Изобретение относится к химико-термической обработке, в частности к защите от насыщения бором поверхностей стальных изделий, не подлежащих борированию.
Цель изобретения - повышение защитных и технологических свойств обмазки.
Для этого обмазка, содержащая окись алюминия и связующее, дополнительно содержит порошок железа и/или окиси железа, а в качестве связующего - водный раствор поливинилового спирта и/или поливинилацетата при следующем соотношении компонентов, мас.%:
Порошок железа и/или окиси железа30-40
Окись алюминия30-45
Водный раствор поливинилового спирта и/или поливинилацетата25-30
Использование водного раствора поливинилового спирта и/или поливинилацетата в качестве связующего при указанном соотношении окиси железа и/или порошка железа с окисью алюминия обеспечивает надежную защиту поверхности от бориро- вания и технологичность обмазки.
При выходе за указанные пределы соотношений компонентов происходят отслоение и сколы обмазки с защищаемой поверхности непосредственно в процессе борирования, на поверхности образуется диффузионный борированный слой глубиной до 0,04 мм. Это снижает технологические свойства обмазки и не защищает поверхность от борирования. Окись алюминия является инертным наполнителем, который предотвращает эффект спекания смеси и в совокупности с предлагаемым связующим облегчает удаление обмазки с защищаVI
СО
ел
4 СО N3
емой поверхности, При выходе за указанные пределы обмазка частично приваривается к поверхности, удаление ее осложнено.
Порошок и/или окись железа, выполняющий роль геттера бора при проведении процесса борирования, обеспечивает повышение защитных свойств обмазки. При выходе за указанные пределы на поверхности образуется диффузионный борированный слой глубиной 0,04 мм.
Пример 1. В качестве связующего используют раствор поливинилового спирта. Раствор поливинилового спирта готовят следующим образом. Порошок в соотношении 1:10 разводят холодной водой. Получен- ную смесь нагревают на водяной бане до 80-95°С, по достижении указанной температуры раствор выдерживают 10-15 мин и охлаждают на воздухе. В полученный раствор добавляют воду до получения 3%-ного рас- твора поливинилового спирта.
В порошок окиси алюминия в количестве 40 мас.% добавляют 30 мас.% порошка окиси железа, к порошкам добавляют 30 мас.% водного раствора поливинилового спирта. Все компоненты тщательно перемешивают. Полученную суспензию наносят кистью на защищаемую поверхность и оставляют сохнуть на 15-20 мин. Таким образом можно наносить до 5-6 слоев защитной обмазки в зависимости от требований технологии.
Оправку для формирования внутреннего отверстия трубы из стали 4Х5МФС с участками, защищенными предлагаемой обмазкой, подвергают борированию в контейнере в порошкообразной смеси следующего состава, мас.%: ВзС 30; AlaOa 15; NaBF4 5. Насыщение .проводят при 950°С в течение 6 ч в печи с защитной атмосферой. После извлечения детали из контейнера защитная обмазка легко удаляется с поверхности, защищенный участок поверхности остается чистым.
Металлографический анализ показал, что на защищенных участках диффузионный борированный слой отсутствует.
Пример 2. В качестве связующего используют 30%-ный водный раствор поливинил ацетата, который готовят добавлени- ем к поливинилацетату воды. В порошок окиси алюминия в количестве 35 мас.% добавляют 35 мае. % порошка железа и к смеси порошков добавляют 30 мас.% водного раствора поливинилацетата, Далее поступают по примеру 1. Матрицу из стали 5ХНМ с защищенными участками помещают в бори- рующую смесь следующего состава, мас.%: боралитирующая композиция 95; NaBF4 4, Насыщение проводят при 850°С, время выдержки 6 ч в контейнере с плавким затвором. После извлечения детали из контейнера защитная обмазка легко удаляется с поверхности, защищенный участок поверхности остается чистым.
Металлографический анализ показал, что на защищенных участках диффузионный борированный слой отсутствует.
Пример 3. В качестве связующего в количестве 30 мас.% используют смесь водного раствора поливинилового спирта (приготовленного по примеру 1) и водного раствора поливинилацетата (приготовленного по примеру 2) в соотношении 1:1. В порошок окиси алюминия в количестве 30 мас.% добавляют40 мас.% порошка железа и окиси железа в соотношении 1:1. Далее поступают по примеру 1. Матрицу вырубного штампа из стали У8 с защищенными от насыщения участками помещают в контейнер с борирующей смесью, мас.%: В4С 80; А1аОз 15; NaaBF4 5. Борирование проводят в контейнере с плавким затвором при 800°С, в течение 6 ч. После извлечения детали из контейнера обмазка легко удаляется водой, защищенный участок поверхности остается чистым,
Металлографический анализ показал, что диффузионный борированный слой на защищенных участках отсутствует.
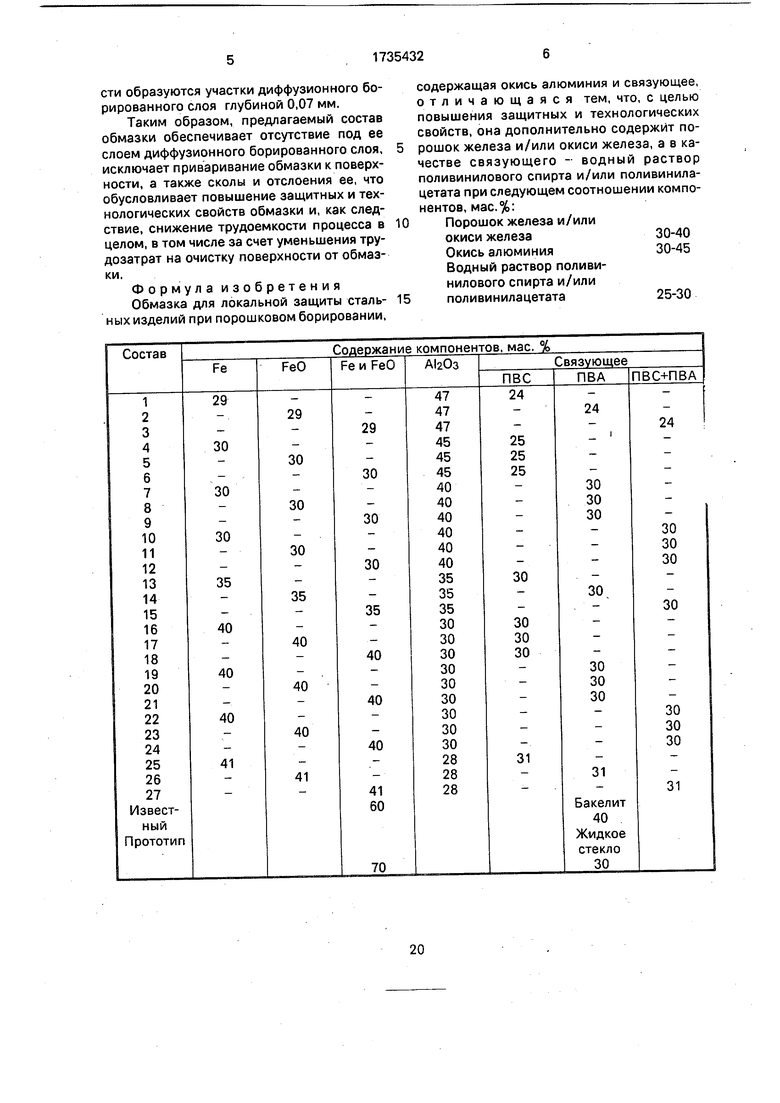
Составы предлагаемой обмазки, включающие предельные, средние и запредельные значения всех компонентов, и известных обмазок приведены в таблице.
В указанных пределах (составы 4-24) обмазка надежно защищает поверхность детали от борирования, диффузионный слой под обмазкой отсутствует, в процессе борирования сплошность обмазки не нарушается, а по окончании процесса она легко удаляется с защищаемой поверхности, что обусловливает ее более высокую, чем у известных составов, технологичность.
При выходе за указанные пределы (составы 1-3) происходят отслоение и сколы обмазки, на поверхности образуется диффузионный борированный слой глубиной 0,04 мм, а в случае использования составов 25-27 обмазка частично приварена к поверхности и удаление ее осложнено, на поверхности образуется диффузионный борированный слой глубиной 0,04-0,06 мм.
При использовании известного состава происходят отслоение и сколы обмазки, на поверхности образуется диффузионный борированный слой глубиной 0,05 мм, а при использовании состава-прототипа обмазка частично приварена к поверхности, удале- нне практически невозможно, на поверхности образуются участки диффузионного бо- рированного слоя глубиной 0,07 мм.
Таким образом, предлагаемый состав обмазки обеспечивает отсутствие под ее слоем диффузионного борированного слоя, исключает приваривание обмазки к поверхности, а также сколы и отслоения ее, что обусловливает повышение защитных и технологических свойств обмазки и, как следствие, снижение трудоемкости процесса в целом, в том числе за счет уменьшения трудозатрат на очистку поверхности от обмазки.
Формула изобретения Обмазка для локальной защиты стальных изделий при порошковом борировании.
0
5
содержащая окись алюминия и связующее, отличающаяся тем, что, с целью повышения защитных и технологических свойств, она дополнительно содержит порошок железа и/или окиси железа, а в качестве связующего - водный раствор поливинилового спирта и/или поливинила- цетата при следующем соотношении компонентов, мас.%:
Порошок железа и/или окиси железа30-40
Окись алюминия30-45
Водный раствор поливинилового спирта и/или поливинилацетата25-30
| название | год | авторы | номер документа |
|---|---|---|---|
| Паста для защиты поверхностей стальных деталей при борировании | 1980 |
|
SU876779A1 |
| Борирование поверхностных слоев углеродистой стали при помощи микродуговой наплавки | 2022 |
|
RU2801101C1 |
| Способ обработки поверхности подложки из ниобия | 2023 |
|
RU2821978C1 |
| Состав для борирования изделий из углеродистых сталей | 1982 |
|
SU1046334A1 |
| Способ борирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791477C1 |
| Состав для защиты от окисления при термической обработке изделий | 1983 |
|
SU1164289A1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия | 2018 |
|
RU2693416C1 |
| Порошкообразный состав для борирования изделий из углеродистых сталей | 1983 |
|
SU1164314A1 |
| Способ комплексной химико-термической обработки изделий из углеродистых сталей и спеченных материалов на основе железа | 1983 |
|
SU1157127A1 |
Изобретение относится к химико-термической обработке, в частности к защите от насыщения бором поверхностей стальных деталей, не подлежащих борированию. Цель изобретения - повышение защитных и технологических свойств обмазки. Наряду с окисью алюминия обмазка содержит порошок и/или окись железа, а в качестве связующего - водный раствор поливинилового спирта и/или поливинилацетата при следующем соотношении компонентов, мас.%: порошок и/или окись железа 30-40, окись алюминия 30-45, водный раствор поливинилового спирта и/или поливинилацетата 25- 30. Это обеспечивает отсутствие под слоем обмазки диффузионного борированного слоя, исключает приваривание обмазки к поверхности, а также смолы, отслоения ее, что обусловливает повышение защитных и технологических свойств. 1 табл. N Ё
| Обмазка для местной защиты металлическихиздЕлий пРи ХиМиКО-ТЕРМичЕСКОйОбРАбОТКЕ | 1979 |
|
SU852959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
