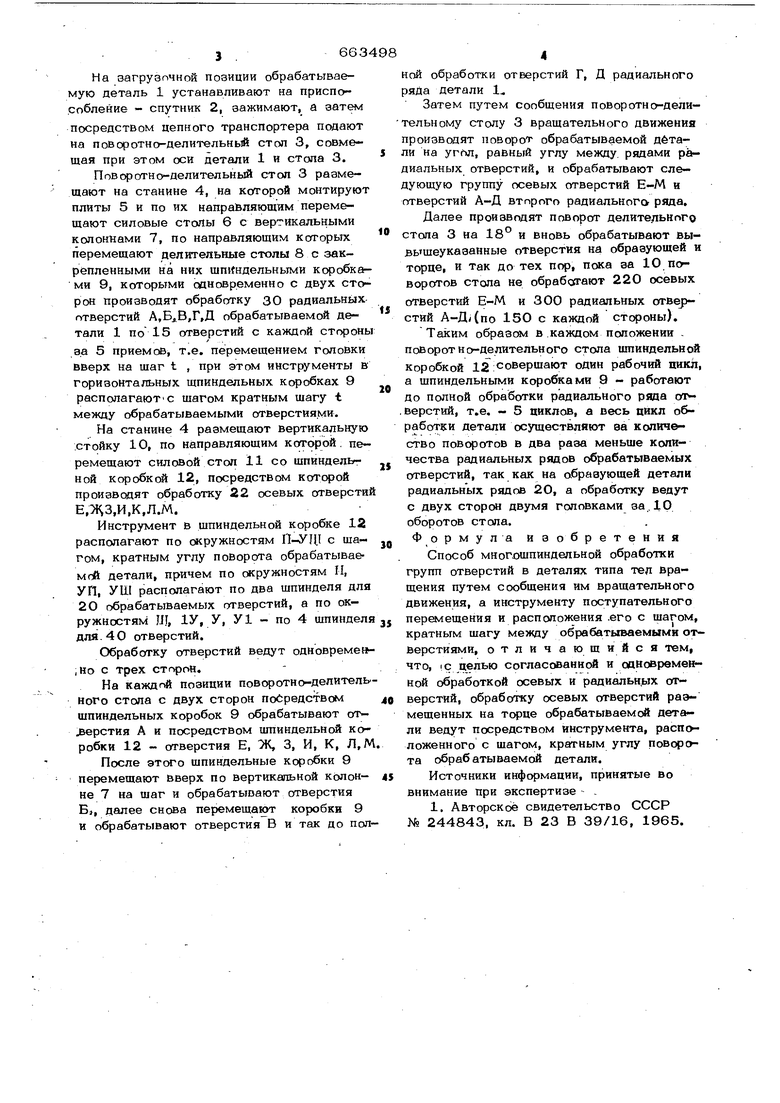
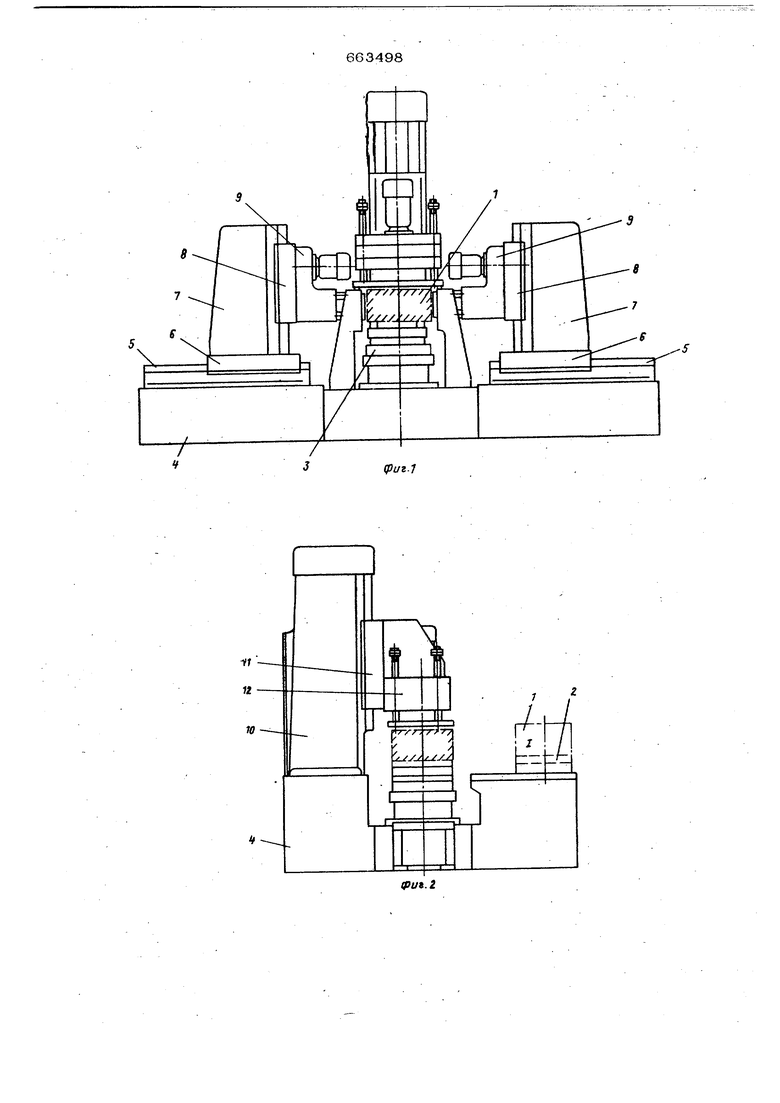
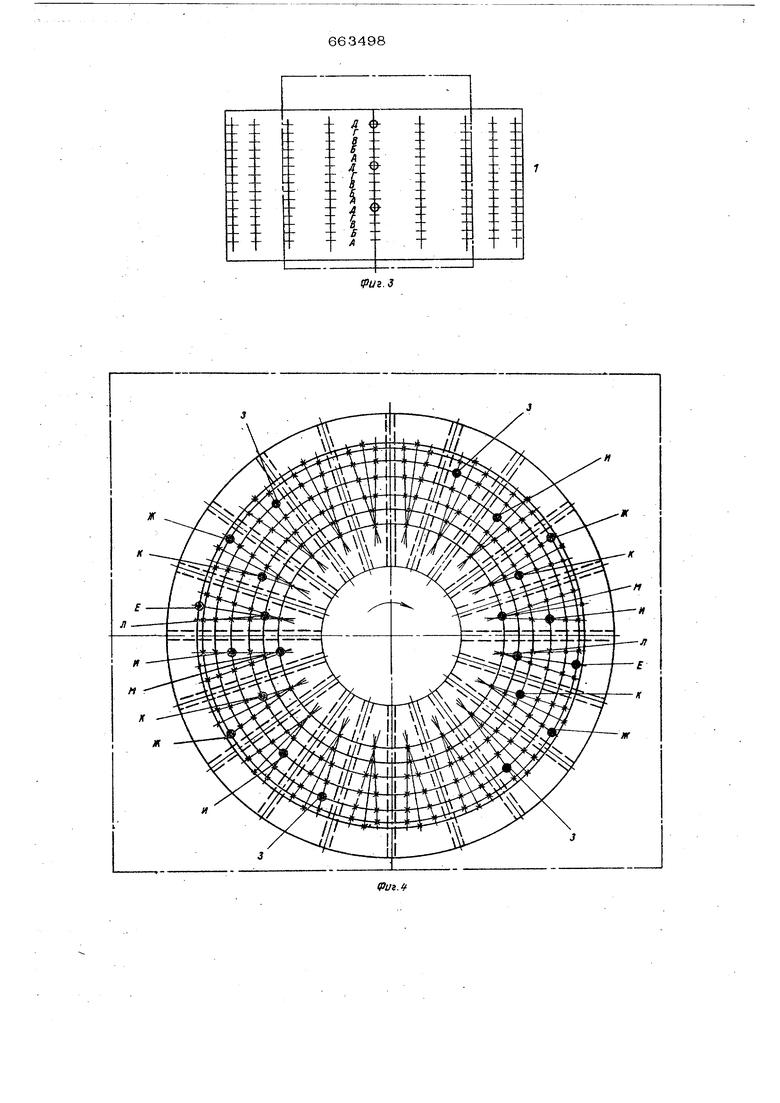
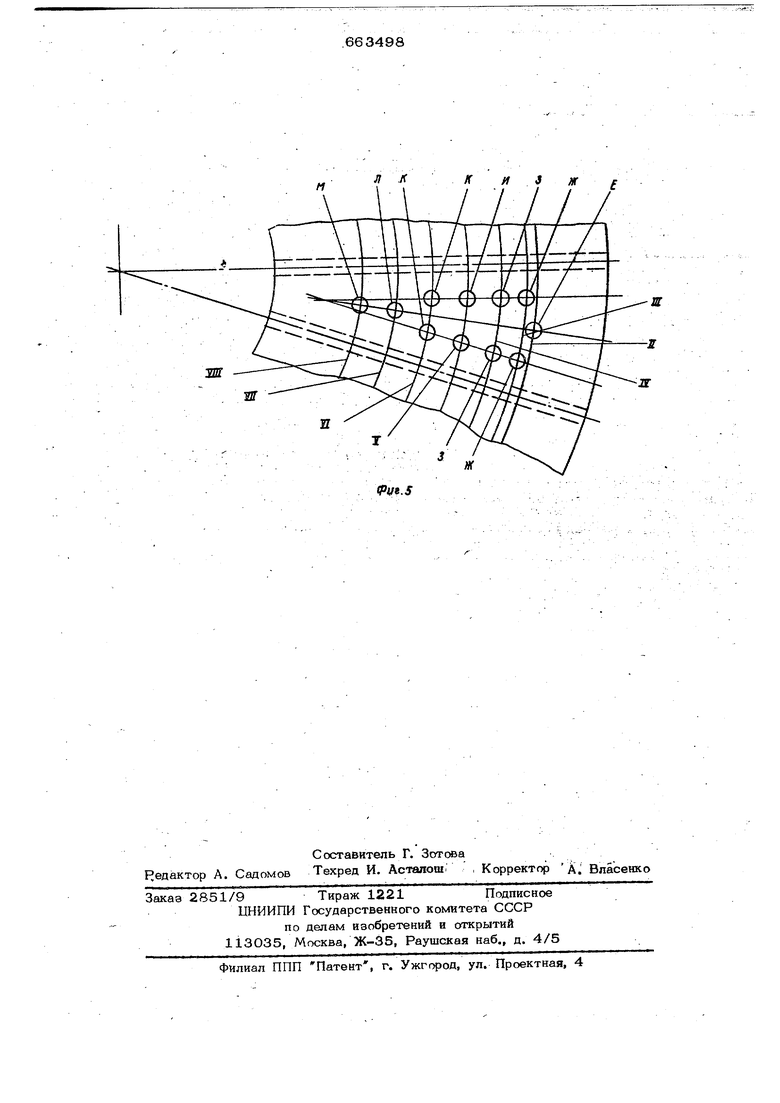
Изобретение относится к области стан костроения, а в частности к многошпиндельной обработке групп отверстий. Известны способы сверления отверстий На многошпиндельных станках типа тел Вращения путем сообщения им врашатель-г ного движения, а инструменту поступател ного перемещения и расположения его с шагом кратным шагу между обрабатываемыми отверстиями. Однако вышеуказанные способы не по воляют производить одновременно обработку радиальных рядов отверстий и осеВых отверстий на одном станке и не обеспечивают заданной производительности. Цель изобретения - согласованная и одновременная обработка осевых и радиальных отверстий. Эта цель достигается тем, что обработку осевых отверстий, размещенных на торце обрабатываемой детали, ведут посредством инструмента, расположенного с шагом, кратным углу поворота обрабатываемой детали. Сущность настоящего способа заключается в том, что на трехстороннем ставке с повороти отделительным стопсм одновременно одной вертикальной и двумя горизонтальными шпиндельными коробками