Известны способы обработки наружной поверхности поршней со сложным профилем методом объемного копирования, например способ обработки, применяемый фирмой «Эксцелло (США), который заключается в то,м, что копир и поршень .крепятся «а одном шпинделе, что увеличивает консоль вылета поршня на длину копира и снижает точность обработки.
Описываемый способ обработки паружной поверхности поршней со сложным профилем методом объемного механического копирования, например, на алмазно-расточных станках, имеющих многошпиндельную расточную головку, позволяет повысить точность обработки, для чего копир устанавливают на один из параллельно расположенных шпипделей, а обрабатываемую деталь - па другой шпиндель, врашение которых синхронизируют.
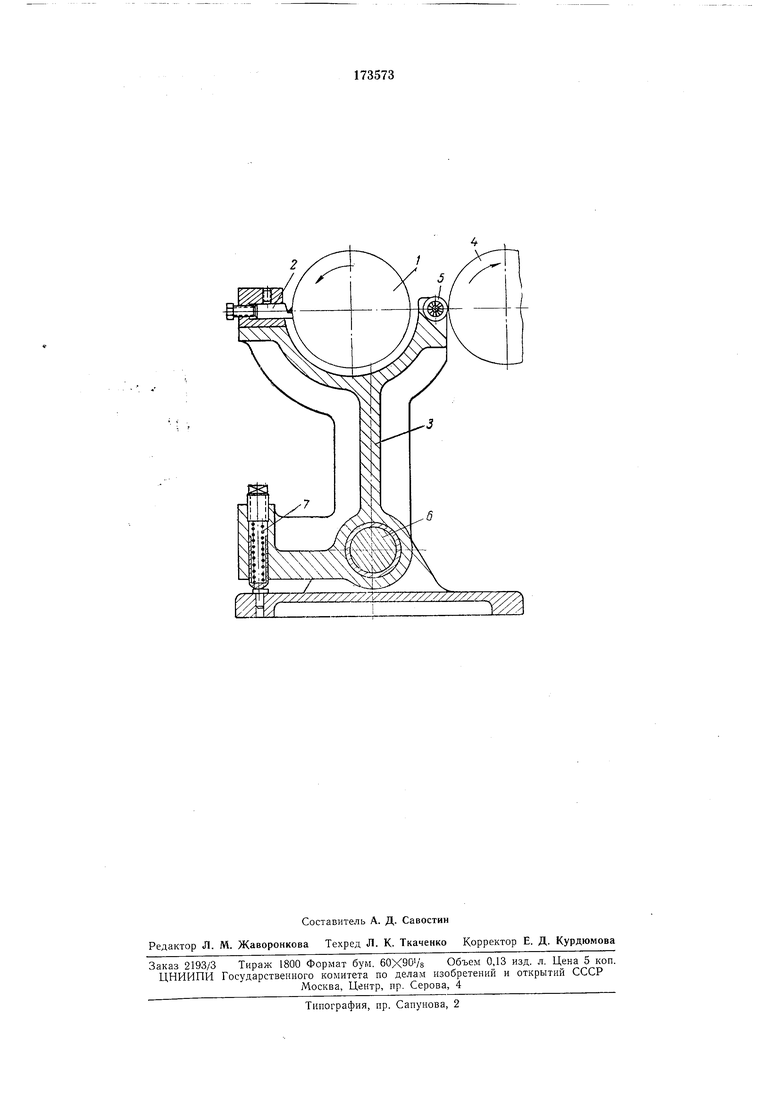
Схема обработки лредлагаемым способом изображена на чертеже.
Обрабатываемую деталь / устанавливают, например, на один из ш пинделей многошпиндельной расточной головки алмазно-расточного станка и обрабатывают резцом 2, смонтированным на кронштейне 3. На второй шпиндель, расположенный .параллельно первому, уста.навливают объемный копир 4, враш,ающийся синхронно с деталью. К копиру прижимают ролик 5, также смонтированный па кронштейне, который поворачивается вокруг вала 6. Прижатие ролика к «опиру и резца к обрабатываемой детали осушествляется пружиной 7.
Резец полностью повторяет движение центра ролика. При синхронном врашении детали и копира поверхности поршня придается форма, соответствуюш,ая форме копира.
Предмет изобретения
Способ обработки паруж.ной поверхности поршней со сложным профилем методом объемного механического копирования, например, на алмазно-расточных .станках, имеюш;их МНогошпиндельную расточную головку, отличающийся тем, что, с целью повышения точности обработки, копир устанавливают на один из параллельно расположенных шпинделей, а обрабатываемую деталь - на другой шпиндель, враш,ение которых синхронизируют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Способ обработки фасонной поверхности камеры сгорания поршня цилиндра и устройство для его осуществления | 1980 |
|
SU975211A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| Алмазно-обточной станок | 1983 |
|
SU1114524A1 |
| Копировальная фрезерно-шлифовальная головка | 1987 |
|
SU1442335A2 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| СПОСОБ ОБРАБОТКИ НОВЫХ ИЛИ ВОССТАНАВЛИВАЕМЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2147272C1 |
| Устройство для растачивания отверстий | 1986 |
|
SU1426702A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |