(Л
С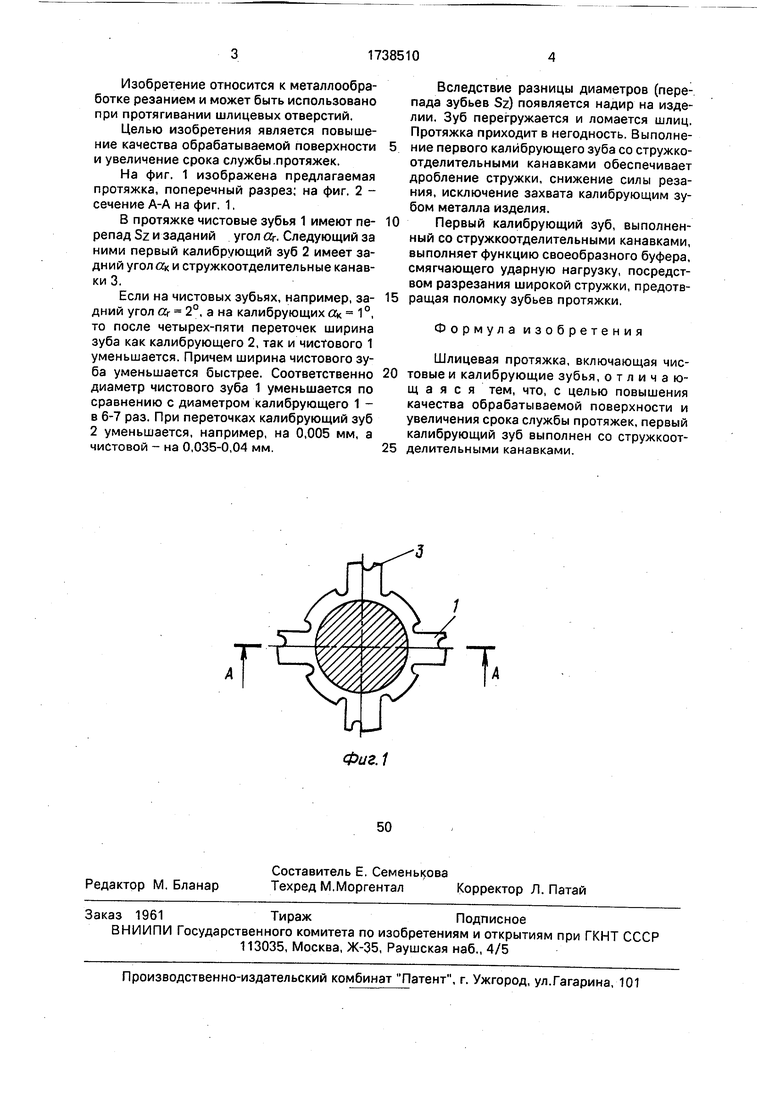
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжка | 1988 |
|
SU1645078A1 |
| Шлицевая протяжка | 1981 |
|
SU975262A1 |
| Протяжка | 1958 |
|
SU118468A1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Протяжка | 1990 |
|
SU1815021A1 |
| Шлицевая протяжка | 1985 |
|
SU1271684A1 |
| Протяжка для обработки поверхностей | 1983 |
|
SU1152794A1 |
| Протяжка шпоночная со специальной калибрующей частью | 2020 |
|
RU2739430C1 |
| Спиральное сверло | 1985 |
|
SU1256886A2 |
Использование: при протягивании шли- цевых отверстий. Сущность изобретения: в протяжке чистовые зубья 1 имеют перепад Sz и задний угол «г. Следующий за ними первый калибрующий зуб 2 имеет задний угол а и стружкоразделительные канавки 3, Если на чистовых зубьях, например, задний угол От 2°, а на калибрующих ак 1°, то после четырех-пяти переточек ширина зуба как калибрующего 2, так и чистового 1 уменьшается, причем ширина чистового зуба уменьшается быстрее. Вследствие разницы диаметров появляется надир на изделии. Выполнение первого калибрующего зуба со стружкоотделительными канавками обеспечивает дробление стружки, снижение силы резания, исключение захвата калибрующим зубом металла изделия 2 ил.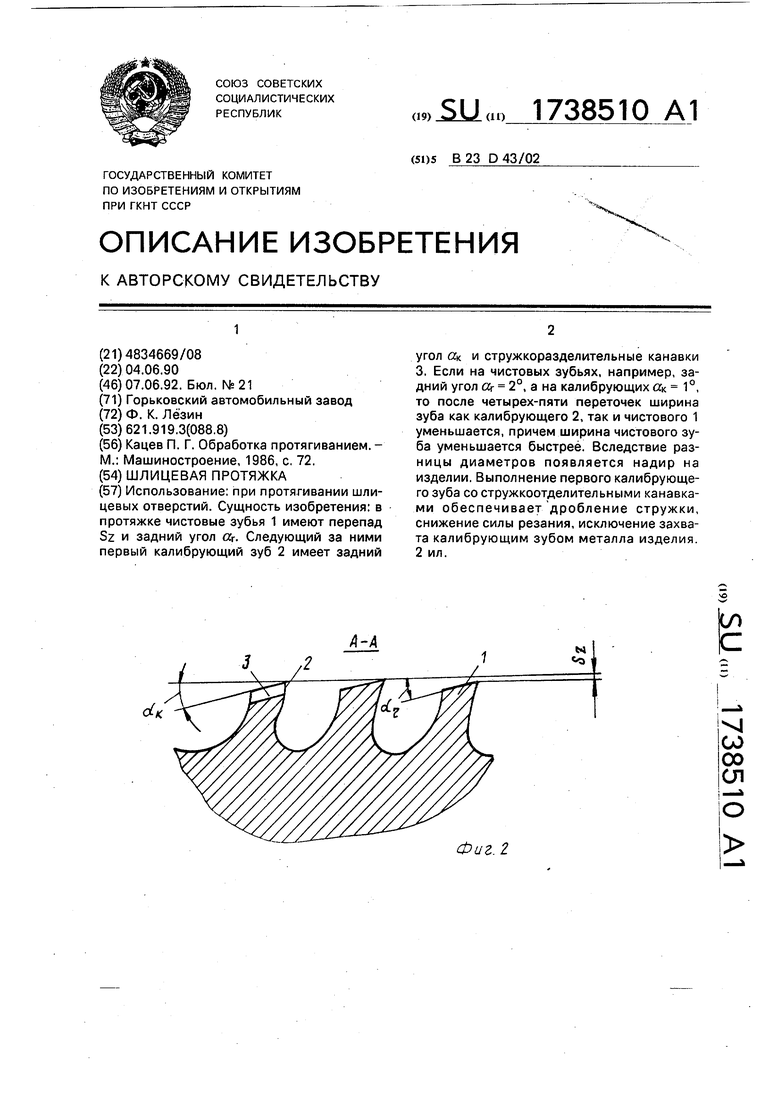
4 СО 00 СЛ
О
Изобретение относится к металлообработке резанием и может быть использовано при протягивании шлицевых отверстий.
Целью изобретения является повышение качества обрабатываемой поверхности и увеличение срока службы протяжек.
На фиг. 1 изображена предлагаемая протяжка, поперечный разрез; на фиг. 2 - сечение А-А на фиг. 1.
