S
Фиг. г
«
v
+
. Ј
Шиг.З
+
-А- ЈX
.
+ Ф
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Многошпиндельный сверлильный станок | 1982 |
|
SU1034848A1 |
| Способ обработки отверстий и многошпиндельная головка для его осуществления | 1986 |
|
SU1404194A1 |
| Способ многошпиндельной обработки групп отверстий | 1977 |
|
SU663498A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Агрегатный станок | 1990 |
|
SU1754420A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |

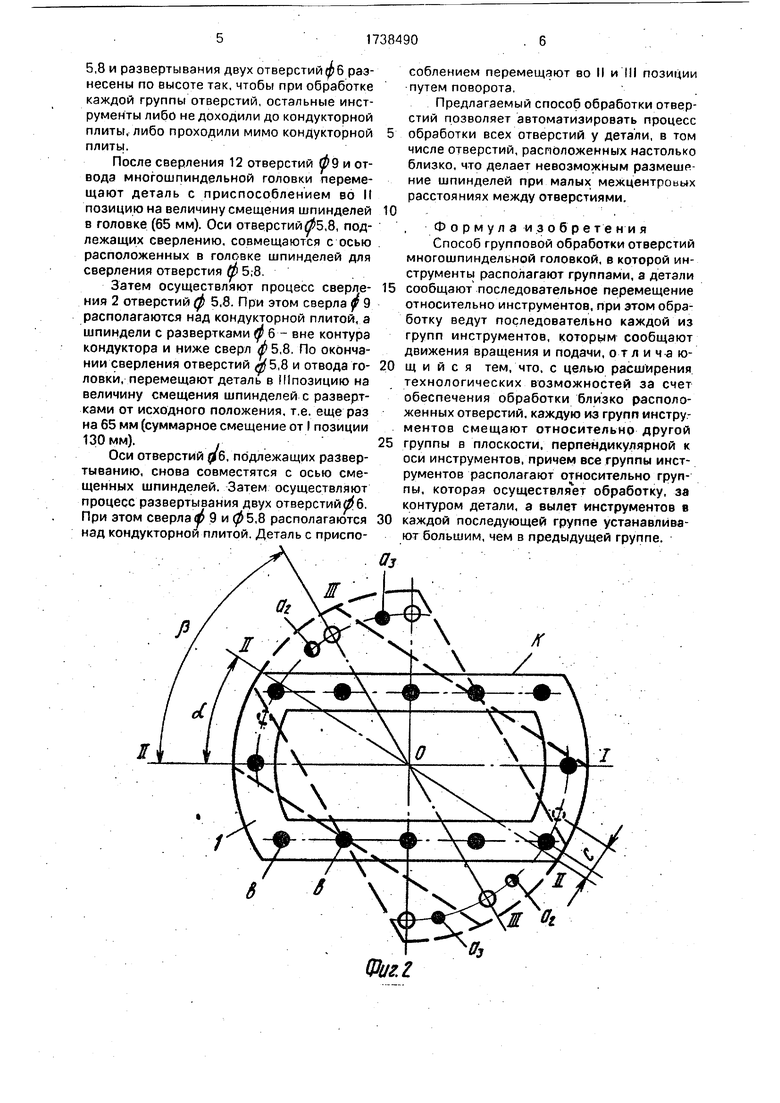
Использование: обработка металлов резанием многошпиндельными головками. Обеспечение сверления близкорасположенных отверстий достигается тем, что многошпиндельная головка 2 содержит группы инструментов 3,4, 5 с различным вылетом и смещённых друг относительно друга в плоскости, перпендикулярной оси инструментов. При обработке детали 1 в I позиции группа инструментов 3 осуществляет сверление отверстий, а группы инструментов 4, 5 находятся за пределами контура детали 1. Затем деталь 1 перемещают в позицию II, а обработку ведет группа инструментов 4. При этом группа инструментов 3 находится над поверхностью детали 1, группа инструментов 5 за пределами ее контура. После этого деталь 1 перемещают в позицию III, a обработку ведут группой инструментов 5. При этом группы -инструментов 3. 4 будут находиться над зоной обработки. 3 ил.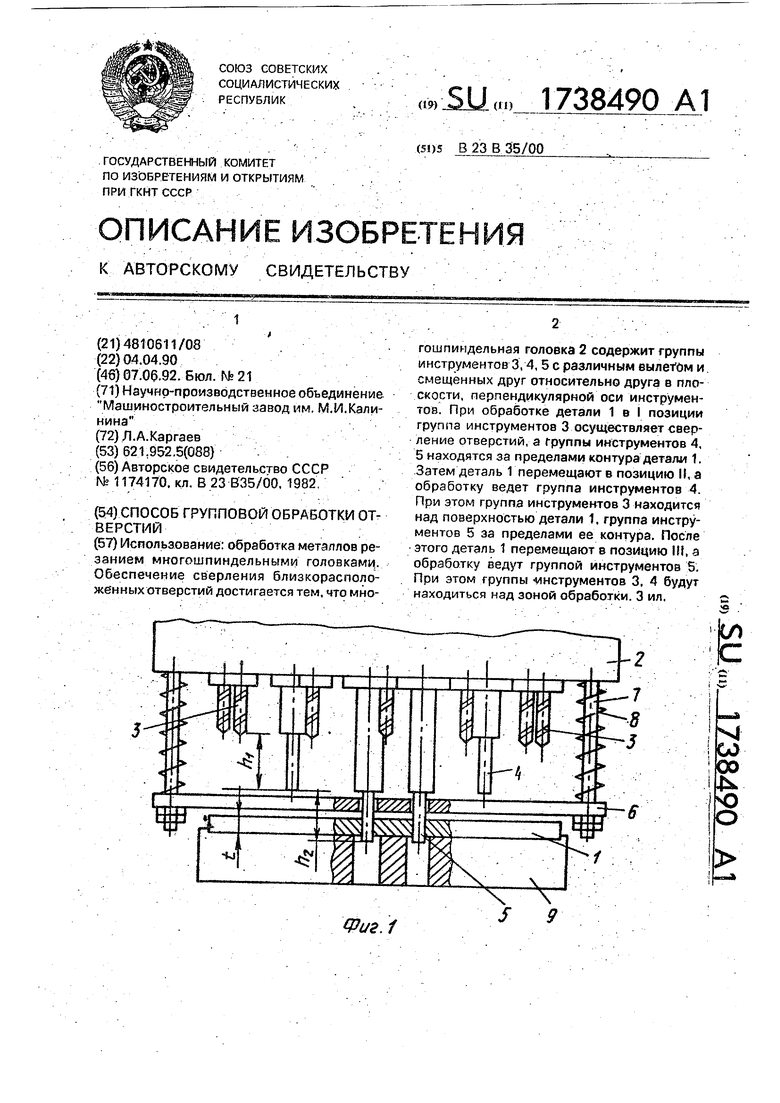
| Способ обработки отверстий во фланце круглой детали | 1982 |
|
SU1174170A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