производят сверление осевых и радиальных отверстий в обрабатываемой детали, периодически вращаемой по окружности вскруг вертикальной оси, на угол 18° равный уг лу 18° между рядами радиальных отверстий, рагпопоженных на образующей, которые обрабатывают инструментс«м, распопсУженным с шагом кратным шагу между обрабатываемыми отверстиями. На фиг. 1 - показан общий вид станка, на котором реализуется предложенный способ; на фиг. 2 - вид станка сбоку; на фиг. 3 - схема расположения обрабатываемых отверстий 1вид в плане); на фиг. 4 - схема расположения обрабатываемых отверстий (вид сбоку); на фиг. 5 - схема расположения одной группы отверстий в увеличенном масштабе. 3 .663 На загрузочной позиции обрабатываемую деталь 1 устанавливают на приспособление - спутник 2, зажимают, а затем посредством цепного транспортера подают На поворотно-делительный стол 3, совмещая при этом оси детали 1 и стола 3. Повороггно-делительный стол 3 размещают на станине 4, на которой монтируют плиты 5 и по их направляющим перемещают силовые столы 6 с вертикальными колоннами 7, по направляющим которых перемещают делительные столы 8 с закрепленными на них щп ндельными коробками 9, которыми сдновременно с двух сторон производят обработку ЗО радиальных отверстий А,БЛ,В, обрабатываемой детали 1 по 15 отверстий с каждой стороны за 5 приемов, т.