В протяжке чистовые зубья 1 имеют пе- репад Sz и заданий угол Ok. Следующий за ними первый калибрующий зуб 2 имеет задний угол «к и стружкоотделительные канавки 3.
Если на чистовых зубьях, например, за- дний угол От 2°, а на калибрующих «к 1°, то после четырех-пяти переточек ширина зуба как калибрующего 2, так и чистового 1 уменьшается. Причем ширина чистового зуба уменьшается быстрее. Соответственно диаметр чистового зуба 1 уменьшается по сравнению с диаметром калибрующего 1 - в 6-7 раз. При переточках калибрующий зуб 2 уменьшается, например, на 0,005 мм, а чистовой - на 0,035-0,04 мм
Вследствие разницы диаметров (перепада зубьев Sz) появляется надир на изделии. Зуб перегружается и ломается шлиц. Протяжка приходит в негодность. Выполнение первого калибрующего зуба со стружко- отделительными канавками обеспечивает дробление стружки, снижение силы резания, исключение захвата калибрующим зубом металла изделия.
Первый калибрующий зуб, выполненный со стружкоотделительными канавками, выполняет функцию своеобразного буфера, смягчающего ударную нагрузку, посредством разрезания широкой стружки, предотвращая поломку зубьев протяжки.
Формула изобретения
Шлицевая протяжка, включающая чистовые и калибрующие зубья, отличающаяся тем, что, с целью повышения качества обрабатываемой поверхности и увеличения срока службы протяжек, первый калибрующий зуб выполнен со стружкоотделительными канавками.
Фиг. 1
| Кацев П | |||
| Г | |||
| Обработка протягиванием.- М.: Машиностроение, 1986, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
