|
SU1087294A1 |
| МАРКИРОВОЧНОЕ УСТРОЙСТВО | 1970 |
|
SU262663A1 |
Использование: клеймение арматуры. Сущность изобретения: установка имеет электродвигатель, прижимные ролики, механизм клеймения, роликовую опору, пневмоцйлиндр, пу/1ьт управления. В качестве механизма клеймения используется электромагнит, а риски наносятся на деталь прижимными роликами. С помощью пневмоцилиндра осуществляют поджим детали к центру шкива электродвигателя так, что нанесение рисок осуществляется на вращающейся детали. 1 з.п. ф-лы, 3 ил.
-ч
т1
А-А
фиг. 2
| ПРИСПОСОБЛЕНИЕ ДЛЯ КЛЕЙМЕНИЯ БУКВ И ЦИФР НА КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЯХ ДЕТАЛЕЙ | 0 |
|
SU192042A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Технология производства, 1973, № 2, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