е. перемещением головки вверх на щаг t , при этом инструменты в горизонтальных щпиндельных коробках 9 располагаютС щагом кратным щагу t между обрабатываемыми отверстиями. На станине 4 размещают вертикальную .стойку 10, по направляющим которой, перемещают силовой стол 11 со щпиндельНой Коробкой 12, посредством которой производят обработку 22 осевых отверстий Е,ЖЗ,И,К,Л.М. Инструмент в шпиндельной коробке 12 располагают по окружностям П-УЦ с щагом, кратным углу поворота обрабатывавMrift детали, причем по окружностям II, УП, УШ располагают по два щпинделя для 2О обрабатываемых отверстий, а по окружностям IJJ, 1У, У, У1 - по 4 щпинделя для. 40 отверстий. Обрабсутку отверстий ведут одновреме ,но с трех сторон. На каждой позиции поворотно-делитель ного стопа с двух сторон посредством щпиндельных коробок 9 обрабатывают от.верстия А и посредством щпиндельной коробки 12 - отверстия Е, :Ж, 3, И, К, Л,М После этого шпиндельные коробки 9 перемещают вверх по вертикальной колонне 7 на щаг и обрабатывают отверстия Б, далее снова перемещают коробки 9 и обрабатывают отверстия В к так до пап- Ной обработки отверстий Г, Д радиального ряда детали 1 Затем путем сообщения поворотно-делительному столу 3 вращательного движения производят поворот обрабатываемой детали На угол, равный углу между, рядами piaдиальных отверстий, и обрабатывают следующую группу осевых отверстий Е-М и отверстий А-Д втпрого радиального р1ша. Далее производят поворот делите.льного стола 3 на 18° и вновь обрабатывают вывьщеуказанные отверстия на образующей и торце, и так до тех пор, пока за 10 поворотов стола не обработают 220 осевых отверстий Е-М и 300 радиальных oTBej стий А-Д/(по 150 с каждой стороны). Таким образом в .каждом положении . псйворотно-делительного стола щпиндельной коробкой 12 соверщают один рабочий оикл, а щпиндельными коробками 9 - работают до полной обработки радиального рада от верстий, т.е. - 5 циклов, а весь цикл о&работки детали осуществляют ва количество поворотов в два раза меньще количества радиальных рядов обрабатываемых отверстий, так как на образующей детали радиальных рядов 20, а обработку ведут с двух сторон двумя головками заДО оборотов стола. Формула изобретения Способ многощпиндельной обработки групп отверстий в деталях типа тел вращения путем сообщения им вращательного движения, а инструменту поступательного перемещения и расположения .