(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С РЕЗЬБОЙ ИЗ АРМИРОВАННОГО ДЛИННОМЕРНЫМИ ВОЛОКНАМИ ПЛАСТИЧЕСКОГО МАТЕРИАЛА | 1994 |
|
RU2068341C1 |
| Способ изготовления керамики на основе карбида кремния, армированного волокнами карбида кремния | 2018 |
|
RU2718682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| Способ получения керамического композиционного материала на основе карбида кремния, армированного волокнами карбида кремния | 2020 |
|
RU2744543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ВОЛОКНОМ ТЕРМОПЛАСТОВ (ВАРИАНТЫ) И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1995 |
|
RU2145547C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ОРГАНОПЛАСТИКОВ | 2008 |
|
RU2383437C1 |
| УГЛЕРОДНЫЙ КОМПОЗИТНЫЙ РЕЗЬБОВОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ | 2023 |
|
RU2801427C1 |
| ОРТОПЕДИЧЕСКИЕ БИОДЕГРАДИРУЕМЫЕ ИМПЛАНТЫ | 2018 |
|
RU2749635C1 |
| Способ изготовления армированных изделий | 1980 |
|
SU981004A1 |
| Пресс-форма для изготовления изделий из полимерного материала | 1989 |
|
SU1712171A1 |
Использование: в производстве крепежных элементов (шпилек, винтов, шурупов) из композиционных материалов при повышенной прочности и улучшенной технологии. Снижение давления формования, уменьшение износа пресс-форм достигается расположением армирующих волокон в поверхностном слое заготовки на глубину формования резьбы под углом к продольной оси, равным углу нарезки крепежа. 1 з п. ф-лы, 1 ил., 1 табл.
Изобретение относится к созданию крепежных изделий (шпилек, винтов, шурупов) из непрерывно армированных пластиков.
Известна конструкция заготовок для формования резьбовых изделий из непрерывно армированных отверждающихся смол, выполненная в виде мешка с продольно-поперечным плетением стекловолокон, пропитанных связующим типа эпоксидного. Переработка заготовок в изделия и, следовательно, оформление резьбовой части осуществляется прессованием, в процессе которого пуансон, плотно входя в полость мешка, равномерно вдавливает материал в резьбовую часть поверхности матрицы.
Недостатком такой заготовки является то, что крепежные изделия из них лишены монолитности, так как после извлечения пуансона остаются продольные отверстия и механические характеристики крепежа оказываются соответственно ниже чем у монолитных крепежных изделий
Наиболее близкой к предлагаемой является конструкция заготовок, применяемая при прессовании, например, винтов в пресс-форме, радиально смыкаемой относительно монолитной цилиндрической заготовки Имея продольное расположение армирующих волокон по всему сечению заготовки, резьбовую часть крепежа формуют, вдавливая резьбовые выступы пресс-формы в верхний слой пластика.
Недостатком известной продольно армированной заготовки является невозможность добиться последующего армирования резьбы крепежных изделий, не разрушив волокна верхнего слоя заготовки на дискретные частицы, v тем самым резко снизить прочность резьбы. Технологическим недостатком заготовки является быстрый износ резьбовых выступов пресс-формы и необходимость в дополнительном усилии для локального разрушения армирующих волокон.
VI
со о N
00
Целью изобретения является повышение прочности и технологичности процесса прессования.
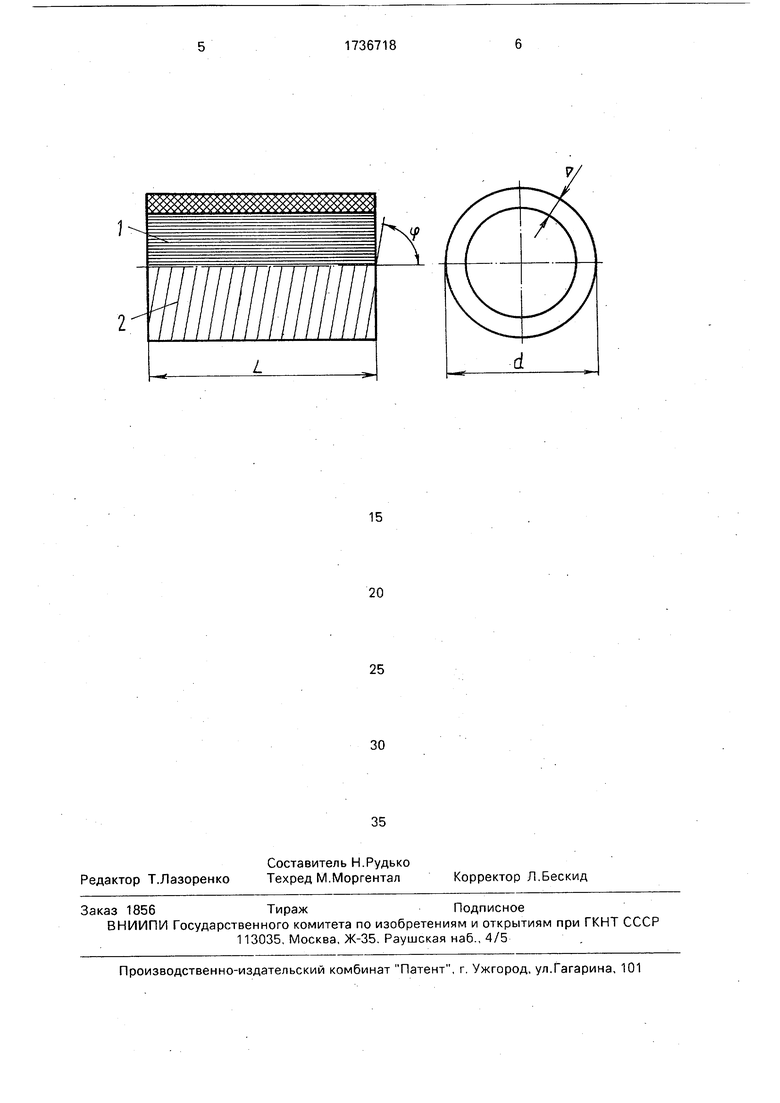
На чертеже изображена схема, поясняющая предлагаемое изобретение.
