Фиг.1
Изобретение относится к металлургии, в частности к конструкции комплекса высокопроизводительного оборудования по.про- изводству пакетов для многослойных листов, и может быть использовано в про- катном производстве.
Цель изобретения - повышение производительности за счет сокращения ручного труда и повышения качества пакетов за счет улучшения сплошности и прочности соеди- нения слоев.
Нафиг.1 показана предложенная поточная линия, общий вид в плане; на фиг.2 - устройство для сварки пакетов; на фиг.З - сварочный комплекс с транспортным сред- ством; на фиг.4 - устройство для сборки пакетов.
Поточная линия по сборке и сварке пакетов для производства двухслойных листов содержит устройство 1 для сборки пакетов, сварочные установки 2, установленные по ходу технологического процесса и соединенные между собой транспортными средствами 3.
Устройство 1 для сборки пакетов вклю- чает стол 4 с зажимным механизмом 5, размещенным на транспортном средстве 6 с возможностью возвратно-поступательного перемещения в горизонтальной и вертикальной плоскостях.
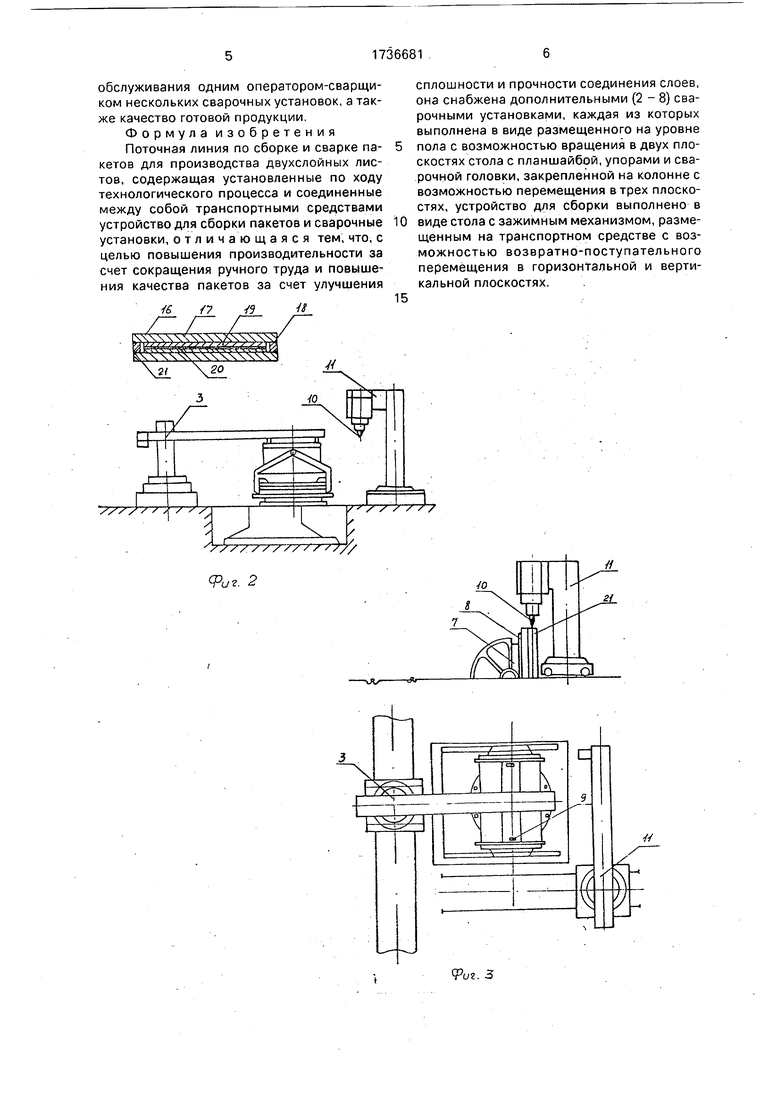
Сварочные установки 2 включают стол 7, размещенный на уровне пола и вращающийся в двух плоскостях, с планшайбой 8 и упорами 9, сварочную головку 10с колонной 11, перемещающейся в трех плоскостях. Транспортные средства 3 включают рольганги 12, шлеппера 13, подъемно-транспортные установки 14, кантователь 15.
Пакет 16 содержит заготовки 17 основного слоя, герметизирующую рамку 18, пластины 19 плакирующего слоя, разделительный слой 20 и сварочный шов 21.
Поточная линия работает следующим образом.