его с шагом, кратным шагу между обрабатываемыми отверстиями, отличающийся тем, что, 1C целью согласованной и шновременной обработкой осевых и радиальных опгверстий, обработку осевых отверстий размещенных на торце обрабатываем ей детали ведут посредством инструмента, расположенного с шагом, кратным углу поворота обрабатываемой детали. Источники информации, принятые во внимание при экспертизе - , 1. Авторское свидетельство СССР Mb 244843, кл. В 23 В 39/16, 1965.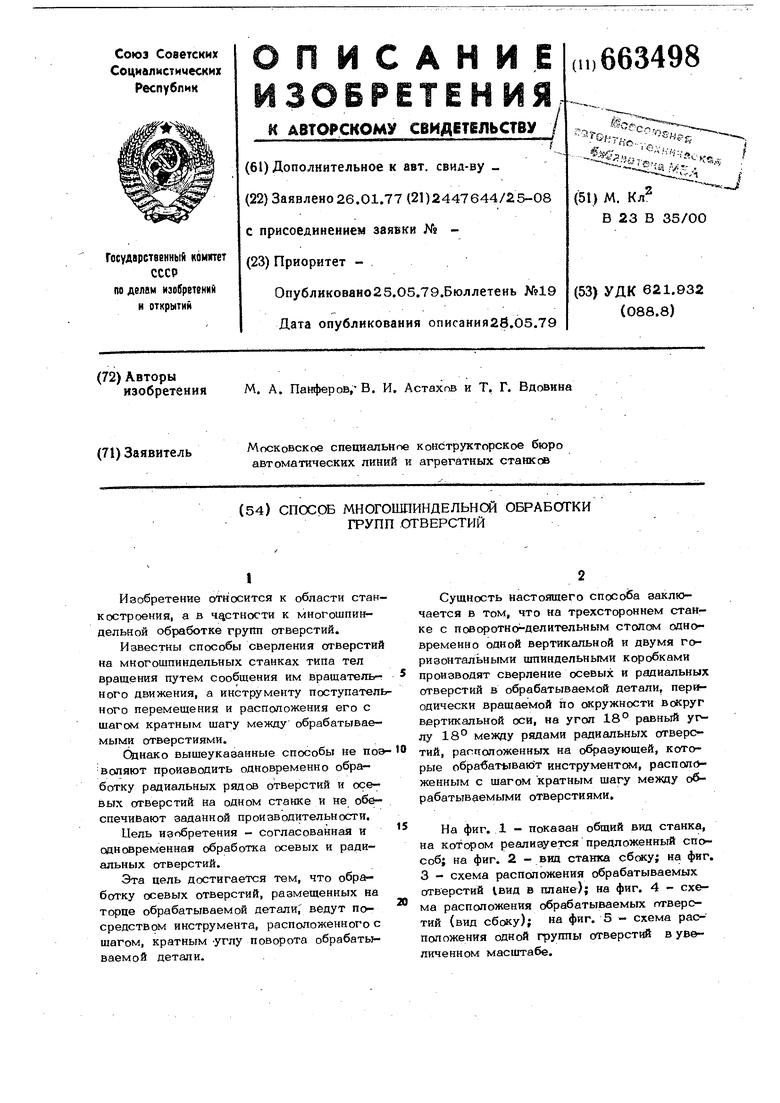
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЯХ | 1970 |
|
SU283782A1 |
| Привод шпинделей токарного многошпиндельного станка | 1983 |
|
SU1168379A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
| Станок для перфорации труб по вин-ТОВОй лиНии | 1977 |
|
SU841794A1 |
| Радиально-сверлильный станок | 1975 |
|
SU514666A1 |
| Многошпиндельный сверлильный станок | 1982 |
|
SU1034848A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| Многошпиндельный станок | 1983 |
|
SU1155373A1 |
ff ИЗ ж f.
Ill//