Часть А сечения цилиндрической заготовки на глубину формования резьбы содержит армирующие волокна не в продольном 1, а в тангенциальном направлении 2, предпочтительно под углом к оси заготовки (р, равным углу винтовой нарезки крепежа.
Предлагаемая конструкция заготовки предотвращает перерезание армирующих волокон резьбовыми выступами пресс-формы, обеспечивает повышение ресурса фор- мирующего инструмента, снижение усилия формования и повышение механических характеристик крепежных изделий.
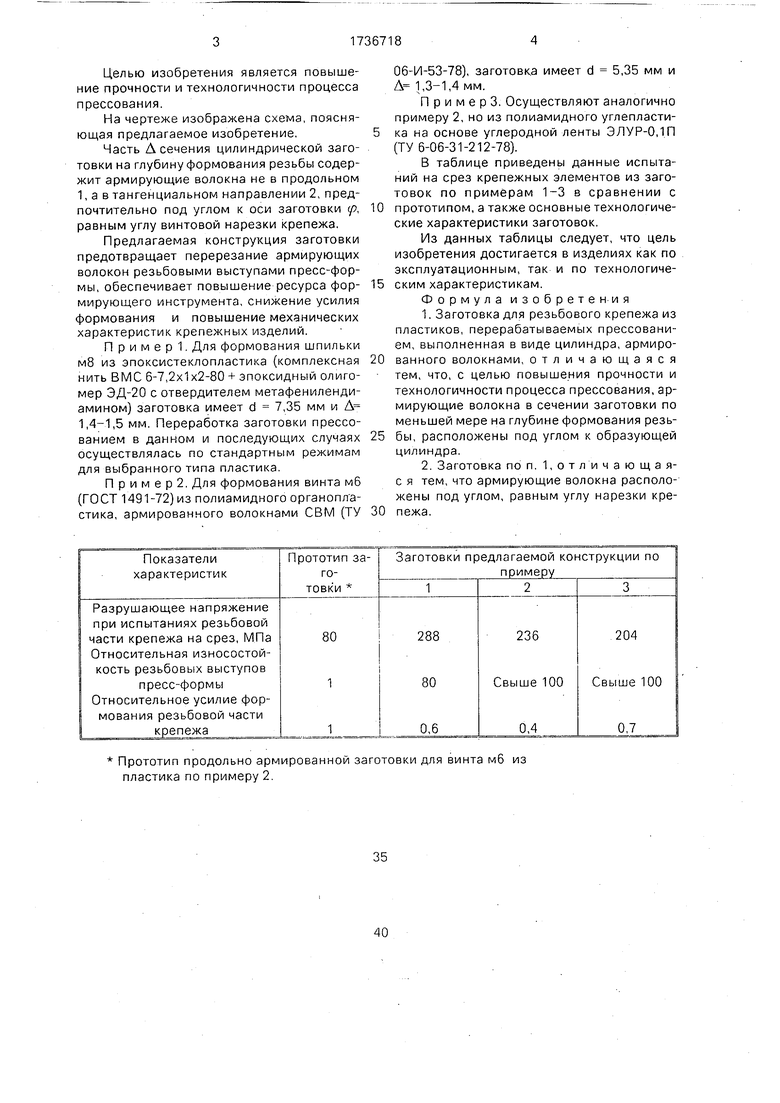
П р и м е р 1 Для формования шпильки м8 из эпоксистеклопластика (комплексная нить ВМС 6-7,2x1x2-80 + эпоксидный олиго- мер ЭД-20 с отвердителем метафениленди- амином) заготовка имеет d 7,35 мм и Д 1,4-1,5 мм. Переработка заготовки прессованием в данном и последующих случаях осуществлялась по стандартным режимам для выбранного типа пластика
П р и м е р 2 Для формования винта мб (ГОСТ 1491-72) из полиамидного органопластика, армированного волокнами СВМ (ТУ
Прототип продольно армированной заготовки для винта мб из пластика по примеру 2
06-И-53-78), заготовка имеет d 5,35 мм и Д 1,3-1,4 мм.
П р и м е р 3. Осуществляют аналогично примеру 2, но из полиамидного углепластика на основе углеродной ленты ЭЛУР-0.1П (ТУ 6-06-31-212-78).
В таблице приведены данные испытаний на срез крепежных элементов из заготовок по примерам 1-3 в сравнении с прототипом, а также основные технологические характеристики заготовок.
Из данных таблицы следует, что цель изобретения достигается в изделиях как по эксплуатационным, так и по технологическим характеристикам.
Формула изобретения
2 Заготовка поп 1,отличающая- с я тем, что армирующие волокна расположены под углом, равным углу нарезки крепежа.
2
L
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для перфорирования этикетной ленты различными знаками | 1948 |
|
SU77984A1 |
| Пневматический регулятор для двигателей внутреннего горения | 1936 |
|
SU61986A1 |
| М., 1985, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
