СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловой обработки раструбных железобетонных трубчатых изделий | 1990 |
|
SU1787798A1 |
| Устройство для тепловой обработки железобетонных труб | 1978 |
|
SU765244A1 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1981 |
|
SU973374A1 |
| Способ изготовления гидропрессованных напорных труб | 1989 |
|
SU1675102A2 |
| Способ тепловой обработки железобетонных виброгидропрессованных труб | 1977 |
|
SU734169A1 |
| Устройство для изготовления железобетонных виброгидропрессованных труб | 1978 |
|
SU766868A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| Способ изготовления гидропрессованных напорных труб | 1987 |
|
SU1479278A2 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Железобетонная напорная труба большого диаметра и способ ее изготовления | 1983 |
|
SU1135957A1 |
Использование: при производстве изделий сборного железобетона. Сущность изобретения, сердечник 1 выполнен с жестко закрепленными на его внутренней поверхности на высоту раструбной части ребрами 4 и заглушкой 8 в его верхней части с термоизоляцией, причем термоизоляция заглушки и обечайки 5 выполнена из вспененного полимерного материала с закрытой пористостью, при этом толщина термоизоляции раструбной части превышает в 1,2 раза толщину цилиндрической части. 1 ил.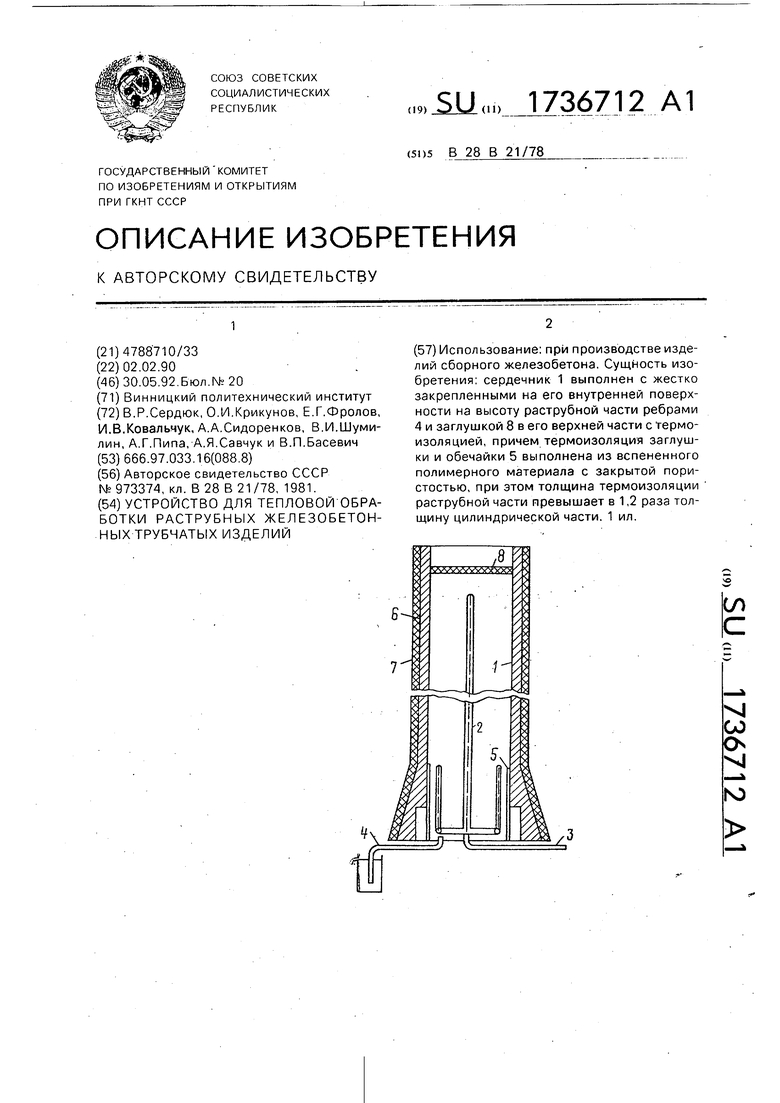
VI
CJ
о XJ
N)
Изобретение относится к производству изделий сборного железобетона и может быть использовано при тепловой обработке напорных и безнапорных железобетонных труб.
Цель изобретения - интенсификация тепловой обработки, повышение качества изделий, уменьшение температурных перепадов по высоте и толщине стенки изделия, снижение тепловых потерь при тепловой обработке и снижение уровня шума при формовании изделия.
Указанная цель достигается тем, что в устройстве внешняя поверхность наружной обечайки и верхняя заглушка сердечника покрыта теплозвукоизоляционным вспененным полимерным материалом с закрытой пористостью с толщиной покрытия в раструбной части в 1,2 раза большей, чем цилиндрической, а на внутренней поверх- ности сердечника, снабженного парораспределителем, на высоту раструбн.ой части жестко закреплены в вертикальном положении ребра-завихрители пара.
Нанесенный слой полимерного матери- ала. обладая низкой теплопроводностью и высоким звукопоглощением, препятствует отводу тепла с поверхности формы, контактирующей с наружным воздухом и, как следствие, препятствует остыванию изделия, повышая температуру тепловой обработки и снижая теплопотери. Завихрители обеспечивают турбулентность движения пара и тем самым увеличивают его теплоотдающую способность в зоне раструба.
На чертеже показано устройство, разрез.
Устройство для изготовления раструбных трубчатых изделий содержит сердечник 1 с патрубком 2 для подвода пара, парораспределителем 3, ребрами-завихрителями 4 пара, наружную обечайку 5 с теплозвукоизоляционным слоем 6, между которыми формуется изделие 7, и заглушку 8.
Формула изобретения Устройство для тепловой обработки раструбных железобетонных трубчатых изделий, содержащее имеющий парораспределитель сердечник и охватывающую его обечайку, наружная поверхность которой выполнена с термоизоляцией, отличающееся тем, что, с целью интенсификации тепловой обработки и повышения качества изделий, сердечник выполнен с жестко закрепленными на его внутренней поверхности на высоту раструбной части ребрами и заглушкой в его верхней части с термоизоляцией, причем термоизоляция заглушки и обечайки выполнена из вспененного полимерного материала с закрытой пористостью, при этом толщина термоизоляции раструбной части превышает в 1,2 раза толщину цилиндрической.
| Форма для изготовления трубчатых изделий из бетонных смесей | 1981 |
|
SU973374A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