Предварительно подготовленные по хо- ду технологического процесса составляющие пакета 16 заготовки 17 основного слоя, герметизирующая рамка 18, пластины 19 плакирующего слоя подъемно-транспорт- ным средством (не показано) подаются на рольганг 12 транспортного средства 3. Однако из заготовок 17 основного слоя (нижняя) посредством рольганга 12 подается на стол 4 устройства 1 для сборки профрезеро- ванной поверхностью вверх и центрируется зажимным механизмом 5 посредством транспортного средства 6. На эту заготовку 17 основного слоя таким же образом укладываются попарно сваренные никелированной поверхностью наружу и разделенные между собой разделительным слоем 20 пластины 19 плакирующего слоя и герметизирующая рамка 18. Затем посредством кантователя 15 вторая (верхняя) заготовка 17 основного слоя кантуется профрезеро- ванной поверхностью вниз и рольгангом 12 подается на стол 4, при этом стол 4 опускается, а зажимной механизм 5 центрирует составляющие пакета 16 и сжимает их, устраняя неплотности, после чего производит- ,ся предварительная сварка пакета, например, ручной сваркой. Все составляющие пакета 16 предварительно перед его сборкой очищаются.
Собранный таким образом пакет 16 рольгангом 12, шлеппером 13 и подъемно- транспортной установкой 14 подается на сварочные установки 2. где производится основная сварка его. Выполнение сварочных установок в количестве 2-8 обеспечивает значительное повышение производительности сборки пакетов. При выполнении менее двух - не обеспечивается прирост производства и снижение трудозатрат, а выполнение более 8 сварочных установок усложняет обслуживание, влечет к росту производственных площадей и усложняет конструктивное выполнение.
Вращающийся в двух плоскостях стол 7 с планшайбой 8 и упорами 9 устанавливается в горизонтальное положение, пакет 16 подъемно-транспортной установкой 14 (предварительно обваренный) укладывается на его планшайбу 8 и закрепляется упорами 9. Подъемно-транспортная установка 14 отводится от стола 7 и пакет 16 посредством стола 7 выставляется швом в горизонтальное положение. К свариваемому шву 21 подводится сварочная головка 10, имеющая возможность перемещения посредством колонны 11 в трех плоскостях, и производится сварка основным швом 21, Затем сварочная головка 10 отводится от пакета 16, который посредством стола 7 выставляется следующим швом в горизонтальное положение, и процесс повторяется до полной сварки пакета 16 по всей контактной поверхности заготовок 17 основного слоя с герметизирующей рамкой 18 сварочным основным швом 21.
Готовый пакет 16 подъемно-транспортным устройством 14 подается для дальнейшей прокатки его на двухслойные листы.
Выполнение поточной линии по сборке и сварке пакетов для производства двухслойных листов предложенной конструкции обеспечивает значительное повышение производительности, механизацию производства, совмещения профессий обслуживающего персонала и возможность
обслуживания одним оператором-сварщиком нескольких сварочных установок, а также качество готовой продукции. Формула изобретения Поточная линия по сборке и сварке пакетов для производства двухслойных листов, содержащая установленные по ходу технологического процесса и соединенные между собой транспортными средствами устройство для сборки пакетов и сварочные установки, отличающаяся тем, что, с целью повышения производительности за счет сокращения ручного труда и повышения качества пакетов за счет улучшения
К /7
SS//SS//7SS/,
0
сплошности и прочности соединения слоев, она снабжена дополнительными (2 - 8) сварочными установками, каждая из которых выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с планшайбой, упорами и сварочной головки,закрепленной на колонне с возможностью перемещения в трех плоскостях, устройство для сборки выполнено в виде стола с зажимным механизмом, размещенным на транспортном средстве с возможностью возвратно-поступательного перемещения в горизонтальной и вертикальной плоскостях.
| название | год | авторы | номер документа |
|---|---|---|---|
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| ПАКЕТ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛОВ ПРОКАТКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2381093C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| Устройство для сборки и автомати-чЕСКОй СВАРКи СТыКОВ пОлОТНищ | 1979 |
|
SU846197A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Двухслойный сварной пакет | 1985 |
|
SU1303328A1 |

Изобретение относится к металлургии, в частности к конструкции комплекса высокопроизводительного оборудования по производству пакетов для многослойных листов. Поточная линия по сборке и сварке пакетов для производства двухслойных листов содержит устройство 1 для сборки пакетов, сварочные установки 2. Установленные по ходу технологического процесса и соединенные между собой транспортные средства 3. Каждая сварочная установка выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с планшайбой и упорами. Сварочная головка установлена на колонне с возможностью перемещения в трех плоскостях. Устройство для сборки выполнено в виде стола с зажимным механизмом с возможностью возвратно-поступательного движения в вертикальной плоскости, 4 ил. сл С
Фаг 2
U
Фиг.З
& JL Vz -fl
. f
4
| Крыловскй А.П | |||
| Поточная линия по производству двухслойной стали | |||
| -Металлургическая и горно-рудная промышленность, 1971, № 1,с.82-83. |
