Изобретение относится к механической обработке резанием с предварительным нагревом срезаемого припуска и может быть использовано для фрезерования труднообрабатываемых материалов и снятия больших припусков.
Известен способ фрезерования, при котором перед срезанием материала заготовки осуществляют предварительный нагрев ее поверхности, чередуя нагретые и ненагретые зоны.
Недостатком известного способа является то, что при увеличении тепловложения в заготовку с целью повышения производительности происходит пакетирование срезаемого материала на режущем инструменте.
Цель изобретения - повышение проив- водительности за счет устранения пакетирования срезаемого материала заготовки на режущем инструменте.
Указанная цель достигается тем, что в известном способе ширину нагреваемого слоя устанавливают равной 0,8-0,95 ширины фрезерования, причем одну из границ зоны нагрева совмещают с поверхностью врезания.
ния.
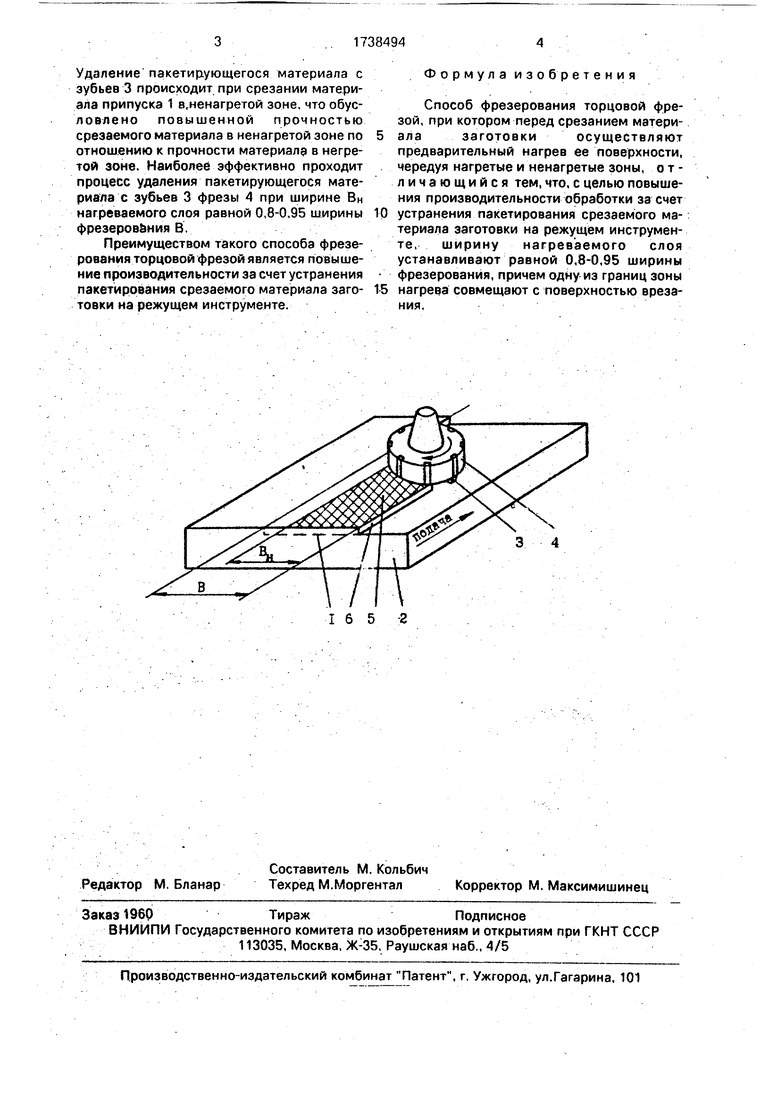
На чертеже показана схема фрезерова- Способ осуществляют следующим обра-
зом.
Перед срезанием материала припуска 1 заготовки 2 зубьями 3 торцовой фрезы 4 осуществляют предварительный нагрев материала припуска 1. Ширину Вн нагреваемого слоя устанавливают равной 0,8-0,95 ширины фрезерования В, а одну из границ зоны 5 нагрева совмещают с поверхностью 6 врезания. В результате этого создаются нагретые и ненагретые зоны срезаемого припуска 1. В зоне 5 нагрева происходит снижение прочности материала припуска 1, в нем возникают структурные превращения и термические напряжения, снижаются силы трения на поверхностях контакта материала заготовки 2 и зубьев 3 фрезы 4. Все это обуславливает снижение сил резания при срезании припуска 1 заготовки 2 в зоне 5 нагрева, что позволяет повысить производительность фрезерования.
Однако нагрев материала припуска 1 сопровождается повышением склонности материала заготовки 2 к адгезии, в результате чего происходит пакетирование срезаемого материала на зубьях 3 фрезы 4.
vj СА) 00 Јь Ю J
Удаление пакетирующегося материала с зубьев 3 происходит при срезании материала припуска 1 в,ненагретой зоне, что обус- ловлено повышенной прочностью срезаемого материала в ненагретой зоне по отношению к прочности материала в негретой зоне. Наиболее эффективно проходит процесс удаления пакетирующегося материала с зубьев 3 фрезы А при ширине Вн нагреваемого слоя равной 0,8-0,95 ширины фрезерования В.
Преимуществом такого способа фрезерования торцовой фрезойявляется повышение производительности за счет устранения пакетирования срезаемого материала заготовки на режущем инструменте.
Формула изобретения
Способ фрезерования торцовой фрезой, при котором перед срезанием материалазаготовкиосуществляютпредварительный нагрев ее поверхности, чередуя нагретые и ненагретые зоны, о т - личающийся тем, что. с целью повышения производительности обработки за счет устранения пакетирования срезаемого материала заготовки на режущем инструменте, ширину нагреваемого слоя устанавливают равной 0,8-0,95 ширины фрезерования, причем одну из границ зоны нагрева совмещают с поверхностью врезания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки заготовок из сталей с нагревом срезаемого слоя | 1981 |
|
SU982847A1 |
| Способ фрезерования | 1979 |
|
SU785000A1 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| Способ обработки поверхностей вращения торцевой фрезой | 1989 |
|
SU1704957A1 |
| Способ обработки резанием | 1989 |
|
SU1713755A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ плазменно-механического фрезерования и устройство для его осуществления | 1979 |
|
SU860969A1 |
| Способ фрезерования | 1990 |
|
SU1763103A1 |
| Способ обработки фасонных поверхностей вращения | 1981 |
|
SU1006093A1 |
| Способ фрезерования деталей с переменным по глубине припуском | 1986 |
|
SU1424988A1 |
Использование: изобретение относится к механической обработке резанием с предварительным нагревом срезаемого припуска и может быть использовано для фрезерования труднообрабатываемых материалов и снятия больших припусков, Ширину нагреваемого источником тепла слоя устанавливают равной 0-,8-Д95 ширины фрезерования, а одну из границ зоны нагрева совмещают с поверхностью врезания. 1 ил.
| Способ плазменно-механической обработки | 1979 |
|
SU856717A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
